飞秒激光烧蚀加工恒弹性合金的规律研究
2015-03-23王豪放邓圭玲岳浩铭苏文毅鲁云鹏胡友旺
王豪放,邓圭玲,岳浩铭,苏文毅,鲁云鹏,罗 志,胡友旺
(1.中南大学高性能复杂制造国家重点实验室,湖南长沙410083;2.中南大学机电工程学院,湖南长沙410083)
1 引言
恒弹性合金,是一种具有高弹性模量和强度、低弹性模量温度系数、良好的波速一致性的合金材料。由于其出色的性能,被广泛应用于各类精密电子设备、微机电系统、仪器仪表工业当中[1]。由于其应用环境的精密性,因此对于恒弹性合金的加工也需要很高的精度。然而,随着其应用范围的扩展,传统的机械加工手段已经呈现出工序复杂,加工类型单一,精度不够等缺陷。
飞秒激光作为一种近年来新兴的加工手段,具有脉宽超短、峰值功率极高、精确的烧蚀阈值等特点,并且能够有效地加工各种材料[2-4]。并且飞秒激光具有突破衍射极限加工、加工热影响区极小等特点,这使其能够完成对各种材料的超精密加工[5-8]。目前对于飞秒激光加工的研究多集中在光纤、光波导等半导体器件的加工上,对于金属材料加工的研究也仅局限在一些纯金属或常见不锈钢材料上,对于诸如恒弹性合金此类的特种合金加工的研究较少[9]。
本文对恒弹性合金进行了飞秒激光烧蚀实验研究。首先,通过分析飞秒激光烧蚀金属的机理和烧蚀坑径的测量,计算出了恒弹性合金的单脉冲烧蚀阈值以及本实验系统的烧蚀坑直径的上限。然后,利用飞秒激光在恒弹性合金样品上进行脉冲烧蚀实验,对加工完成后的烧蚀坑进行了形貌观测,研究了不同激光参数对烧蚀坑的直径与深度的影响。最后,为得到直径大于烧蚀直径上限的孔,在恒弹性合金上进行了飞秒激光旋切加工。本研究可为飞秒激光加工恒弹性合金的应用提供指导性的工艺方法和参数。
2 实验装置与实验方法
实验加工系统主要由飞秒激光光源及其放大系统、传输光路系统、精密定位与运动控制系统组成,如图1所示。实验中采用的飞秒激光器是中心波长为800 nm的美国光谱物理公司提供的掺钛蓝宝石固体飞秒激光器,最大输出功率为3 W,重复频率和脉冲持续时间分别为1 kHz,120 fs。传输光路系统中,使用一个光学快门来控制烧蚀的脉冲数,利用衰减片来调节飞秒激光的能量,50 mm焦距的透镜对激光完成聚焦。精密运动平台为NEWPORT公司生产的高精密三维运动平台,并通过计算机对其完成精密运动控制。
实验采用一种恒弹性合金(主要成分为铁镍),在实验前被切成20 mm×20 mm×2 mm大小的样品,经过精密磨削,抛光等工序,使其表面粗糙度降至0.1 μm左右。将加工完成的样品安装在三维精密运动平台上。通过对平台的运动控制,将样品需加工位置移动到光斑聚焦处,完成烧蚀加工。
在实验研究中,首先通过分析单脉冲烧蚀阈值理论,结合烧蚀实验,测定恒弹性合金的烧蚀阈值。其次,控制不同脉冲数、脉冲能量的飞秒激光对恒弹性合金进行脉冲烧蚀实验。将烧蚀后的样品放入高浓度酒精溶液中进行超声清洗,洗去样品表面的残渣和碎屑后,利用激光共聚焦显微镜,扫描电镜(SEM)等设备进行观测。分析观测结果得到脉冲烧蚀方法加工出的小孔的表面形貌,以及飞秒激光脉冲数和脉冲能量与烧蚀坑直径和深度之间的关系。

图1 飞秒激光加工系统Fig.1 Femtosecond laser processing system
3 实验结果与分析
3.1 恒弹性合金的飞秒激光单脉冲烧蚀阈值测定
阈值是当激光加工某材料时,在其他参数一定的情况下,激光达到烧蚀条件的最低能量密度。激光烧蚀固体靶材时,只有当能量密度大于某一定值时,才会出现烧蚀现象,这就是激光加工的阈值效应[10]。在飞秒激光加工过程中,阈值效应同样存在。对于某种材料的烧蚀阈值的测定是研究飞秒激光烧蚀该材料的基础。
对于材料烧蚀阈值的计算有以下公式[11]:

其中,D为激光烧蚀坑的直径;ω0为聚焦光斑半径;Φ0为激光峰值能量密度;Φth为材料的烧蚀阈值。其中烧蚀坑直径可以直接测得,能量密度可以通过以下公式计算得到:

