0.2 Mt/a催化裂化装置用能分析与改进
2015-03-09王宁波王明峰张书勤张娟利马晓迅
黄 勇 王宁波 王明峰 张书勤 张娟利 马晓迅
1.陕西延长石油(集团)有限责任公司研究院 2.西北大学化工学院
3.陕西延长石油(集团)有限责任公司碳氢高效利用技术研究中心
0.2 Mt/a催化裂化装置用能分析与改进
黄 勇1,2王宁波3王明峰3张书勤1张娟利1马晓迅2
1.陕西延长石油(集团)有限责任公司研究院2.西北大学化工学院
3.陕西延长石油(集团)有限责任公司碳氢高效利用技术研究中心
摘要借助物料衡算、热量衡算、动量衡算和能量平衡、火用平衡的三环节理论,对催化裂化装置的反应-再生系统进行计算分析。结果表明,过量主风和补燃干气造成烧焦罐线速高、停留时间短、氧浓度低和水蒸气分压大,导致催化剂活性降低,烧焦利用热减少和回收利用率低,装置能耗增加。通过降低主风、停烧干气、减小回炼比和提高剂油比等措施降低工艺总用能;改造余热锅炉,以提高能量转化效率;优化换热、减少过程火用损和热损失等改善能量回收率,可降低能耗31.04%,节能效果明显。
关键词催化裂化能耗节能
催化裂化是炼油厂重要的二次加工工艺,在重质原油轻质化过程中发挥积极作用,但在生产轻质燃料的同时会消耗大量能源。操作状况的优劣直接影响装置用能水平,关系到全厂综合能耗和经济效益。与国外同类催化裂化装置的能耗相比,我国催化裂化装置能耗较高(500~1 000 MJ/t)。通过采用先进的工艺技术、优化操作条件,降低装置能耗,缩短国内外差距,提高市场竞争能力,是催化裂化装置亟待解决的问题。
针对某厂0.2 Mt/a催化裂化装置出现产品分布恶化、结焦情况严重、加工剂耗大和综合能耗高等问题,通过对反应-再生系统进行物料、热量、动量平衡计算以及能量平衡、火用平衡的三环节理论,考察装置的加工能力、产品收率和能耗分布等情况,分析能耗高的主要原因,提出降低装置能耗的优化节能措施。
1装置特点
某厂0.2 Mt/a催化裂化装置以大于350 ℃的常压渣油为原料,由反应-再生、分馏、吸收稳定和产品精制(液化气脱硫、粗汽油脱硫醇等)等部分组成。反应器和再生器采用高低并列式,提升管应用新型原料雾化喷嘴、分层进料技术和终止剂技术等,沉降器采用新型单级旋风分离器和新型汽提挡板技术,采用前置烧焦罐高效再生。
2数据计算与分析
2.1物料平衡
为了反映回炼油和油浆对催化裂化反应的影响程度,在相同的反应再生温度和不同回炼比(工况1、2)的条件下,以工况1为基准,借助物料平衡分析装置用能水平[1],见表1。
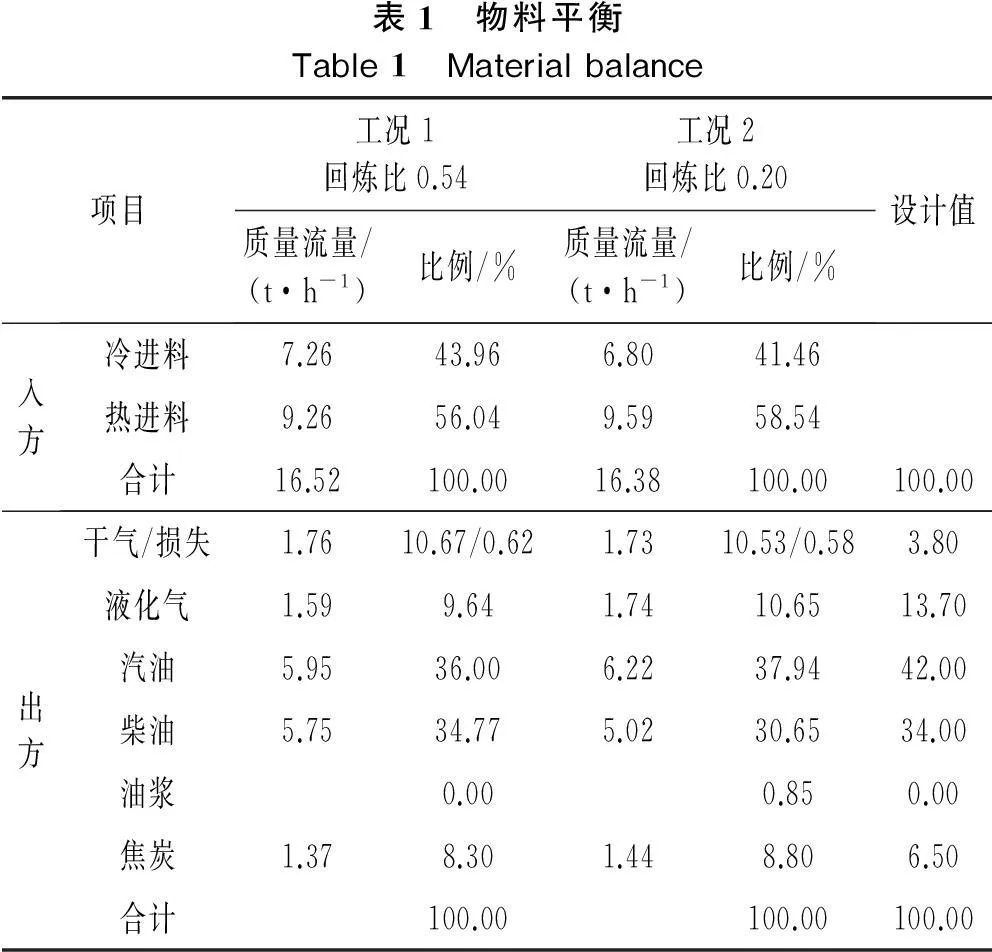
