雷达大型构件机器人焊接工艺研究
2015-04-23曹国光梁宁雷党刚
曹国光 梁宁 雷党刚
1. 概述
雷达大型构件是雷达中的主要部件,存在于雷达的天线以及转台部位。该构件生产复杂,主要由低合金钢Q345和高强钢等焊接而成。国内生产雷达大型构件多采用焊条电弧焊、气焊以及氩弧焊等传统的焊接手段,而自动焊接机器人也只在汽车制造、空间探索等方面获得了应用。在我国走向国际市场大舞台,世界各国都进行焊接自动化的技术改变的时候,我国的雷达行业改变过去的生产方式和管理模式已迫在眉睫。为此,本公司采用了一条实现了机、电、气一体化的综合控制功能的雷达大型构件自动化焊接生产线,以最终达到提高柔性化、自动化生产的目的。
为保证雷达大型构件自动化焊接生产线的焊接质量,我们对机器人焊接工艺进行了认真分析,并根据相关规范进行了机器人焊接工艺评定,拟定出焊接工艺规程,为公司雷达大型构件自动化焊接生产积累了宝贵的资料和经验。
2. 机器人焊接系统
雷达大型构件机器人焊接设备采用德国KUKA公司的KR16型号机器人,配有弧焊软件包及福尼斯TPS500MIG焊接系统,适用于雷达大型构件的自动化焊接。
3. 机器人焊接工艺评定
我们依据设计文件JB4708—2000《钢制压力容器焊接工艺评定》及NB/T47016—2011《承压设备产品焊接试件的力学性能检测》标准对焊缝进行了焊接工艺评定,焊前编制了焊接工艺评定指导书,焊后编制了焊接工艺评定报告。
(1)焊接工艺评定材料 焊接工艺评定用试板材质采用与雷达大型构件相同材质的低合金钢Q345及瑞典DOMEX700MC高强钢,化学成分如表1、表2所示。两种材料的钢板规格为6mm×300mm×125mm。焊丝选用与两种钢材匹配的金桥焊丝ER50—6及ESAB高强钢焊丝OK AristoRod 69,规格为f1.2mm。
(2)焊接坡口形式 焊接工艺评定用试板依据图样设计,采用了对接和角接两种方式,接头形式如图1所示。
(3)机器人工艺评定 机器人焊接前,将母材坡口及坡口周围焊接区域内的油污、铁锈、水及其他氧化物用丙酮去除,以避免机器人焊接时产生气孔、夹渣等缺陷。
在焊接平板上装配试件,装配时应同时考虑焊接收缩变形量并进行预变形,根据焊接机器人的要求试件尺寸间隙≤2mm,装调完成后用工装压紧。然后对试件进行定位焊,定位焊尺寸≥100mm。

表1 Q345钢的化学成分(质量分数) (%)

表2 瑞典DOMEX700MC高强钢的化学成分 (质量分数) (%)

图1 机器人焊接工艺评定焊接接头
定位焊后,操作人员通过机器人示教盒操作机器人手臂,使机器人手臂行走到焊接位置,在相应的界面下使用焊缝自动寻位功能对焊缝进行起始点的寻找,通过示教功能将要焊接的焊缝记忆,选择所需要功能并输入相关参数(如电流、电压、焊接速度等)完成焊接程序的编制。然后,选择焊接程序启动焊接按钮向机器人发出“工件到位,开始焊接”的指令,机器人按照预先编制的焊接程序进行焊接。在保证焊缝成形良好的情况下,选用小热输入焊接。焊接参数如表3、表4所示。
4. 工艺评定结果
试板焊接后,根据标准JB4708—2000《钢制压力容器焊接工艺评定》及NB/T47016—2011《承压设备产品焊接试件的力学性能检测》进行了如下试验:对所有的试件进行了外观检测;选取试样进行无损检测,每种材料选取3件进行RT检测;弯曲试验,每种材料面弯和背弯各4件,弯曲角度180°;拉伸和冲击试验,每种材料选取3件进行拉伸试验,选取6件进行冲击试验;宏观金相检测(角焊缝)。
经过检测,试验结果如下:
(1)外观 焊缝外观成形美观、饱满,均匀连续,表面未发现任何焊接缺陷,焊缝外观检测合格,如图2所示。
(2)无损检测 将焊后试件送检进行X射线探伤,根据标准GB/T3323—2005判定所有送检试件均达到Ⅰ级要求,说明其熔合质量较好,缺陷较少,符合标准规定。
(3)弯曲试验 将对接试件取样标号,按标准加工后进行180°面弯和背弯试验,弯心直径为24mm,根据标准NB/T47016—2011《承压设备产品焊接试件的力学性能检测》,所有试件未见裂纹,试件符合评定要求。
(4)拉伸和冲击试验 将对接试件取样标号,按标准加工后进行拉伸和冲击试验,结果如表5~表8所示。结果表明,试件冲击、拉伸强度和伸长率符合评定要求。
(5)宏观金相检测 采用了断面检测,将角焊缝试件取样标号,用线切割剖开焊缝,取粗、细砂纸打磨抛光后,用稀硝酸腐蚀焊缝断面观察,结果显示:角焊缝饱满,根部熔透;局部有咬边;断面未发现气孔、夹渣等缺陷,如图3所示。