式中,E0为激光单脉冲能量;P为激光功率;fn为激光重复频率;ω0需要通过实际的测量方式得到。实验测得光斑半径为23.42 μm。最终计算得到恒弹性合金的烧蚀阈值为0.167 J/cm2。分析阈值理论可知,烧蚀坑直径的平方与能量密度之间存在对数关系,即在脉冲烧蚀的其他条件不变的情况下,随着能量密度的增大,烧蚀坑直径会逐渐增大。但是由于加工系统的能量是有上限的,因此飞秒激光脉冲烧蚀的直径也会有一个上限值。飞秒激光系统输出的最大能量为3 W,则脉冲能量的上限为3 mJ,因此将此能量值代入式(1),得到此脉冲烧蚀直径的上限值为 150.64 μm。
3.2 恒弹性合金的飞秒激光烧蚀实验
在其他实验条件一定的情况下,使用3、5、10、20、50、100、200 μJ的脉冲能量,1、5、10、20、50、100、200、500、1000的脉冲数的组合作为激光参数进行烧蚀实验研究。本实验所有数据均使用德国蔡司公司的LSM700激光共聚焦显微镜进行观测得到,表面形貌则由扫描电镜拍摄得到。
图2为不同参数的飞秒激光脉冲烧蚀恒弹性合金样品得到的微坑表面形貌图。可以看出,当所用脉冲数和脉冲能量均较小时,激光作用轮廓有些不明显;随着脉冲能量和脉冲数的逐步增加,坑内部凹凸不平的形貌逐渐清晰;而当脉冲能量和脉冲数均较大时,烧蚀坑较深并且其中残留物质较多,形状极为不规则。因此当利用激光共聚焦显微镜测量烧蚀坑直径时,选取能扫描到的激光作用区域最大轮廓直径为烧蚀坑直径值;当测量烧蚀坑深度时,选取坑中最深位置与表面的垂直距离作为其深度值。

图2 不同参数的飞秒激光脉冲烧蚀恒弹性合金样品得到的烧蚀坑表面形貌图Fig.2 Surface morphology of craters ablated by femtosecond laser with different parameters of constant elasticity alloy
不同脉冲能量和不同脉冲数对恒弹性合金的飞秒激光脉冲烧蚀直径的影响的实验结果分别如图3、图4所示。
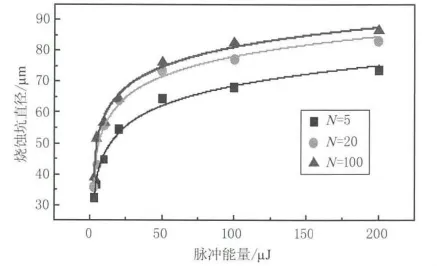
图3 脉冲能量与烧蚀坑直径之间的关系Fig.3 The relationship between pulse energy and ablation diameter

图4 脉冲数与烧蚀坑直径之间的关系Fig.4 The relationship between pulse number and ablation diameter
图3中,选取脉冲数N分别为5、20、100的三组数据进行对比分析,可以看出,当飞秒激光能量较小时,随着脉冲能量的增加,烧蚀坑直径迅速增大,增大到约50 mW之后,孔径大小的变化随脉冲能量的增大逐渐趋于平稳。将三组数据分别进行拟合,得到三条类似对数的曲线,这与阈值理论是相互印证的。图4中,选取脉冲能量分别为 5、20、100 μJ的三组数据进行对比分析,可以看出,各组数据中,在烧蚀脉冲数较少的情况下,随着脉冲数的增加烧蚀坑直径先急剧增大,到大约100个脉冲之后,烧蚀坑直径基本趋于稳定,不再随脉冲数的增加而增大。因此,在一定范围内可以通过增大脉冲能量得到更大直径的烧蚀坑。并且通过阈值理论的计算,可以得到一定范围内,烧蚀坑直径和脉冲能量之间的对应关系,这能够完成对一定范围内对烧蚀坑直径的精确控制。
分析不同脉冲能量和不同脉冲数对恒弹性合金的飞秒激光脉冲烧蚀坑深度的影响的实验结果分别如图5、图6所示。
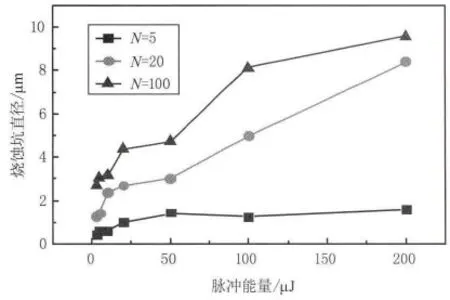
图5 脉冲能量与烧蚀坑深度之间的关系Fig.5 The relationship between pulse energy and ablation depth

