合理选择处理方式推动旧砂再生技术应用
2015-04-23烟台胜地汽车零部件制造有限公司曹玉亭孙婷婷
烟台胜地汽车零部件制造有限公司 曹玉亭,孙婷婷
我公司主要从事汽车零部件生产,产品是刹车盘、鼓,年产3500万片以上,铸造能力达每年30万吨。目前,铸造有4个热工部,其中三个部各有3条新东FCMX-Ⅲ水平造型线。第四部有4条丹麦DISA240垂直造型线。采用湿型砂造型,砂处理采用DISA转子混砂机,SMC自动控制紧实率。制芯采用三乙胺冷芯盒制芯。表1是我公司目前热工部含旧砂废弃物的排量统计。
近年来旧砂再生技术日趋成熟,对此项技术也产生较大需求。再生砂主要用于制芯,现结合有关考察及试验,就旧砂再生技术做以下交流。
1. 再生方式
排废旧砂主要为潮模砂及部分未充分烧结的树脂砂。单纯采用热法再生的方式不能够去除附着在砂粒表面的黏土、煤粉、杂质等,而复合再生,如热法+机械、湿法+表面改性等基本能够作为我司旧砂再生的处理方案。
2. 再生砂应用
(1)再生砂质量 附图为显微镜下砂粒形态,表2为状态描述。
经试验,旧砂经热法+机械混合再生处理后,含泥量为0.1%,灼烧减量在0.15%以内,AFS较旧砂增大3以上。上述指标基本能够满足我公司原砂验收标准。
(2)再生砂应用情况 试验按照再生砂:原砂=60:40的方案进行混砂制芯,在混砂工艺不变的情况下,“8”字试块强度最大能达到同期原砂试块强度的4/5,最小达1/2。制样4h前后,试块强度达到最大值,且4~24h内基本稳定在最大值。
再生砂经过焙烧,热膨胀系数小,理论上能够减轻铸件脉纹现象。使用上述混合砂制芯,砂芯铸件脉纹比例由100%降低至26%,且脉纹高度变低,数量明显减少,显著降低返修比率。铸件综合成品率无明显变化。
3. 再生砂应用存在的问题
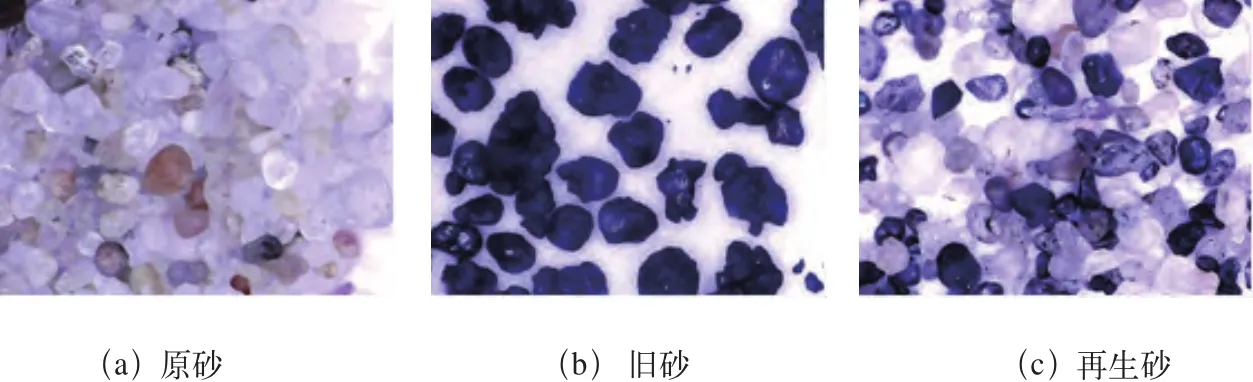
显微镜下砂粒形态(500×)

表1 热工部含旧砂废弃物的排量统计

表2 砂粒形态
(1)再生回用合作方式 目前,绝大多数主营再生设备生产与销售的企业,以及投资再生设备的用户,依旧存在以下难题:①含砂细分(废灰)等的处理。②旧砂再生过程中产生的二次排废物。如区域内几家铸造厂废砂交由专业的再生厂家统筹处理,不仅可以从一定程度上降低铸造厂的运营成本,还可以将粉泥等实现资源化利用。
(2)再生砂混用 目前,成功推广再生砂的铸造厂,再生砂大都是以50%~80%的比例用于冷芯制造或添加到砂处理砂库中,其余20%~50%由原砂、特种砂等补充。导致这种现象有如下原因:①旧砂再生率60%~80%,需要及时补充原砂以达到砂库平衡。②提高砂芯强度的需要。单纯使用再生砂,冷芯强度略低(再生后砂粒变细,比表面积增大;再生砂酸耗值高于原砂,约8mL/50g)。③调整砂库内砂的粒度,旧砂经机械碾磨,部分破碎,AFS增大。
再生砂与原砂混合,需要对原有砂库、设备布局、输送装置、再生砂调配装置等进行改造。
(3)再生砂成本 以自主投资设备并管理经营的方式,再生成本与原砂相比在北方没有绝对的优势。
4. 结语
目前,旧砂再生的主要设备及技术较为成熟,但配套设施如PLC控制系统、筛分、煤泥处理等环节还需要不断完善。随着技术及服务的提升,投资运营成本的降低,势必将推动旧砂再生技术在铸造行业的广泛应用。