表1 物料平衡Table1 Materialbalance项目工况1回炼比0.54工况2回炼比0.20质量流量/(t·h-1)比例/%质量流量/(t·h-1)比例/%设计值入方冷进料7.2643.966.8041.46热进料9.2656.049.5958.54合计16.52100.0016.38100.00100.00出方干气/损失1.7610.67/0.621.7310.53/0.583.80液化气1.599.641.7410.6513.70汽油5.9536.006.2237.9442.00柴油5.7534.775.0230.6534.00油浆0.000.850.00焦炭1.378.301.448.806.50合计100.00100.00100.00
由表1可知,难裂解的稠环芳烃吸附在催化剂表面,恶化催化剂的环境。在相同操作条件下,回炼比由0.54降至0.2,催化原料中难裂解的稠环芳烃减少,原料可裂化性提高,减少对催化剂的污染,改善反应体系的催化活性和选择性,催化剂的重油转化能力增强。
2.2热量平衡
通过反应-再生系统的热量平衡计算,确定物流的能量分布。详见表2。

表2 热量平衡Table2 Heatbalance再生系统反应系统项目热量/MW比例/%项目热量/MW比例/%入方焦炭、干气燃烧放热19.85100.00入方催化剂带入热量8.4590.90焦炭吸附热0.859.10出方主风升温热4.6323.33水蒸气升温热0.0730.37焦炭升温热0.281.39焦炭脱附热0.854.26外取热器取热1.909.56散热损失3.3416.84催化剂带走热量8.4542.58燃料气升温热0.331.67合计19.85100.00出方原料升温汽化热4.5448.79回炼油升温热0.586.23油浆升温汽化热1.0110.88提升干气升温热0.576.11水蒸气升温热0.242.52散热损失1.0711.45总反应热1.3014.02合计9.31100.00
由表2可知,主风升温吸热4.63 MW,占焦炭、干气燃烧放热量的23.33%,是能耗的主要构成。反应器和再生器的散热损失分别为1.07 MW和3.34 MW,占总输入热量的11.45%和16.84%,远大于设计值(6%~7%),造成能耗指标偏高[2-3]。
2.3动量平衡
对反应-再生系统中的线速度、停留时间、催化剂藏量和烧焦强度等参数进行计算,分析余热锅炉的换热效果。
2.3.1反应系统
高温再生剂在原料油喷嘴处与大分子原料油发生反应。含催化剂颗粒的反应油气在一级旋风分离器、二级旋风分离器中分离,过热油气进入分馏塔;催化剂经水蒸气作用,使吸附的油气解吸,待生剂经滑阀进入再生器,操作参数详见表3。
由表3可知,提高回炼比,反应油气的体积流量增大,在一旋、二旋和油气管线的线速度分别为14.80 m/s、17.39 m/s和28.26 m/s,均低于设计值。反应油气在沉降器的停留时间增加,在旋风料腿和沉降室顶部等处发生缩合生焦反应,产生大量焦炭。

