螺柱焊在船舶焊接卡马中的应用
2015-03-25张宏建夏文亚
张宏建,夏文亚 , 何 源
(1.广东新中国船厂有限公司;2.中船黄埔文冲船舶有限公司,广州 510775,广州 510310)
1 前言
船舶建造过程中,板材或型材在进行对接焊前,需要沿焊缝方向安装定位卡马(见图1),以达到控制焊接变形、保证焊接质量的目的。各船厂一直以来的做法是:用钢材切割成长条型马,垂直于焊缝安装,卡马在焊缝两侧与所焊板材或型材焊接固定。随着单面焊双面成型技术的发展,如陶瓷衬垫焊的使用越来越普遍,相比双面焊接的方式其产生的角变形更大,因此对焊接卡马的依赖程度更高。
一般中、小型船舶的船台搭载需要使用1 000~3 000个卡马,大型船舶则使用更多的卡马。大量的焊接卡马拆除后留下了大量的马脚,需要火焰切割、碳刨、打磨和补焊处理,由此给船厂带来了大量的批补磨工作。另一方面,普通焊接卡马拆除后对船体母材造成一定程度的损伤,对板材油漆造成大面积的破坏,并且普通焊接卡马使用完后重复利用程度低,造成材料的浪费。

图1 普通焊接卡马
2 螺柱焊焊接工艺
螺柱焊是将螺柱一端与板材表面接触,首先在焊接螺柱和母材之间引弧,待接触面熔化后对螺柱施加一定压力,将螺柱端浸入熔池,并将液态金属部分挤出接头,形成再结晶的塑性连接或再结晶和重结晶混合连接接头的焊接的方法。由于螺柱焊焊接时间短、焊接强度高、焊接能量集中、操作方便、焊接效率高及母材热损伤小等特点,被广泛应用于汽车、铁路、钢结构建筑、造船等行业。按照操作方法的不同,将螺柱焊分为电容储能式和拉弧式螺柱焊。
将螺柱焊应用于焊接卡马,为达到较深的熔池、足够的焊接强度,须采用拉弧式螺柱焊机。拉弧式螺柱焊机采用整流器或变流器供电,为了使焊接过程稳定,要求电源为直流下降特性,具有良好的动特性。其空载电压在70~100 V之间,最大焊接电流可达3 000 A。焊接时,将螺柱通过焊枪直接焊接在母材上。在焊接过程中,不需要填充料,是一种焊接工艺简单、焊接牢固度好、焊接成本低、焊接效率高的焊接方式。
拉弧式螺柱焊机其焊接时间在200 ms以上,焊接熔深一般大于0.3 mm,且在已焊接的螺柱周围形成比较有规则的焊缝成型,大大增加了焊接强度。其可焊螺柱2~30 mm直径,对板材表面的质量要求较低,有镀层、油污、锈蚀、底漆等都不影响焊接。
拉弧式螺柱焊焊接过程见图2。
(1)将焊接螺柱插入焊枪的夹头中,配上瓷环,抵在工件的焊接位置a);(2)焊接开始时,提升焊接螺柱,先导电流在焊接螺柱和工件之间激发出电弧b);(3)在焊接螺柱和工件之间触发主电弧c),螺柱和焊接母材表面熔化;(4)焊接螺柱被提升到最高点后,开始回落并插入熔池,焊接电流随即终止d);最后完成情况见e)。
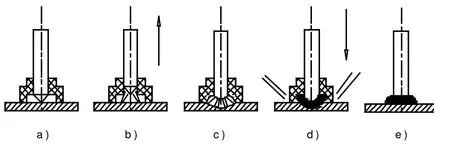
图2 陶瓷环保护拉弧式螺柱焊焊接过程
3 螺柱式焊接卡马
3.1 螺柱式焊接卡马形式
国外一些先进船厂使用了一种新型焊接卡马——螺柱式焊接卡马,如图3所示。该种卡马使用螺柱进行固定,通过拉弧式螺柱焊将螺柱焊接在板材焊缝的两侧,用螺母紧固卡马,从而达到替代传统电弧焊式焊接卡马的目的。
螺柱式焊接卡马使用铝材或钢材通过铸造或冲压成型。为了减轻重量,其内部镂空,并在螺柱的安装位置开孔,同时在卡马的一侧开有过焊孔,螺柱穿过孔的位置和数量可根据实际情况确定,如图4所示。参照普通焊接卡马,整个卡马的长度一般在300~1 000 mm之间。

