精密卧式加工中心设计研究(三)
2015-04-02李云革
李云革

一、引言
在保证大功率、高扭矩的前提下提高主轴转速、切削速度和机床快移速度,缩短机床加工和辅助时间,是提高卧式加工中心加工效率的关键。因此,作为移动部件的机床立柱设计非常重要。本文以 HMS125b型卧式加工中心的立柱设计为例,详细阐述了立柱设计中相应的理论计算和实际经验。
HMC125b型加工中心机床总体设计布局为横、纵分体铸造床身结构。立柱为铸铁龙门框形结构,受力均匀;滚珠丝杠带动主轴箱沿立柱导轨上下移动,主轴位于立柱两导轨中间。主轴箱的平衡通过安装在立柱上的油缸和钢丝绳共同完成。
二、立柱参数的设定
HMC125b卧式加工中心工作台为 1250×1250mm,主轴最大抗力 10000N,快移 24m/min, X轴即立柱加速时间 0.2s。驱动电机:德国西门子 1FT6108-8AF71型。额定扭矩:37Nm。静态扭矩:70Nm。最大扭矩:220Nm。额定转速:3000rpm。额定转动惯量:260×10 -4kg·m2。
三、丝杠的选择
1.螺纹直径、导程、螺母的选择
本机床设计最大移动速度 24m/min,经过减速箱(降速比 i=3)的减速后,与滚珠丝杠连接。根据同类机床比较,丝杠轴径为 d=63mm,导程为 Ph=25mm。由此推导,丝杠螺纹长 =行程 +螺母长 +冲程 +端边限度=1600+272+80X2+1209=3900mm。丝母选择凸缘双螺母外循环 TDB-U 6325型。
2.精度的选择
丝杠精度:0.023mm/300,ISO5。
3.确定螺纹轴的预压力
丝杠预压力: F=△ l×ks =△ l×Eπd32/4L。式中,F为预压力,单位为 Kg;k s为螺纹轴轴向刚性; E=2.1×105N/mm2;d3=55.2mm; L=2271mm; F=(0.142 ×2.1×105π×55.22)/(4×2271)=2.2×10 4N。因此,预拉伸力: F=3.1×104N。
由此可以选出滚珠丝杠副的型号,这里选用:TDB -U6325-9-4。动态负载 Ca=138.4kN;静态负载 C 0a =321.5kN。
4.对已选择的滚珠丝杠的校核
(1)寿命的校核。快速进给时最大轴向负荷为: Fa =m1×a+f+20%m1×g =m1×a+μ×m1×g+20%m1×g =4000×2+0.005×4000×9.8+0.02×4000×9.8 =16036N L=( Ca/fwFa)3×106式中, L为总转数; Ca为基本额定动态负载138.4kN; fw为负载因数,取1.5; Fa为轴向负荷16036N; L=(138400/1.5×16036) 3×106=190.5×106 >106,满足要求。
(2)临界转速的校核。
丝杠转速提高之后,可能发生共振而不能继续转动,临界转速为:
d1
N=λ2× ×107
l2 式中, N为危险速度下的容许转速; λ2为与安装相关的系数,为固定值, λ2=21.9; d1为丝杠轴螺纹小径, d1=55.2mm; l为丝杠轴的安装间距, l=3458mm;
N=21.9× 55.2 ×107=1011rpm;丝杠最快转速为 34582 24000
n= Vmax =
Ph 25=960< N=1011rpm。因此满足要求。
由此, c·dp ·n值为: dp =63, n=960rpm,
dp ·n=63×960=60480< [ dp ·n]=100000rpm。满足要求。
四、轴承的选择
NSK滚珠丝杠支承轴承为高精度向心推力滚珠轴承,其特点是:高轴向刚性,低的启动扭矩,容易安装,结构简单,因此选用 NSK轴承,型号为:60TAC120BDBBC10PN7A,设置 2组。
五、驱动电机的选择
选择电机的条件是 N电机> n负载;T电机 ≥ T负载;J电机 1 ≥3 J负载。根据国内外同类规格机床 ,选用西门子 AC系列 1FT6108-8SF7。其电机额定扭矩为 37Nm;额定转速为 3000rpm额定转动惯量为 260×10 -4kg·m2。通过计算校核所选电机。
(1)负载惯量的校核。
mD2 11
J丝杠 = 8 = 8×( 4 ρπD2l)D2
11 = ×( ×7.8×103π×0.0632×3.9)×0.0632
84
=0.047kg·m2
主轴箱等件折算到丝杠上的转动惯量:
