捆带使用效果不佳原因分析
2015-03-20黄菲
黄 菲
(武钢研究院, 武汉 430080)
钢质捆带(简称“捆带”)广泛用于钢铁产品的打捆包装,是一种具有高附加值和广阔市场前景的冷轧深加工产品。[1-2]当前,钢材生产呈现连续化、高速化、自动化和规模化的特征,对捆带使用性能的要求也日益提高。某客户外购了一批捆带,在使用过程中发现自动打包机经常出现卡带现象,导致设备频繁死机,严重影响生产进度。受客户委托,我们对这批产品进行了力学性能、板形和表面质量等方面的检测分析,并在现场跟踪产品的生产过程,找到了影响其使用效果的主要原因,并提供了可行的解决措施。
一、实验部分
(一)实验试样
实验试样由该客户提供,实验前对其进行裁剪,厚度一般为0.9 mm,并清洁表面。
(二)实验设备
力学性能分析在GALDABINI SUN10电子拉伸试验机(意大利GALDABINI公司)和WJJ-6C机动式弯折试验机(宁夏青山试验机有限公司)上完成,表面质量分析在D/MAX-2500 PC X射线衍射仪(日本 RIGAKU公司)、QUANTA 400扫描电镜 (荷兰FET公司)和TR210手持式粗糙度仪(北京时代之峰科技有限公司)上完成,板形分析按照GB/T 25820-2010《包装用钢带》的规定,利用钢质米尺和游标卡尺,通过目视或触摸的方式进行。
二、结果与讨论
(一)问题描述
据客户反映,这批捆带(图1)进入自动打包机后,频繁发生卡带现象,致使生产陷入停顿,即使调整设备工作参数也无济于事。但是,在改用其它厂家生产的同类型产品后,却没有出现类似现象。因此,客户认为打包机没有问题,是产品存在质量缺陷,因此委托进行性能检测分析。

图1 产品外观图
(二)产品性能分析
1.力学性能:力学性能是影响捆带使用性能的重要因素,自动打包机对其主要有两个要求:[3]一是强度、塑性和韧性必须控制在合理范围内。技术协议只规定了性能指标下限,但多年的实际经验证明,产品强度过高,由于不易弯折,容易损伤打包机的机头,过低则容易出现断带。与此相反,塑性和韧性太好,捆带剪切会变得非常困难;太差也容易断带。二是力学性能必须保持均匀一致。捆带在自动打包机内是高速连续运行,只有力学性能恒定,才能保证与机器之间的相互作用力稳定,从而顺利进行打包。(见表1)
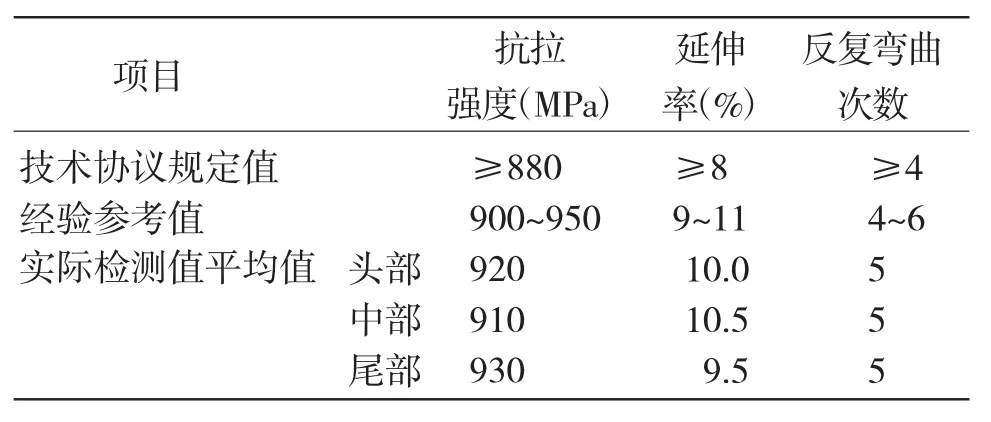
表1 力学性能分析

