基于FANUC系统的直角镗铣头自动分度的实现
2015-03-12李太林张占锋皇甫兵新乡日升数控轴承装备股份有限公司河南新乡453700
李太林,张占锋,皇甫兵,刘 阳(新乡日升数控轴承装备股份有限公司,河南新乡 453700)
基于FANUC系统的直角镗铣头自动分度的实现
李太林,张占锋,皇甫兵,刘阳
(新乡日升数控轴承装备股份有限公司,河南新乡453700)
摘要:在龙门加工中心加工工件时,通常会一次装夹工件,连续加工四到五个面,这就需要直角镗铣头在加工不同面时分度定位,如果手动分度,将影响加工效率以及自动化加工的程度,介绍了一种控制方法,能够实现机床在加工过程中镗铣头的自动分度,保证加工过程不中断。
关键词:直角镗铣头;自动分度;CS轴功能
龙门加工中心在现代加工中越来越发挥着重要的作用,它具有加工范围大、加工切削量大、机床刚性好、加工精度高等优点。随着高速高效的要求,在龙门加工中心上,装上有分度功能的直角镗铣头,以便实现工件的一次装夹,连续加工多个面,保证加工过程的连续性,以提高加工效率。
1 工作原理
以我公司生产的动梁式龙门加工中心为例,其工作台是固定不动,如图1所示,通过X轴、A轴双伺服电机同步移动,实现机床的X方向移动。Y方向、Z方向分别通过各自的伺服电机驱动实现。直角镗铣头安装在Z轴的垂直滑枕下端,同时与加工中心主轴相连,由串行伺服主轴驱动,带动铣刀的旋转,用于加工工件。

图1 机床示意图
直角镗铣头(如图2)通过锁紧放松的油缸将分度部分在Z方向脱开,通过串行伺服主轴带动铣头分度部分在360°范围内分度,分度到位后重新锁紧。该文是基于FANUC发那科0i-MD系统,通过PMC梯形图和加工程序O0100结合起来,把串行伺服主轴由速度模式转换成Cs位置模式,由此实现直角镗铣头的自动分度功能[1]。

图2 直角镗铣头示意图
2 数控程序的编写
分度子程序:
O100:
N10 M05:主轴停止
N20 G04X1:主轴停止后延时1秒。
N30 M22:启动主轴的CS轮廓控制功能。
N40 G28C0:将C轴回参考点。
N50 M14:将直角镗铣头的分度部分放开,准备分度。
N60 G04X2:镗铣头分开后延时2秒
N70 G94G01G91C180F500 :镗铣头分度到180度的位置。
N80 G04X1:分度完成后,延时1秒
N90 M23:关闭主轴的CS轮廓控制功能
N100 M15:将直角镗铣头的分度部分拉紧。
N110 M99:分度结束,跳转回主程序。
3 PMC梯形图程序的编写
当加工程序O100程序执行运行时,M14执行后,R200.0辅助继电器将得电,则Y00.1得电,放松油缸使直角镗铣头的分度部分脱开,为直角镗铣头分度做好准备。同理M22执行后,R200.1辅助继电器将得电,G70.5主轴正转、G27.7主轴Cs轮廓控制得电,则将串行伺服主轴从速度模式切换成Cs轮廓控制功能[1],程序中的命令N70 G94G01G91C180F500将使直角镗铣头分度到180°的位置,通过改变不同的C轴命令值,可实现直角镗铣头在360°范围内的自动分度。
当执行M23时,R200.1辅助继电器将断电,从而G70.5、G27.7断电,串行伺服主轴又切换成速度模式。当执行M15时,R200.0辅助继电器将断电,则Y00.1断电,放松油缸使直角镗铣头的分度部分合上,这时直角镗铣头的分度部分将锁紧,从而完成了自动分度。
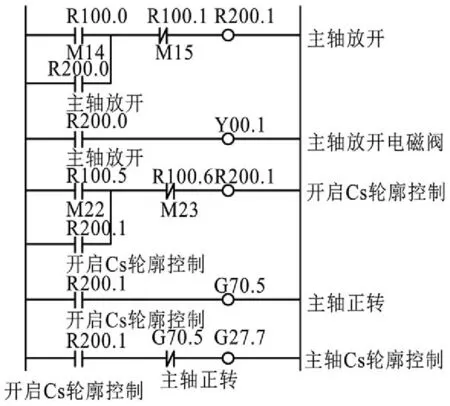
图3 梯形图
4 系统参数设置
参数SCS(No.8133#2)[2]设为1,开启主轴的Cs轮廓控制功能。
参数SSN(No.8135#5)[2]设为0,开启主轴串行主轴输出功能
参数CSCS(No.3729#7)[2]设为1,Cs轮廓控制轴的设定单位为IS-C
参数(No.1023)[2]设为-1,Cs轮廓控制轴的伺服轴号为-1
5 结语
上述方法,利用FANUC 0i-MD系统的Cs轮廓控制功能[1],在加工程序中调用O100子程序,可以实现直角镗铣头的360°内的自动分度,满足了龙门加工中心连续加工多面的要求,提高了机床的加工效率。
参考文献:
[1]FANUC Series 0i-MODEL D连接说明书:功能篇[Z]. 2008.
[2]FANUC Series 0i-MODEL D参数说明书[Z]. 2008.
(编辑:王智圣)
Realization of Automatic Indexing of Right Angle Milling Head Based on FANUC System
LI Tai-lin,ZHANG Zhan-feng,HUANG Fu-bing,LIU Yang
(Xinxiang Risheng CNC Bearing Equipment Co.,Ltd,Xinxiang453700,China)
Abstract:In the gantry machining center,usually once workpiece clamping,continuous processing four to five faces,which requires a right angle boring and milling head indexing in processing. If the manual indexing,will affect the processing efficiency and the degree of automation of processing.The following describes a control method to achieve automatic indexing machine boring and milling head in the process,to ensure that the process is not interrupted.
Key words:right angle boring and milling head;automatic indexing;CS axis function
作者简介:第一李太林,男,1980年生,河南新乡人,大学专科,工程师。研究领域:数控机床。已发表论文6篇。
收稿日期:2015-05-23
DOI:10. 3969 / j. issn. 1009-9492. 2015. 11. 037
中图分类号:TG659
文献标识码:A
文章编号:1009-9492 ( 2015 ) 11-0145-02
杂志排行

机电工程技术的其它文章
- TinyOS环境下交通信息采集自组网系统设计**国家自然科学基金资助项目(编号:50878088);广东省高等学校学科建设专项项目(编号:2013WYXM0133);广东省高等学校优秀青年教师培养计划资助项目(编号:Yq2013180)。
- 舵机加载系统及其伺服驱动器控制参数设置方法**航空科学基金资助项目(编号:20130863006)
- 基于海马号ROV富钴结壳的钻取技术研究**国家高技术研究发展计划(863计划)资助项目(编号:GZH201100307-04-01)
- 大摆锤驱动头动力学建模与仿真研究**国家质检总局科技计划项目(编号:2014QK255)
- 基于最小二乘法和递推最小二乘法的雷达伺服跟踪系统建模
- 基于ArtCAM的十二生肖浮雕加工研究**江苏省大学生实践创新计划项目(编号:201412808005Y)