表3 反应系统操作参数Table3 Operationparametersofreactionsystem项目实际值/设计值项目实际值/设计值催化剂总循环量/(t·h-1)135.3/200剂油比5.4/8.0提升管入口线速度/(m·s-1)7.37/提升管出口线速度/(m·s-1)14.67/15.00提升管平均线速度/(m·s-1)10.61/提升管停留时间/s3.05/3.00一旋入口线速度/(m·s-1)14.80/15.50一旋停留时间/s0.41/二旋入口线速度/(m·s-1)17.39/21.30二旋停留时间/s0.14/沉降器停留时间/s4.57/油气管线流速/(m·s-1)28.26/34.54
2.3.2再生系统
含炭量较高的待生催化剂通过主风烧去催化剂上的焦炭,恢复活性后经再生斜管送回反应器循环使用。烧焦产生的高温烟气进入余热锅炉回收热量后排入大气,操作参数详见表4。
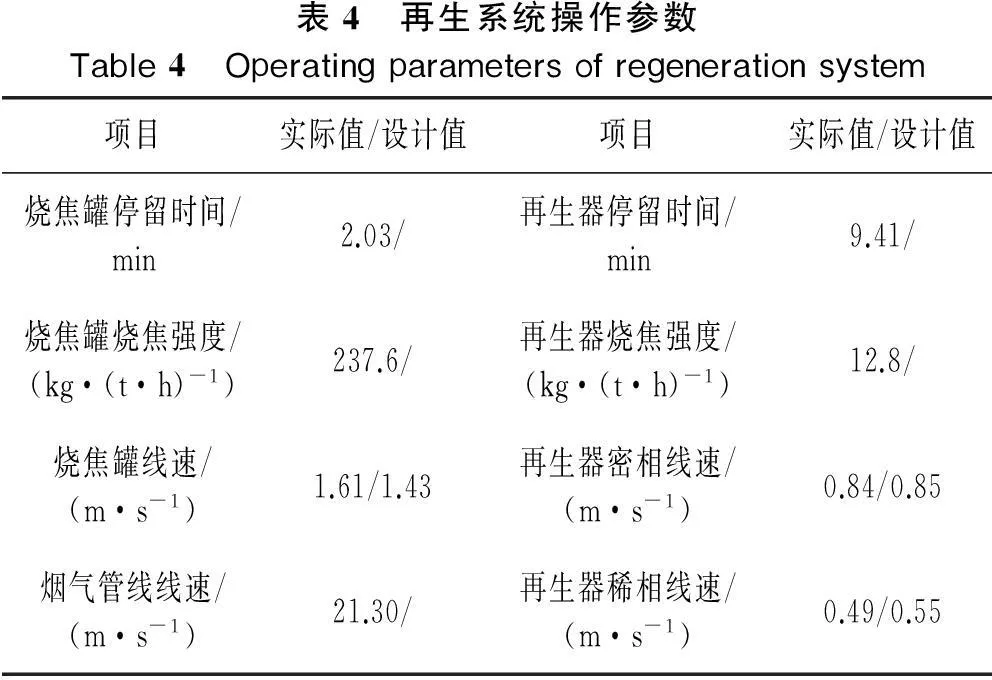
表4 再生系统操作参数Table4 Operatingparametersofregenerationsystem项目实际值/设计值项目实际值/设计值烧焦罐停留时间/min2.03/再生器停留时间/min9.41/烧焦罐烧焦强度/(kg·(t·h)-1)237.6/再生器烧焦强度/(kg·(t·h)-1)12.8/烧焦罐线速/(m·s-1)1.61/1.43再生器密相线速/(m·s-1)0.84/0.85烟气管线线速/(m·s-1)21.30/再生器稀相线速/(m·s-1)0.49/0.55
受原料来源的限制,装置的加工量为设计值68%,为保持催化剂的正常流化,再生系统中通入主风。根据烟气组成和主风耗氧量,计算耗风指标为15.21 m3/kg焦炭(20 ℃,101.325 kPa,下同),实际主风量为28 000 m3/h,大于理论值21 000 m3/h,过量的主风使再生温度偏低。通过补燃干气,弥补过量主风的升温吸热,维持适宜的再生温度。
干气燃烧产生的水蒸气与主风进入烧焦罐,水蒸气分压为正常主风时的3倍以上。高温下会加快催化剂的水热失活,使催化剂的流化、催化性能下降。再生剂中直径<20 μm的颗粒占10%,比表面积由120 m2/g降至70 m2/g,活性由65降至50,导致转化率下降,产品分布恶化。
燃烧主风、干气使烧焦罐内气体线速增大为1.61 m/s,高于设计值1.43 m/s,停留时间2.03 min,烧焦强度237.6 kg/(t·h),削弱了烧焦罐的烧焦能力。部分焦炭在再生器中发生尾燃,造成再生器与烧焦罐的温差超过40 ℃,大量热量进入烟气,热损失增大。
2.3.3余热锅炉
余热锅炉由过热段、蒸发段和蒸发显热段、省煤器段等部分组成,其操作参数详见表5。
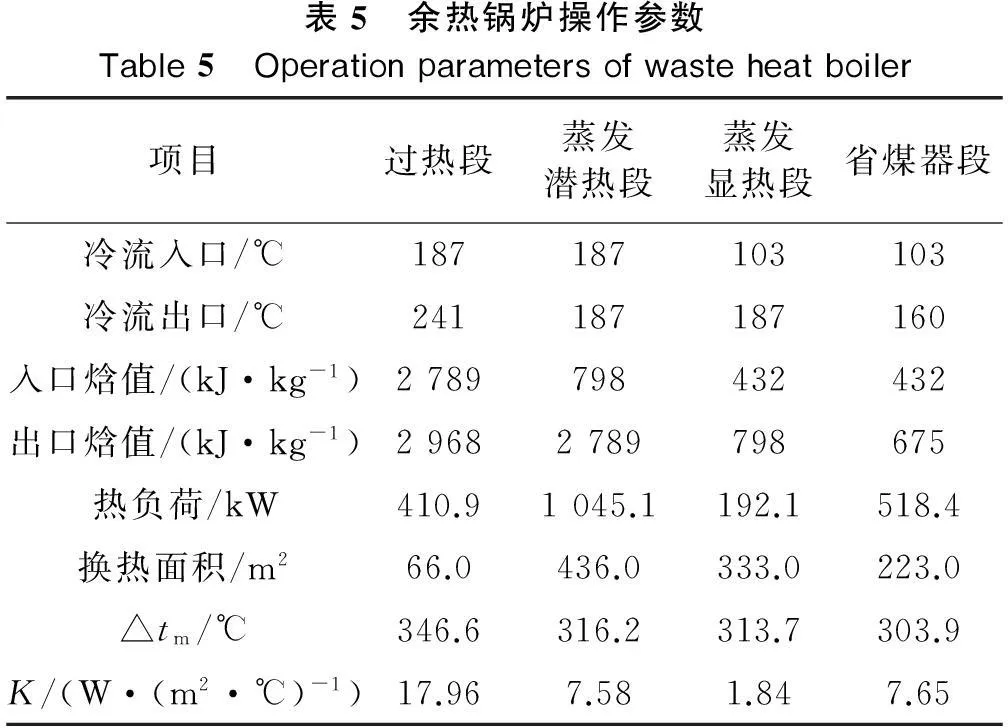
