水泥窑用富氧燃烧技术理论分析
2015-03-30王俊杰颜碧兰朱文尚齐砚勇
王俊杰,颜碧兰,朱文尚,齐砚勇,2,汪 澜
(1.中国建筑材料科学研究总院 绿色建筑材料国家重点实验室 北京 100024;
2.西南科技大学 材料科学与工程学院,四川 绵阳 621010)
0 引言
水泥工业是重要的基础原材料工业,是国民经济发展的重要支柱产业。2013 年我国水泥产量24.18 亿t,规模以上水泥制造业能源消耗总量约为1.9 亿t 标准煤,占全国能源消耗总量的5.8%左右。因此,加快技术进步,促进水泥工业大幅度节能减排,是水泥工业发展面临的紧迫任务,也是实现经济社会发展和生态文明建设的主要内容。
富氧燃烧技术是指应用比通常空气(含氧21%)含氧浓度高的富氧空气进行燃烧的技术。因节能减排效果显著,目前已普遍应用于我国玻璃、冶金等行业。水泥行业作为能源消耗大户,在富氧燃烧技术上发展较为缓慢。目前,我国仅个别水泥企业采用了该技术。
上世纪70 年代国外就已广泛开展水泥窑用富氧燃烧技术的研究。Wrampe P 等[1]从热力学角度上建立了水泥窑产量与氧气流量的数学模型,并通过实际案例进行了验证。此后,又有诸多关于富氧燃烧技术在水泥窑上的实际应用案例[2-5]见诸报道。而我国就开展水泥窑用富氧燃烧技术的研究始于上世纪90 年代,如李娟等[6]从煤粉燃烧、辐射换热等角度阐述了富氧燃烧技术应用于水泥回转窑的理论优势。“十二五”时期以来,重点耗能行业节能减排的呼声越来越高,富氧燃烧技术受到了水泥行业的广泛关注。诸多学者[7-10]从水泥窑用富氧燃烧技术的理论性、经济性、实际效益、协同处置工业废弃物等方面做了详细探讨。同时,依托实际案例,研究者[11-14]从制氧方法、烟气流量、气体成分、窑炉温度、熟料产量、节煤率等方面论述了富氧燃烧技术在水泥企业的应用情况。
综上所述,富氧燃烧技术的研究为我国水泥工业节能减排提供了重要基础支撑。然而,诸多研究仅探讨了富氧燃烧技术自身优势,与水泥工业联系不够紧密;同时部分研究仅对富氧燃烧技术效果进行分析,无法准确分析其节能潜力。因此,本文以水泥行业为出发点,通过理论计算和实验研究,分析水泥窑用富氧燃烧技术的理论效果,并对其应用案例进行评述。
1 理论分析
采用富氧燃烧技术的水泥窑炉,由于入窑空气量减少、氧气浓度增大,具有燃烧温度高、火焰辐射强、煤粉起始反应温度低、燃尽率高等优势。
本文分别从上述几点分析水泥窑用富氧燃烧技术的理论效果,同时,以某1 200 t/d生产线为研究对象进行评述。该生产线所用煤粉的工业分析和元素分析见表1 和表2。