图3 国外某船厂螺柱式焊接卡马

图4 螺柱式焊接卡马
3.2 专用螺柱与瓷环
螺柱为低碳钢材质,其前端需要镶嵌小铝球用于焊接时的引弧。为满足焊接卡马的使用强度要求,根据船体结构板厚,应使用M10以上螺柱。螺柱焊焊接时,由于溶池较深,气体保护对溶池的塑形能力较差,并且较易受到电弧偏吹影响,因此在焊接M12以上螺柱时,需要采用瓷环保护焊接,螺柱与瓷环的安装方式如图5所示。
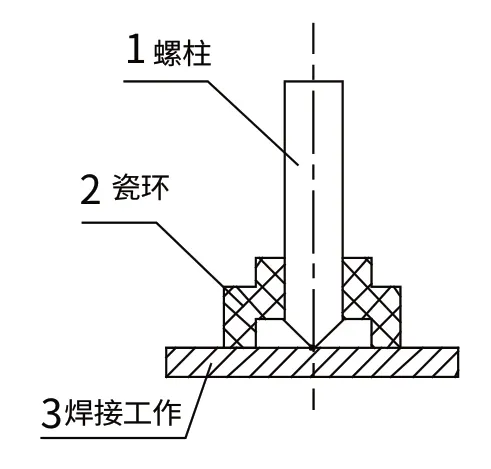
图5 螺柱与瓷环的连接示意图
3.3 螺柱式焊接卡马优点
螺柱式焊接卡马与普通的焊接卡马相比,其主要优点如下:
(1)螺柱式卡马改变了普通卡马的安装和拆除方式,采用螺栓紧固,安装便捷,也节约了普通焊接卡马工装材料;
(2)螺柱式卡马焊接操作使用专用的螺柱式焊机,操作简单,不需要专门焊工操作,一般装配工即可操作;
(3)螺柱式卡马的焊接量少,切割后仅留下数个圆形焊点,手尾打磨补焊工时减少,且保证了母材表面的质量;
(4)对外板油漆破坏少,减少了后期涂装打磨、油漆的工作量;
(5)应用专用的陶瓷保护环保证焊缝成型和灭弧,操作人员可在无防护面罩等保护的情况下进行焊接工作,焊接时只有微量烟尘,不需要防弧光,工人施工环境得到改善;
(6)螺柱式卡马与外板不直接焊接,安装、拆除后不会损坏卡马,能够长期重复利用。
4 实船应用
为检验螺柱式焊接卡马在实船施工中的使用效果,我们选取了两家船厂两个不同船型的分段合拢进行试验比较,分别是黄埔船厂的3 000 t海监船及南沙新船重工的40 m拖轮分段制作和船台搭载施工,采用螺柱式焊接卡马替代普通焊接卡马,均取得良好效果。
其安装的主要工艺流程如下:现场根据螺柱式焊接卡马不同的长度规格,确定专用螺柱的安装位置,安装位置有面漆的,打磨螺柱安装位置直径范围30~50 mm内的油漆,然后进行螺柱焊焊接;焊接时确保焊枪和母材垂直,检查焊钉安装位置是否牢固,对于焊钉焊接歪斜或者不牢固的,拆卸下来重新进行焊钉的安装,之后进行螺柱式焊接卡马的安装,使用螺母和垫片紧固。通过螺母的上紧,调节对接缝边缘的错变量。
螺柱式焊接卡马和普通焊接卡马拆除后,母材表面的质量对比差距明显,普通焊接卡马批补磨工作量大,如图6所示。
5 综合成本分析
结合生产实际,在工效和成本方面,对普通卡马和螺柱式卡马的装配效率、焊接效率、拆除打磨补焊效率以及卡马成本、焊材成本、装配工时、打磨补焊工时等进行对比分析,得到如表1的数据。

图6 螺柱式卡马和普通卡马拆除后母材表面质量对比

表1 普通卡马和螺柱式卡马的综合成本对比
从表1可以看出,螺柱式卡马相比普遍焊接卡马,使用成本相当,但工效提高了约1倍。工效的提高节缩短了船舶建造船台占用的总周期,从而节省了船台费用。
6 结束语
螺柱焊应用于焊接卡马,充分利用了其焊接时间短、焊接痕迹小、焊接强度高、操作简便等优点,并显著减少了卡马的拆除和批补磨工作量,具有较好的推广价值。结合船厂实际需求,开发辅助的工装工具,将螺柱焊的应用进一步扩展,如船体装配定位、船体结构加强、舾装件安装等,实现造船降本增效,是现阶段具有研究价值的新课题。
[1]中国机械工程学会焊接学会编.焊接手册(第3版)[M].北京:机械工业出版社.