表5 余热锅炉操作参数Table5 Operationparametersofwasteheatboiler项目过热段蒸发潜热段蒸发显热段省煤器段冷流入口/℃187187103103冷流出口/℃241187187160入口焓值/(kJ·kg-1)2789798432432出口焓值/(kJ·kg-1)29682789798675热负荷/kW410.91045.1192.1518.4换热面积/m266.0436.0333.0223.0△tm/℃346.6316.2313.7303.9K/(W·(m2·℃)-1)17.967.581.847.65
由表5可知,再生器内线速度增加,催化剂相对运动加快,磨损加剧。同时,在高温作用下,催化剂易发生热崩,产生较多不易被旋风分离的细粉,烟气中夹带大量的细粉进入余热锅炉后,在折流过程中随着线速度的降低,不断沉积、掩埋传热管,导致换热面积变小,换热效果恶化,热量回收率低。
3能量平衡和火用平衡
根据能量的变化规律,将催化裂化过程用能分为能量的转换和传输、能量的工艺利用和能量回收3个环节[4],分析能量平衡和火用平衡,评价过程用能,详见图1。

3.1能量转换和传输环节
总供入能(EP)包括燃料化学能和电能。总供入能(EP)通过再生器、余热锅炉和外取热器、机泵等设备转换,一部分为供给工艺过程所需要的能量(EU),另一部分为输出能量(EB)和损失能量(EW),见表6。

表6 能量转换和传输环节Table6 Energyconversionandtransmission项目能量/火用/MW(MJ·t-1)%MW(MJ·t-1)%转换输出EB总供入能(EP)32.116998.022.274852.0油浆发生器产蒸汽0.40688.413.410.182339.710.93余热锅炉发生蒸汽0.518112.817.110.232650.713.95外取热器取热1.897413.562.711.1416248.868.46机泵(有效功)0.20544.76.770.111024.26.66合计3.026659.4100.001.6675363.4100.00直接损失EW排烟损失能(EWX1)8.9451949.0063.565.16601126.060.71余热锅炉排污(EWX2)0.15634.091.110.03637.90.43再生器散热(EWD1)3.342728.2023.742.3524512.627.65回收系统散热与其他(EWD2)1.520331.2010.800.9537207.811.21无效动力(EWP)0.11124.190.79合计14.0743066.68100.008.50841854.3100.00非工艺有效动力0.650141.60.650141.6有效利用(EU)14.361313011.4402493
由表6可知,排烟能量损失、火用损失分别占能量损失的63.56%和60.71%。提高能量转换效率在于回收烟气热量和减少排烟损失及过程火用损。余热锅炉利用率越高,排烟温度越低,产生蒸汽量越大。过程火用损主要是高温烟气与空气混合传热的火用损及热量传递过程的火用损。通过优化操作条件来降低传热温差,减少外取热器等损失较大的过程火用损。