表3 瑞典DOMEX700MC高强钢焊接参数

表4 低合金钢Q345焊接参数

图2 机器人焊接工艺评定焊接接头照片

表5 瑞典DOMEX700MC高强钢拉伸试验结果

表6 低合金钢Q345拉伸试验结果
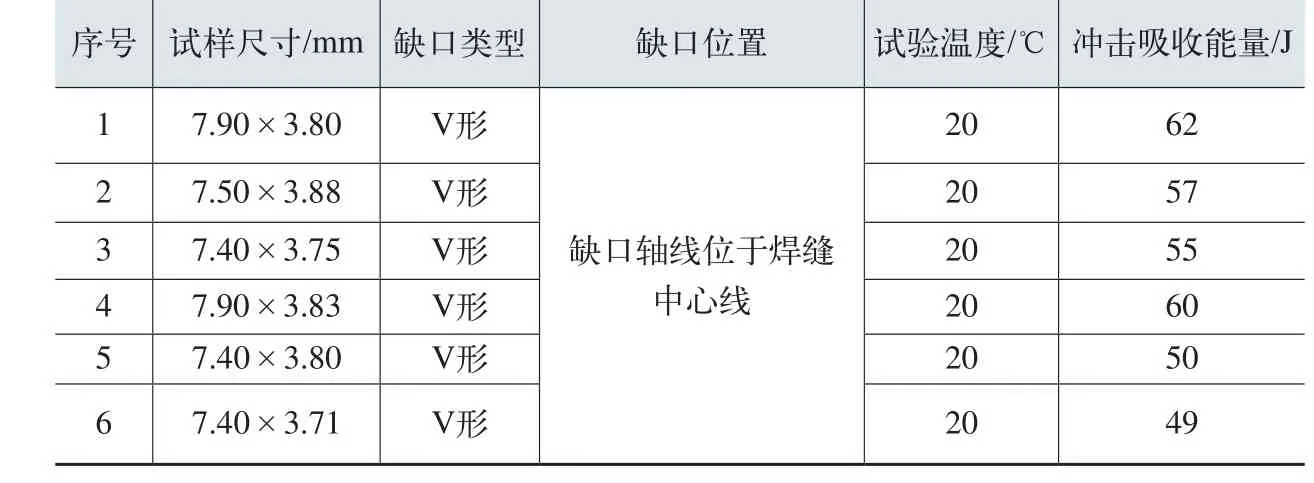
表7 瑞典DOMEX700MC高强钢冲击试验结果
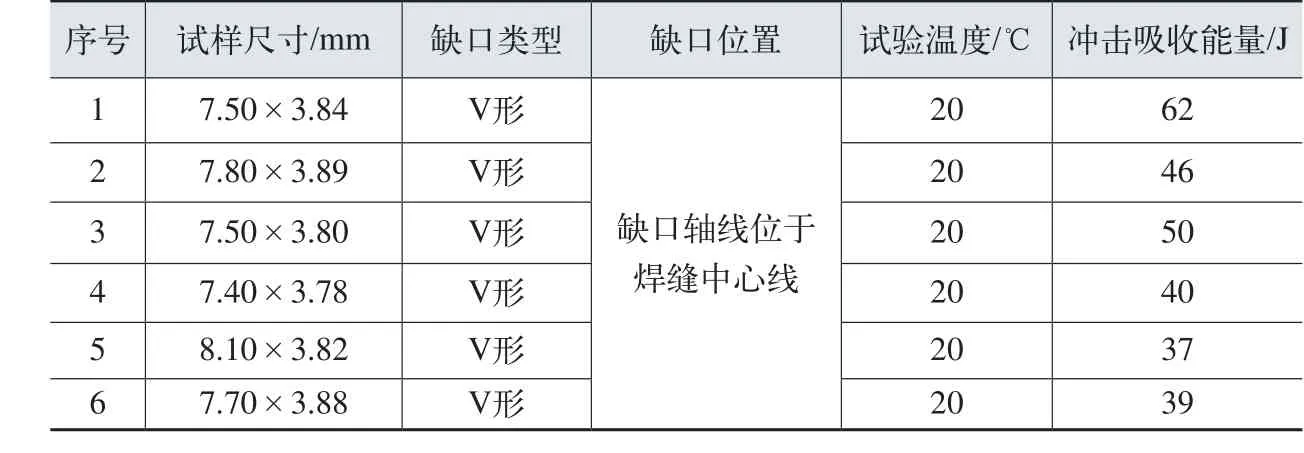
表8 低合金钢Q345冲击试验结果
通过以上项目检测,综合评定结论为合格,符合JB4708—2000《钢制压力容器焊接工艺评定》标准要求。
5. 产品焊接
根据评定合格的焊接工艺,编制了机器人焊接工艺规程(WPS),针对单位的几种雷达大型构件进行了雷达试件焊接生产,包括雷达转台、天线骨架、背架等,经过检测均符合图样生产要求,然后采用规定的WPS参数对雷达产品进行焊接。

图3 角接接头解剖断面形貌照片
6. 结语
(1)采用焊接机器人对低合金钢Q345及瑞典DOMEX700MC高强钢板进行焊接,并通过外观、内部检测,得出其外观及内部探伤均满足工艺评定要求。
(2)焊接机器人工艺评定试验表明,焊接机器人焊接的各项力学性能均满足JB4708—2000《钢制压力容器焊接工艺评定》及NB/T47016—2011《承压设备产品焊接试件的力学性能检测》标准,说明制订的焊接工艺可以用于指导生产。
(3)机器人焊接的几种雷达大型构件已经投入运行,没有发生任何质量问题。