J主轴箱 =M1×L×L/ [(2×3.14)×(2×3.14)] =4000×0.025×0.025/ [(2×3.14)×(2×3.14)]
=0.063kg·m2
J=J丝杠 +J主轴箱 =0.047+0.063=0.11kg·m2
折算到电机轴上的转动惯量:
J 0.11 J电机轴 = i2 = 32 =0.012kg·m2 J电机轴/3=0.012/3=0.004< J电机 =0.026kg·m2
所以电机的转动惯量满足要求。
(2)启动力矩的校核。减速箱传动比为 i=3; T启动 = iJα,T启动为启动力
矩; α为角加速度 α= n·2π = 960×2π =503rad/s; t 60×0.2
T启动 =iJα=3×0.012×503=18Nm< T电机=37Nm。所以电机满足要求。endprint
六、导轨的选择
本机床选用的导轨是 THK直线导轨。直线导轨具有导轨表面磨损少、不产生爬行、油膜厚度变化少、价格便宜、高精度、高刚性、安装、噪音低、具有很好的互换性和交货期短等优点。
(1)系列的选择。选择 SRG系列,因为此系列采用滚柱保持器,具有超高刚性、四方向等负荷,通过防止偏移来实现平滑运动、长期运行且免维护等优点。
(2)精度等级的选择。本机床属于精密级,选择为 P精密级,预压的种类为中预压,C0级。
(3)线性导轨尺寸的确定。对于线性导轨,公称型号与滚珠丝杠轴直径几乎相等,由于滚珠丝杠的直径为63mm,查样本可知,线性导轨型号为 SRG65LV(没有 63规格)。
(4)导轨长度 L的确定。 L=行程+冲程+主轴箱的高度 +两端防护罩最小压缩尺寸 =1400+160+1150+138=2848mm。所以线性导轨型号选为 SRG65LV3SSC0E+2848LP-Ⅱ。
(5)线性导轨的润滑方式。为了使用方便,采用集中润滑方式。
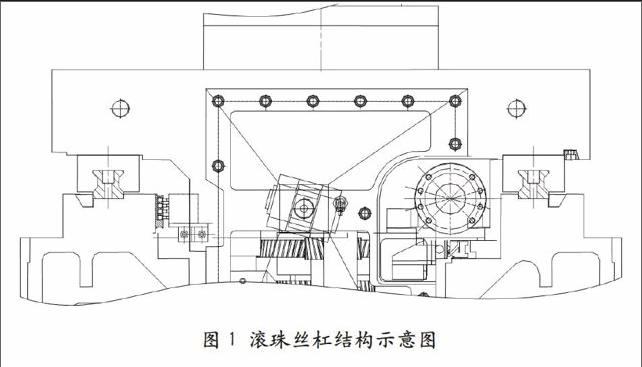
(6)安装方式的选择。线性导轨侧压方法选用锥形块(图 1),左侧为调整侧,右侧为基准侧。安装台阶的高度根据样本可知为 8mm。
七、滚珠丝杠的安装方式
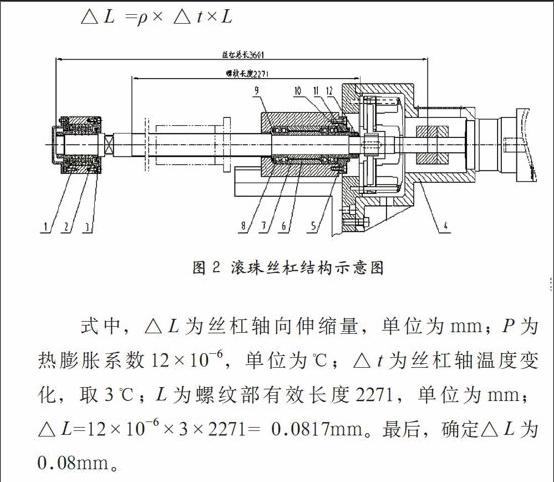
滚珠丝杠结构如图 2所示,主轴箱的丝母座孔为φ106mm,丝母直径为 φ105mm,有 1mm的间隙,是为了调整方便,件 11为调整垫,调整该垫的厚度,可以对丝杠进行预拉伸,预拉伸 △ l计算如下:
△ L =ρ×△ t×L
式中, △ L为丝杠轴向伸缩量,单位为 mm; Ρ为热膨胀系数 12×10 -6,单位为℃;△ t为丝杠轴温度变化,取 3℃; L为螺纹部有效长度 2271,单位为 mm;
△ L=12×10-6×3×2271=0.0817mm。最后,确定△ L为
0.08mm。
滚珠丝杠的预拉伸具有以下作用。
(1)补偿丝杠变形。
(2)提高丝杠抗压刚度。
(3)提高推力轴承的轴向刚度。
(4)提高轴承座的轴向刚度。
八、平衡油缸的设计
平衡油缸的设计(图 3),本机床采用液压油缸的平衡方式,由于主轴箱上下行程为 1400mm,行程较大,考虑液压油缸行程不能太大,所以采用动滑轮加上钢丝绳的形式,来减少油缸的行程,但油缸所承受的力要相应增加一倍。
选择美国 Parker公司 MMA系统冶金缸,主轴箱部总体重量为 3000kg,液压油缸应平衡掉 6000kg的重量,选择型号为 100CMP3MMARL14M860M1144油缸。计算得出平衡载荷为 F=58800N,活塞杆直径为 φ杆=63mm,缸孔面积为 S孔 =7854mm2,活塞杆面积为 S杆 =3117mm2,压力为 P=F·106/( S孔-S杆)/1000000=12.4MPa,系统泵站压力为 14MPa。故满足使用要求。
所选油缸及油压符合设计要求,为进一步确保稳定性,在其管路上安装一个减压阀,通过改变管路压力大小来调节平衡稳定性。
九、结语
HMC125b样机组装完成后,对机床立柱左右运动的X轴和主轴箱上下运动的 Y轴,进行几何精度和加工精度切削检验,经检测与实践调整,所测精度完全符合设计要求,且立柱在工作过程中运转平稳、动态特性好,超越预期设计效果,保证了机床的精度要求。HMC125b样机现在已经售出,该机床适用于军工、航天、船舶和纺织等多种行业,更适合大型泵业和减速箱行业的高性能机床。endprint