表2 两组病例不良反应发生情况表

表3 表面质量分析
从表1可以看到,产品的抗拉强度、延伸率和反复弯曲次数均在技术协议规定和经验参考值内,并且头部、中部、尾部的力学性能也几乎一致。因此,产品的力学性能可以认为是合格的,不是影响其使用效果的主要因素。
2.板形:板形对捆带的使用性能有着显著影响,具体体现在如下几个方面:[5]一是尺寸规格。尺寸公差太正,与打包机口径不易匹配,自然难以进入,因而造成卡带;而如果公差太负,由于与机器的结合性太差,在高速运行过程中容易跑偏,不好控制。总的来说,为了保证设备能连续稳定运行,捆带的尺寸还是稍微呈现负公差比较有利。二是镰刀弯和弯曲度。侧弯和回弹是最容易出现的两类板形缺陷,从冷轧的角度来说,主要是由热轧原料厚度不均、轧制和纵剪工艺不合理以及轧辊工作状况不佳等原因造成的。其中,镰刀弯超标的产品肯定无法进入自动打包机,导致卡带;而弯曲度超标的产品在运行过程中因为需要较大的力进行矫正,会显著降低运行速度,影响打包效率,并损伤设备。通常来讲,这两类缺陷一旦出现,将会十分明显,肉眼都可以观察到。三是卷形。自动塌卷和松卷主要是由于捆带在卷取时,卷取张力和卷径设置不合理,造成坍塌和松垮。这类缺陷不仅使产品外观不雅,捆扎钢卷时也不易打紧。(见表2)
从表2可以看到,产品的实际尺寸都在技术协议和经验参考值内。任意取2 m长捆带,与钢质直尺放在同一水平面进行目测对比,没有发现明显的侧弯和回弹现象。同时,从图1可以看到,产品的外观比较成形,圆形特征明显,没有自动塌卷和松卷现象。从这点来说,产品的板形也可以认为是合格的,与卡带现象没有直接关系。
3.表面质量:捆带表面质量与其使用性能息息相关,具体来说,有如下几点:[6]一是表面状态。由于产品应用于高速自动打包机,一般是焊接用的发蓝捆带。表面应该是均匀一致的蓝色,没有黄色或红色的Fe2O3氧化层。这是因为该氧化层结构比较疏松,附着力不强,钢带在运行中与打包机发生摩擦时,容易脱落,堵塞通道导致卡带。二是膜层质量。发蓝膜首先是应具有一定的粗糙度。粗糙度太低,产品表面过于光洁,进入打包机后容易打滑,捆扎不紧。粗糙度过高,产品与机器之间的摩擦力也较大,发生卡带的频率也会大幅增加。其次是应有一定的厚度。膜层太薄,产品的耐蚀性较差;膜层太厚,则会影响焊接性能,并且也会导致卡带。再次是要有一定的致密度。膜层缺陷太多,产品容易被腐蚀。最后是要有一定的稳定性,不易发生脱落,否则会堵塞运行通道。三是边部质量。这类缺陷主要发生在冷轧原料进行分条时,由于剪切工艺不合理及刀刃变钝所致。产品边部如果出现裂边、毛刺和切割不齐等现象,就会和运行通道两侧发生强烈的摩擦,导致阻力急剧加大,极易引起卡带。(见表3)
从表3可以看到,发蓝膜的粗糙度和厚度均在经验参考值内。因此,可以认为发蓝膜的膜层质量是合格的。
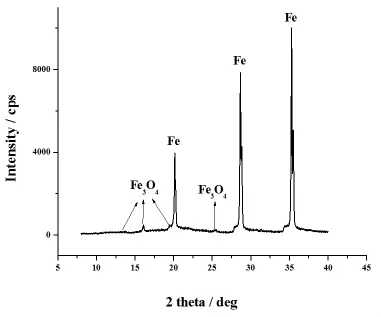
图2 产品表面XRD衍射分析图
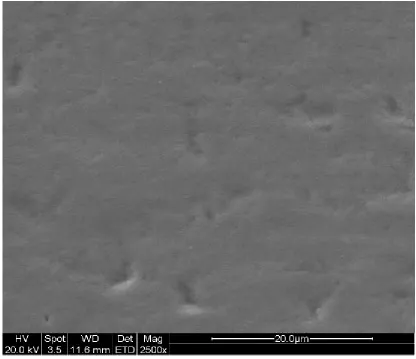
图3 发蓝膜表面形貌图
从图2可以看到,产品表面除了Fe的固有特征峰外,只有很强的Fe3O4衍射峰,说明生成了一层较为单一的氧化膜,这与图1中产品的外观颜色相一致。从图3可以看到,膜层的致密度比较高,缺陷较少。反复弯曲5次或者用白纸使劲擦拭表面后,膜层很稳定,没有脱落。但是,在用手触摸产品的边部时,感觉不是十分光滑,容易刮伤或刺伤手指,导致出血。因此,可以大致判定边部质量缺陷是导致卡带现象的主要原因。
(三)现场生产跟踪
为了证实检测分析所得到的初步结论,专门到厂家进行了现场生产跟踪。结果发现,冷轧原料在剪切分条时,部分产品边部出现了严重的质量问题,裂边、毛刺和切割不齐现象十分明显(见图4),卷取后混杂在整个大卷中,引起卡带。

图4 现场生产情况图
(四)解决措施
这批捆带产品由于边部质量缺陷导致使用时出现卡带,建议生产厂家及时更换新的剪切刀刃并调整间隙,同时在生产线上增设去毛刺装置。此外,对发往客户的问题产品重新进行打磨处理,再次投入使用后,若无明显改善,建议判废。
三、结论
针对某捆带产品在使用过程中出现卡带现象,对其力学性能、板形和表面质量进行了检测分析,结合现场生产情况,发现边部质量缺陷是引起卡带的主要原因。建议生产厂家更换剪切刀刃并调整间隙,增设去毛刺装置,对已发往客户的问题产品进行相关处理。
[1]陈聂超,张寅.我国钢质捆带行业的现状及发展[J].轧钢,2008(5):39-42.
[2]马列,沈莹峰.钢质捆带生产新技术[J].轧钢,2003(4):25-26.
[3]黄菲,胡敏,郑华,张万灵,刘吉斌,匡伟,余晓静.高强捆带生产的质量控制[J].武汉工程职业技术学院学报,2011(1):11-15.
[4]GB/T 25820-2010,包装用钢带[S].
[5]傅作宝.冷轧薄钢板生产(第2版)[M].北京:冶金工业出版社,2005:179-184.
[6]黄菲,陶军晖.影响捆带表面质量的因素分析[J].襄阳职业技术学院学报,2013(6):14-17.