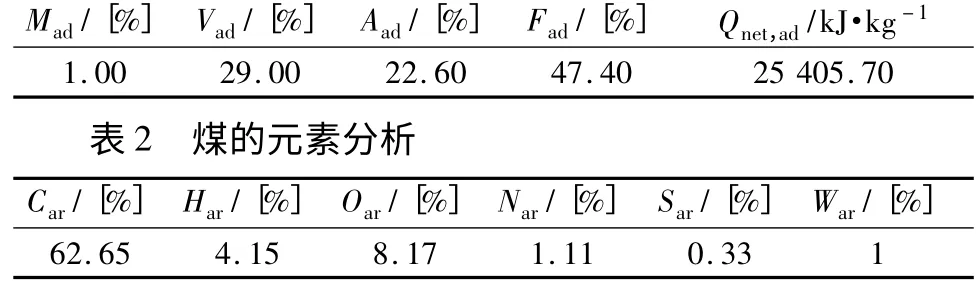
表1 煤的工业分析
1.1 理论燃烧温度
在稳态、绝热、完全燃烧条件下,如果输入燃烧室的全部热量都用来提高燃烧产物的温度,即为理论燃烧温度。由于在水泥窑内,CO2和H2O 的分解量极小,其理论燃烧温度可用式(1)表示[15]

式中 tth——理论燃烧温度/℃;
Qnet——燃料的化学热(或低位发热量)/kJ·
kg-1;
tf——燃料温度/℃;
ta——空气温度/℃;
cf——燃料对应温度下的比热容/kJ·kg-1·℃-1;
ca——空气对应温度下的比热容/kJ·kg-1·℃-1;c——烟气对应温度下的比热容/kJ·kg-1·℃-1;
Va——实际空气量/Nm3·kg燃-1料;
V——实际烟气量/Nm3·kg燃-1料。
考虑入窑煤粉温度60℃,入窑一次空气温度30℃,二次空气温度1 050℃,过剩空气系数1.1,则不同氧气浓度下煤粉的理论燃烧温度如表3 和图1所示。
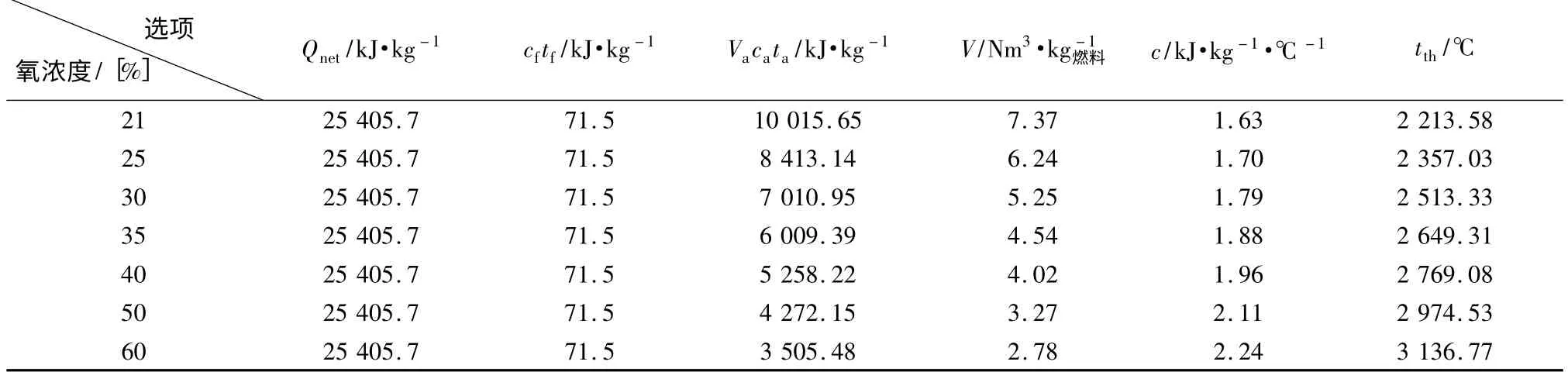
表3煤粉理论燃烧温度计算过程
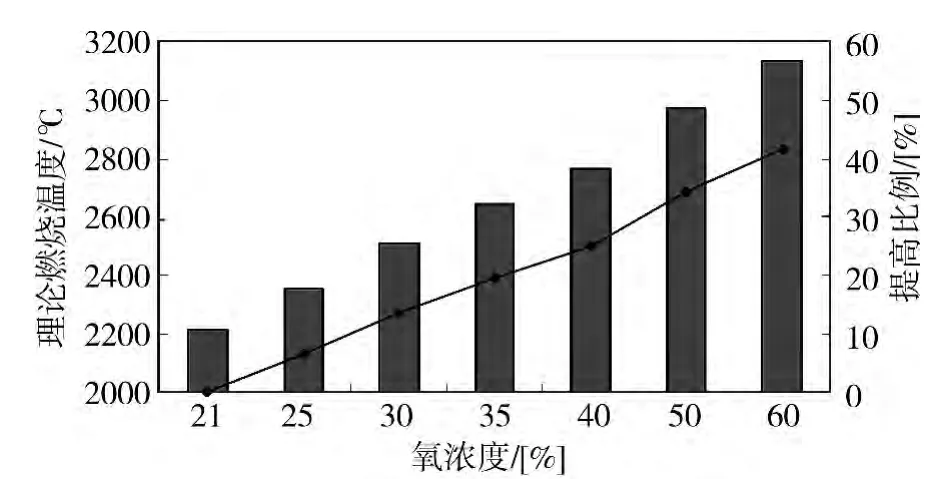
图1 煤粉理论燃烧温度和氧浓度的关系
如上所示,当氧气浓度由21%增加到25%和60%时,煤粉理论燃烧温度分别提高了约143℃和924℃,提高比例分别为6.5%和41.7%,效果显著。然而上述分析强调理论燃烧温度与煤粉颗粒周围氧气浓度的关系,而实际情况下,煤粉颗粒周围氧气浓度介于窑内整体氧浓度与通入富氧空气之间。以某1200 t/d 生产线为例,其采用的膜法制氧流量为2 000 Nm3/h,氧浓度达30%,且仅通入净风。化验显示净风中氧气浓度为27%。根据实际情况,煤风与净风的风量之比约为1∶4;且一次风量约占窑头总风量15%,则膜法富氧技术使一次风整体氧气浓度由21%提高至25.8%,使整体入窑气体氧浓度提高至21.7%。因此,煤粉颗粒周围氧气浓度应介于21.7% ~25.8%,根据式(1),火焰温度提高约25 ~172℃。
然而熟料煅烧情况直接取决于火焰辐射量,而不是火焰温度,而前者与温度的四次方成正比,因此还需考虑火焰辐射量。
1.2 辐射换热量
研究表明,物料在回转窑内的温升主要来自辐射换热,包括烟气、窑内衬等辐射换热情况。富氧燃烧技术对辐射换热量的影响主要表现在燃烧温度的提高和烟气中非对称型双原子气体浓度的增加。而后者主要体现在入窑气体中热辐射能力较弱的对称型双原子气体N2的减少,该气体的减少可相对增加具有辐射能力和吸收能力的多原子气体(如CO2和H2O)的浓度,从而提高烟气辐射率。