图6 脉冲数与烧蚀坑深度之间的关系Fig.6 The relationship between pulse number and ablation depth
图5中,选取脉冲数N分别为5、20、100的三组数据进行对比分析,可以看出,各组数据中,烧蚀坑深度都会随着脉冲能量的增加而增大。图6中,选取选取脉冲能量分别为5、20、100 μJ的三组数据进行对比分析,可以看出在各组数据中,脉冲数的增加会导致烧蚀坑深度的增大。并且随着脉冲能量越大时,烧蚀坑深度随脉冲数增大而增大的速度也越大。对比两图,可以看出当脉冲能量增大的时候,坑深的增大速度要远大于当脉冲数增大的时候,坑深的增大速度。因此,在需要增大烧蚀坑深度的时候,脉冲数的增大是一个相对更有效率的选择。
由本文阈值理论中的计算可知,飞秒激光脉冲烧蚀坑直径是有一个上限值的,所以当需要加工直径大于此值的小孔时,单单采用飞秒激光脉冲烧蚀的方法已不能满足要求。此时,对恒弹性合金进行飞秒激光旋切加工。图7为在脉冲能量为50 μJ时,恒弹性合金的飞秒激光旋切加工小孔的SEM表面形貌图。可以看出,图中的加工孔径约为500 μm,远大于恒弹性合金的脉冲烧蚀直径的上限150.64 μm。飞秒激光旋切加工可以有效地完善脉冲烧蚀的不足,突破了脉冲烧蚀在烧蚀直径上的限制。
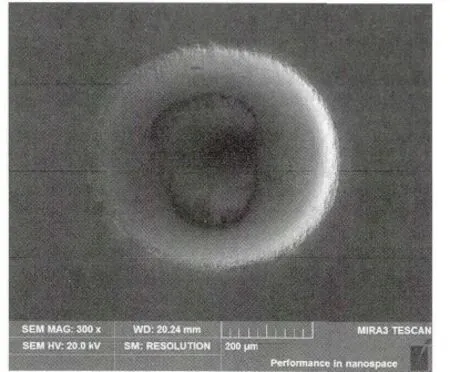
图7 在脉冲能量为50μJ时,恒弹性合金的飞秒激光旋切加工小孔的SEM表面形貌图Fig.7 The SEM surface morphology of constant elasticity alloy crater machined by femtosecond laser trepanning(pulse energy is 50μJ)
4 结论
本文对恒弹性合金的飞秒激光烧蚀加工进行了实验研究。首先,基于飞秒激光烧蚀的阈值理论,通过一系列测量实验测量计算出了恒弹性合金的飞秒激光烧蚀阈值为0.167 J/cm2,同时计算出了脉冲烧蚀坑直径的上限值为150.64 μm。通过烧蚀实验分析,得到结论:当对恒弹性合金进行飞秒激光烧蚀烧蚀时,可以通过增大脉冲能量来增大烧蚀坑直径,同时可以增大脉冲数来增大烧蚀坑深度。并且提出在需要得到直径大于飞秒激光烧蚀直径上限的孔时,可以采用旋切加工方法。
[1] GUO Weimin,PAN Xiong,WANG Jintai.Effect of technology parameter on properties of high temperature constant modulus FeNi35Co20AlNbTi alloy[J].Functional Materials,2010,41(8):1383-1386.(in Chinese)郭卫民,潘雄,王金太.工艺参数对FeNi35Co20AlNbTi高温恒弹性合金性能的影响研究[J].功能材料,2010,41(8):1383-1386.
[2] GU Li,SUN Huilai,YU Kai,et al.Research progress of micro-nanofabrication by femtosecond laser[J].Laser &Infrared,2013,43(1):14-18.(in Chinese)顾理,孙会来,于楷,等.飞秒激光微加工的研究进展[J].激光与红外,2013,43(1):14-18.
[3] Vorobyev A Y,Guo C.Femtosecond laser nanostructuring of metals[J].Optics express,2006,14(6):2164-2169.
[4] Chichkov B N,Momma C,Nolte S,et al.Femtosecond,pi-cosecond and nanosecond laser ablation of solids[J].Applied Physics A,1996,63(2):109-115.
[5] Zhu X,Naumov A Y,Villeneuve D M,et al.Influence of laser parameters and material properties on micro drilling with femtosecond laser pulses[J].Applied Physics A,1999,69(1):S367-S371.
[6] Weck A,Crawford T H R,Wilkinson D S,et al.Laser drilling of high aspect ratio holes in copper with femtosecond,picosecond and nanosecond pulses[J].Applied Physics A,2008,90(3):537-543.
[7] Nolte S,Momma C,Jacobs H,et al.Ablation of metals by ultrashort laser pulses[J].JOSA B,1997,14(10):2716-2722.
[8] Amoruso S,Bruzzese R,Wang X,et al.Femtosecond laser ablation of nickel in vacuum[J].Journal of Physics D:Applied Physics,2007,40(2):331.
[9] WU Bo,ZHOU Ming,LI Baojia,et al.Microstructures on stainless steel surface induced by femtosecond laser pulse[J].Laser & Optoelectronics Progress,2013,50(11):150-154.(in Chinese)吴勃,周明,李保家,等.飞秒激光脉冲诱导不锈钢表面微结构研究[J].激光与光电子学进展,2013,50(11):150-154.
[10] M Huang,F Zhao,Y Cheng,et al.Large area uniform nanostructures fabricated by direct femtosecond laser ablation[J].Optics Express,2008,16(23):19354-19365.
[11] PP Pronko,PA Vanrompay,C Horvath,et al.Avalanche ionization and dielectric breakdown in silicon with ultrafast laser pulses[J].Phys.Rev.B.,1998,58(5):2387-2390.
