振动监测——设备故障的早期诊断
2015-04-25赵夕林
赵夕林
1 概述
随着水泥工业生产率的提高,岗位人员越来越少,虽然设备运转的常规参数(如温度、压力、电流等)已引入到中央控制室,但设备运转仍处于无人看守状态,岗位人员在有限的巡检时间内无法判断设备是否正常,设备隐患不能及时排查,导致设备出现故障甚至事故。因此,有必要引入设备状态测量仪器,跟踪检测设备运转状态,经过一段时间的数据积累,得出正常的运转状态参数,当测量的数据出现异常,通过数据分析判断设备故障点,做到早期诊断设备故障,避免事故发生,同时该检测数据可以作为设备大修时确定方案的依据。
运转中的机械设备,其状态监测和故障诊断有多种方法可使用,例如振动监测技术、油液分析技术、红外测温技术、声发射技术、无损检测技术等。其中振动监测技术是普遍采用的基本方法。振动监测是对设备的振动信号进行检测、分析处理,识别故障和预报的一种技术。其振动理论和测量方法比较成熟且简单易行。另外,据统计,机械故障90%可以从振动测量中检测出来。
2 振动监测方法
一台设计合理的机器,其固有振级也很低。但当机器磨损、基础下沉、部件变形、连接松动时,机器的动态性能开始出现各种细微的变化,如轴不对中、部件磨损、转子不平衡、配合间隙增大等。所有这些因素都会在振动能量的增加上反映出来。因此,振动加剧常常是机器要出故障的一种标志,而振动是可以从机器的外表面检测到的。
过去,设备工程师根据经验靠手摸、耳听来判断机器是否正常或其故障是否在发展。但如今机器的转速较高,许多起警告性的振动出现在高频段,因此,只有用仪器才能检测出来。
2.1 常规检查
设备正常运转时,使用笔式测振仪(水泥厂常用测振仪的价格很便宜)检测设备旋转部位的振动值,主要是振动速度,测量轴向、垂直方向和水平方向的振速并记录作为参考值。岗位巡检人员在日常检测发现测量值发生变化时,通常先检查连接部件是否松动,能停机的设备可检查轴对中、轴承游隙或轴承与轴和轴承座的配合间隙等,不能停机的设备则使用振动频谱仪进行精密检测,分析振动频谱,找出是否为动平衡原因或其他原因。据有关资料统计,利用简易诊断仪器可以解决设备运行中50%的故障。由此可见,简易诊断在设备管理与维修中具有重要作用。
设备允许的振动值可参考国际标准,如表1。

表1 ISO2372设备振动标准*
2.2 精密检测
精密检测是通过振动频谱仪检测设备振动频谱图,分析各频率对应的振动速度分量,如某一频率的振动速度分量超限,可对比表2常见振动故障识别表判断故障点。
表2中振动频率的计算:设备运转部位的工频振动频率(Hz)=转速(r/min)/60,如某风机的转速为960r/min,则其工频振动频率为16Hz。工频振动频率通常称为转动频率。

表1 常见振动故障识别表
3 振动监测应用
公司购买了笔式测振仪和振动频谱仪,投资约5万元。通过日常检测设备振动值,获取故障设备的信息,比对上述表格的故障分析,排除了多起故障,提高了设备运转率,节约了生产成本。
3.1 风机动平衡试验
公司5000t/d熟料生产线辊磨循环风机型号3050 DI BB50,流量900000m3/h,工作转速978r/min,风机转子的外径ϕ 3050mm,叶片数量为11片,叶片出口宽度2×290mm,配套功率4000kW。计算风机的工频频率为16.3Hz。
风机发生振动,如果是轴承部位的振动,说明是转子不平衡、轴不对中或螺栓松动等引起的;如果是风箱壳体部分的振动,则是由风系统引起的振动,这种呈现连续性的系统振动可主要对管网进行检查。
Leschot (Felsa)也宣布推出一款以ETA2824为基础的机心。起价125瑞士法郎。其购买了Technotime 法国85%的股份,将生产改进到现行水准。如今向Camy这样的品牌供应几千件产品。他毫不遮掩自己的雄心:五年内50万件。
风机振动情况见图1、2。
振动原因分析:振动有效值的速度为96.8mm/s,频率为16Hz的振动值为50.6mm/s,为风机转子转动频率f0的一倍,振动主要是动平衡所致。

图1 风机轴承水平振动
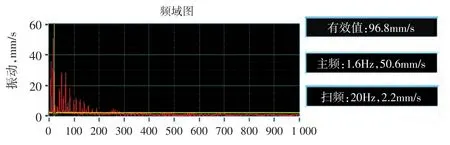
图2 风机轴承轴向振动
动平衡试验情况:
(1)检测不平衡重量939g,相位29.4°。
(2)平衡校正后,水平振动6.8mm/s,振动下降率85%。

图3 故障轴承

图4 正常频谱
通过在线动平衡试验并修复,时间短(约4h),可节省更换叶轮或返厂修复的费用,大大降低了生产成本。仅此一项即可收回购买仪器的成本。
3.2 风机轴承检测
欲在早期检测出轴承的失效,仅凭常规的振动幅值的变化来判断轴承是否出现损坏是不可靠的,轴承的单个零件所造成的振动特性是用来分析检测其缺陷的一个依据,由各轴承零部件缺陷所造成的特定频率取决于缺陷的性质、轴承的几何尺寸以及旋转速度。
轴承外圈损伤的频率计算公式:

式中:
n——钢球数,个
d——钢球直径,mm
D——节径,mm
α——接触角,°
f0——轴旋转频率,Hz
公司5000t/d熟料生产线煤粉通风机型号2500SIBB24,流量110000m3/h,工作转速979r/min,风机转子外径ϕ2500mm,配套功率400kW。计算风机的工频频率为16.3Hz。现场检测风机振动频谱(当时因故未存盘,未能保留故障现象的频谱图)。
振动原因分析:检测到频率为138Hz的振动幅值为20.6mm/s(手感检测感觉不到振动),是风机转子转动频率的高倍频,分析振动的主要原因可能是轴承造成的。停机拆检轴承,发现轴承游隙变大且有点蚀现象(见图3)。
修复措施:更换新的轴承,复测风机轴承频谱(见图4),振动有效值只有0.9mm/s,故障消失。