对水泥回转窑而言,气流对物料的辐射换热量可以由式(2)计算[2]
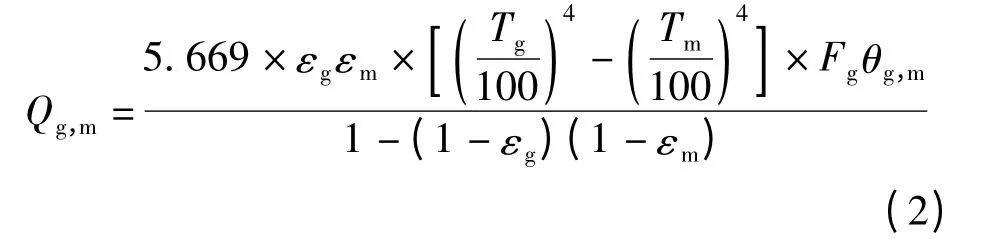
式中 Qg,m——辐射传热量/W;εg——火焰的黑度;
εm——物料的黑度;
Tg——火焰的温度/℃;
Tm——物料的温度/℃;
Fg——火焰的表面积/m2;
θg,m——火焰对物料的辐射角系数。
取εm为0.95,Tm为1 300 ℃,而Fg、θg,m只与回转窑结构和物料的填充率有关,因此不同氧浓度下气流对物流的辐射传热量仅与Tg和εg有关。而εg可按发光火焰辐射率来计算[7],即

式中 β——火焰在窑炉内充满程度和温度场的特
性系数,对于固体燃料产生的发光火焰,该值为0.65;
kf——辐射能力在火焰中的减弱系数,对于发光火焰,其计算式如式(4)所示;
lg——气体层有效厚度,取其为窑半径/m。

式中 Tf——烟气出窑炉时的温度/℃。
实际计算中,以窑内氧气浓度21%、Tf=1 050℃为基准。假设Tf的增加与理论燃烧温度的增加相同。
实际生产中,该生产线窑内径为3.2 m,物料填充率10%,则不同氧气浓度下,火焰的辐射换热量变化情况如表4 和图2 所示。
由表4 和图2 可知,当氧气浓度由21%提高到25%和60%时,辐射换热量分别提高了近33%和330%。与理论燃烧温度相比,辐射换热量增加更为明显。考虑该生产线所用的富氧技术,当其火焰温度提高约25 ~172℃时,辐射换热量增强了近6% ~40%,效果十分显著。
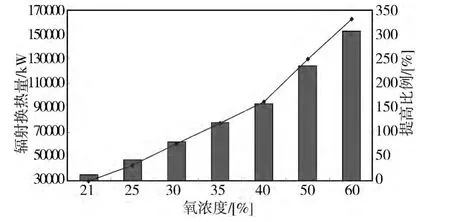
图2 辐射换热量与氧浓度的关系

表4 辐射换热量计算过程
1.3 煤粉燃烧情况
应用富氧燃烧技术后,煤粉经燃烧器喷出有更低的起始反应温度,更快的燃烧速率,即在相同的停留时间下,煤粉燃尽率更高。取该生产线所用煤粉进行不同氧气浓度下的热重实验,结果如图3 所示。
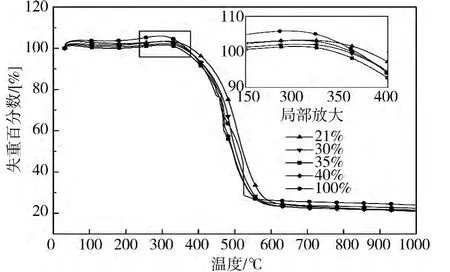
图3 不同氧气浓度下煤粉的热重曲线
选取热重曲线开始偏离基线点的温度作为煤粉起始反应温度,则不同氧气浓度下,煤粉起始反应温度如表5 所示。

表5 不同氧气浓度下煤粉的起始反应温度
由表5 可知,随着氧气浓度的增加,煤粉起始反应温度有了较为显著的下降。当氧气浓度为40%时,其起始反应温度较普通空气下降了近30℃,这将有助于煤粉的着火和水分含量较大煤粉的燃烧,同时为劣质煤的大规模应用提供了参考。
