某辐射组件加工工艺研究
2015-03-15徐琳
徐 琳
(西安导航技术研究所,陕西 西安 710068)
某辐射组件加工工艺研究
徐琳
(西安导航技术研究所,陕西 西安 710068)
摘要:辐射组件是相控阵雷达天线的关键组件,具有内部结构复杂、尺寸小、尺寸精度要求高和表面粗糙度要求高等特点,采用常规机械加工的整体加工思路存在很大难度。针对某辐射组件的结构特点,就其机械加工工艺进行了多方面的分析,最终提出了先结构拆分再拼焊的加工方法,并加工出了合格的辐射组件,充分证明了该工艺方法可行、高效。同时成功地用金属3D打印技术成形出了该组件,为此类零件的加工提供了新思路。
关键词:辐射组件;结构拆分;拼焊;3D打印技术
雷达技术一直在与空中进攻性武器激烈的攻防对抗中不断发展,传统采用机械扫描式天线的雷达已很难与现代战争中快速、密集的空中目标相抗衡,于是伴随着计算机技术的快速发展,出现了第二代雷达,即装备相控阵天线的雷达。顾名思义,这是一种通过计算机来控制一系列辐射单元辐射波的相位变化,形成特定方向的能量集中(波束)并进行空中扫描的阵列式天线和电扫描雷达,已经成为现代雷达的重要发展方向之一。
在相控阵天线中,辐射单元众多,少则几百,多则成千上万,并且按一定规律排列成阵,以辐射组件为主要零件的辐射单元是其中的关键器件,对质量与成本的影响举足轻重[1]。辐射组件本身结构较为复杂,电性能要求严格,查阅资料发现很少有期刊、杂志报道关于此类零件的加工工艺或方法;因此,本文针对某辐射组件的加工工艺进行了相应的研究。
1辐射组件结构分析
该辐射组件为四连体台阶式双脊型喇叭腔体结构,结构形式如图1所示。辐射组件的内部结构如图1a所示,辐射组件的外形结构如图1b所示。辐射组件外观尺寸小,外表面粗糙度要求为Ra3.2 μm,内表面粗糙度要求为Ra1.6 μm,主要尺寸精度为0.03~0.05 mm,平均厚度为1 mm,内部有阶梯结构,阶梯之间有窄缝,缝宽0.2 mm。该结构一端封闭,易产生加工死角。该辐射组件的电性能指标要求为驻波比<2.0。
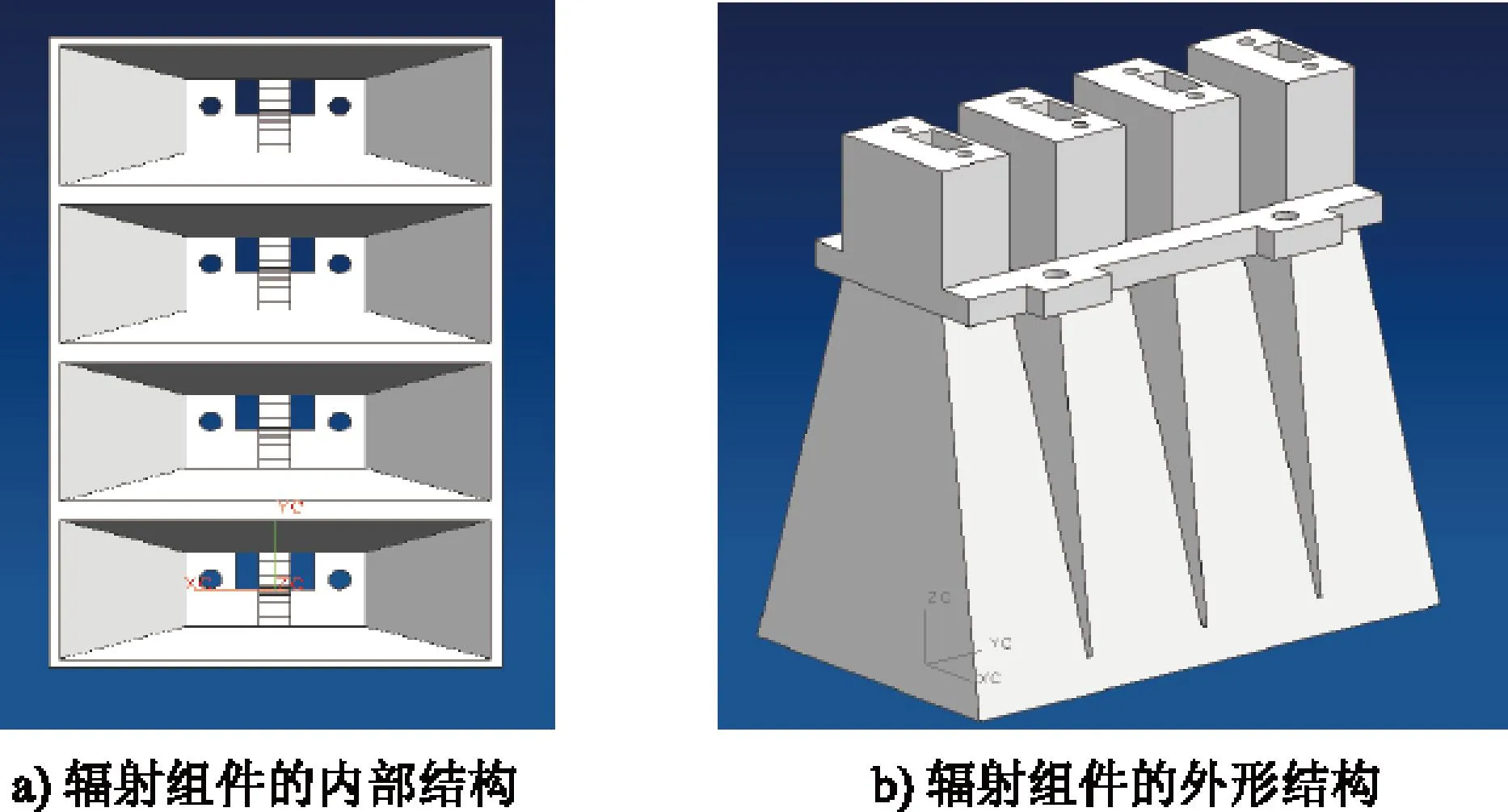
图1 辐射组件结构
2加工工艺
2.1拼焊法
2.1.1工艺路线
由于辐射组件结构为半封闭型,形成多处加工死角,若采用整体加工的方法则只能采用电火花加工死角和台阶处微小尺寸。在实际加工过程中,台阶处窄缝导致相应的电极小而薄,电极在加工中产生弯曲和变形,致使加工出的尺寸精度检验不合格。
因为整体加工有难度,所以只能对零件进行拆分,以加工死角为分界点,将零件拆分成7个部分,各部分分别加工后再拼焊组装,最后对外形尺寸进行加工,工艺路线如图2所示。零件拆分图如图3所示,拆分时考虑到后续焊接定位,在四周及外沿设计定位台阶,中间腔体的定位由专用工装保证,专用工装如图4所示。