煤粉在水泥窑内燃烧所需氧气主要来自一、二次风,而其燃烧速率与固定碳的燃烧速度有显著关系。因此关于不同氧气浓度下煤粉的燃烧速率,选取无灰碳粒燃烧的计算公式(5)进行估算[6],其完全燃烧所需时间(s)为

式中
ρx——碳粒的密度/kg·m-3;
δ0——碳粒的颗粒直径/m;
m——碳与氧的化学当量比;
D——氧气的扩散系数/m2·s-1;
P——氧气浓度/[%];1.428——氧气在标准状态下的密度/kg·m-3。
由式(5)可知,不同氧气浓度下,煤粉完全燃烧所需时间主要取决于氧气浓度P。以普通空气下煤粉燃烧时间t0为基准,不同氧气浓度下煤粉完全燃烧所需时间如表6。

表6 不同氧气浓度下煤粉完全燃烧所需时间
由表6 可知,当氧气的浓度由21%提高至25%时,煤粉的燃烧时间即可缩短16%。在空间尺寸不变的情况下,由于煤粉燃尽时间缩短,煤粉燃尽的程度自然提高,这就减少了由于煤粉不完全燃烧所造成的热量损失,同时相应降低了CO 等有害气体的排放。
2 结果与讨论
根据上述分析,可以得出以下结论:
(1)入窑氧气浓度的增加可以显著提高理论燃烧温度,增强窑内辐射换热量,降低煤粉起始反应温度,减少煤粉完全燃烧所需时间;
(2)实际应用中,当富氧空气流量较小时,其燃烧温度、辐射换热、煤粉起始反应温度和完全燃烧时间的变化取决于煤粉颗粒燃烧时周围氧气的浓度,而该浓度介于窑内整体氧气浓度和一次风氧气浓度之间。富氧燃烧技术的差异决定了该浓度的差别。
目前,富氧燃烧技术作为水泥行业节能减排的新方法被广泛报道和论述。然而,应用该技术的不同窑炉效果不一。究其原因,在于应用富氧燃烧技术后,煤粉颗粒燃烧时周围的氧气浓度的差异。因此,在应用富氧燃烧技术时,水泥生产企业应根据实际情况,如燃料种类、燃烧器规格等,制定相应工作方案,使煤粉燃烧时周围氧气浓度得到最大提升,从而最大限度发挥富氧燃烧技术的优势。除此,由于燃料起始反应温度提前、燃烧温度提高等,企业还需适当调整回转窑等设备的操作习惯,使富氧燃烧技术得以有效应用,为我国水泥行业节能降耗提供新途径。
[1]Wrampe,P. & H.C.Rolseth.The Effect of Oxygen upon the Rotary Kiln's Production and Fuel Efficiency:Theory and Practice[J].IEEE TRANSACTIONS ON INDUSTRY APPLICATIONS,1976(6):568 -573.
[2]Leger,C.B.&J.G.Friday. Oxygen Enrichment for Cement Kiln Firing[A]. Cement Industry Technical Conference,IEEE-IAS/PCA 2001[C].IEEE,2001:271 -278.
[3]Gotro,C. A. Oxygen Enrichment at Cemex’s Victorville Plant[A].Cement Industry Technical Conference,IEEE -IAS/PCA 2001[C].IEEE,2001:281 -287.
[4]Mayes,G. Oxygen Enrichment at the Txi Midlothian Cement Plant[A]. Cement Industry Technical Conference,IEEE-IAS/PCA 2001[C].IEEE,2001:289 -293.
[5]Shafer,B. Oxygen Enrichment at California Portland Cement Company’s Mojave plant[A].Cement Industry Technical Conference,IEEE-IAS/PCA 2001[C].IEEE,2001:293 -298.
[6]李娟,谢峻林,全键,等. 富氧燃烧应用于水泥回转窑生产上的理论初探[J].武汉工业大学学报,1997,19(4):47 -49.
[7]宗滇.水泥回转窑劣质煤富氧燃烧器设计及数值模拟研究[D].北京:北京工业大学,2012:11 -27.
[8]孙新红,方明,孟岩峰.富氧技术在水泥行业的应用可行性经济分析[J].中国水泥,2012(7):156 -160.
[9]谢克平.论水泥熟料富氧煅烧的效益[J].新世纪水泥导报,2014(1):1 -4.
[10]李铁冰,任晓雪.富氧燃烧在水泥窑协同处理工业废弃物中的应用[J].中国水泥,2010(4):49 -51.
[11]杨志芳,卿山,王华,等.富氧燃烧在水泥生产中的应用[J].工业加热,2013,42(4):7 -10.
[12]贾华平.漫谈富氧煅烧在水泥窑上的应用[J]. 中国水泥,2013(11):57 -60.
[13]李明飞,陶从喜,李小金,等.富氧燃烧技术在水泥窑的应用[J].水泥技术,2014(4):17 -20.
[14]朱文尚,颜碧兰,齐砚勇,等. 富氧燃烧技术在1 100 t/d生产线应用试验[J].水泥,2014(9):6 -8.
[15]徐德龙,谢峻林.材料工程基础[M].武汉:武汉理工出版社,2008:187 -193,294 -296.