图2 拼焊法工艺路线

图3 零件拆分图

图4 专用工装
2.1.2拆分零件加工
从图3可以看出,各拆分件尺寸小、尺寸精度高、表面粗糙度要求高且外观多为斜面。若采用插补铣的方法加工斜面,斜面的表面粗糙度只能达到Ra3.2 μm,不能满足图样表面粗糙度Ra1.6 μm的要求;若采用线切割加工,仍然会存在加工不到的地方,而且加工时间和加工成本都会增加。所以,采用数控铣和线切割相结合的方法是比较适宜的,用数控铣加工外形和去掉多余材料,用线切割加工台阶和斜面形状。为防止各拆分件在加工过程中产生变形,无论是用数控铣还是线切割的方法进行加工,都应在零件四周留有较大的余量,以保证零件加工完成后周边的残料还保持整体形状。
2.1.3拼焊
由于零件尺寸精度要求高,为保证机械加工的尺寸在焊接中尽量不被改变,采用了焊接过程中变形较小的真空钎焊进行焊接。焊接前利用定位台阶和定位工装进行装配,装配后的尺寸应能达到尺寸精度要求,并保证装配间隙≤0.1 mm,然后再进行焊接。
2.1.4焊后加工
焊接完成后零件四周均有焊接定位台阶,上、下端面也留有加工余量,应将焊前加工得到的平面作为加工基准进行加工。实际加工中,以窗口可以窥探到的台阶平面作为加工基准加工辐射组件小端面和孔,再以小端面为基准加工大端面和其他表面。
2.23D打印
利用3D打印快速成形技术能够直接将产品的三维模型快速成形出产品,针对辐射组件结构复杂、尺寸精度高和表面粗糙度小的特点,采用金属材料3D打印激光快速成形技术得到了钛合金和铝合金的辐射组件试验件。经过测量,试验件尺寸精度完全符合设计要求,但表面粗糙度为Ra6.3 μm,经过表面抛光处理后,表面粗糙度达到了设计要求;但是,相比传统加工方法,目前3D打印在我国的工业应用中仍然存在成本高的问题。
3结语
通过电性能测试,拼焊法和3D打印工艺方法均能达到驻波比<1.6。在产品试验阶段,3D打印加工方法能缩短产品成形周期,提高生产效率;在产品批生产阶段,拼焊法能降低生产成本,是既保证产品质量同时又控制成本的有效途径。
参考文献
[1] 张润逵.雷达结构与工艺:上册[M].北京:电子工业出版社,2007.
责任编辑李思文

Research on Machining Process of Radiation Component
XU Lin
(Xi’an Research Institute of Navigation Technology, Xi’an 710068, China)
Abstract:The radiation component was a pivotal and important part of radar, which had complicated internal structure, small size, high dimensional precision and high surface smoothness. It was very difficult to machine the radiation component in its entirety. The paper provided the processing method of structure splitting first and butt welding second. By practice validated, the results indicated that the machining process was effective in the manufacture of radiation component. This paper also successfully manufactured the radiation component by using 3D mimeograph technology.
Key words:radiation component, structure splitting, butt welding, 3D mimeograph technology
收稿日期:2014-05-14
作者简介:徐琳(1983-),女,工程师,主要从事导航、雷达和通信领域电子设备的机械加工和焊接工艺等方面的研究。
中图分类号:TN 957.2
文献标志码:A