3.2能量利用环节
指进入该环节的能量在反应器、再生器和分馏塔等设备中反应、完成利用能量的过程,包括有效能(EU)、回收循环能(ER)和热力学能(ET)。输出能包括待回收能(EO)和设备散热(EUd),见表7。
由表7可知,回收循环能、循环火用占能量损失的54.95%和17.16%,比例较低。装置的热力学能耗、火用耗分别占13.12%和9.62%,表明降低工艺总用能的潜力较大。从设备用能情况来看,反应器、再生器和分馏塔的过程火用损分别为45.06%、10.56%和30.19%,属高能耗设备。其中反应器和再生器由于高温催化剂、烟气与低温物流、空气的大温差传热过程的不可逆性造成过程火用损较高。分馏塔过程火用损则是由于过热状态的高温反应油气进入分馏塔,在低温度下回收利用,传热温差大造成较高的过程火用损。

表7 能量利用环节Table7 Energyutilization项目能量/火用/MW(MJ·t-1)%MW(MJ·t-1)%转换环节有效供出(Eu)14.36313011.442493回收循环(ER)17.65384654.954.413961.717.16工艺总用能焦炭(EPC)19.85432661.8019.85432677.18蒸汽(EPS)0.992173.100.4597.41.74动力用能(EPE)1.974296.131.97429.07.66工艺用热(EPH)9.30202728.973.45751.813.42合计32.116999100.0025.725604.2100.00热力学能(火用)耗(ET)4.215918.513.123.09673.49.62过程火用损反应器11.77256545.06再生器2.76601.210.56分馏塔7.89171830.19其他设备3.71807.614.19合计26.135691.8100.00散热(EVD)0.295864.460.158834.61待回收(EO)27.6060157.5501645
3.3能量回收环节
该环节能量分为两部分:一部分是用于体系内部的回收循环能(ER),另一部是用于体系外或转换环节的回收输出能(EE)。未回收的能量(EJ)以散热、冷却、物流排弃等方式排入环境。详见表8。

表8 能量回收环节Table8 Energyrecovery项目能量/火用/MW(MJ·t-1)%MW(MJ·t-1)%回收循环(ER)17.6538464.413961.7回收输出(EE)1.252720.49106.9排弃能散热(余锅)1.5233114.230.95207.8095.57物流0.18401.710.0429.214.23冷却8.98195684.090.00200.420.20合计10.682327100.000.99217.43100.00过程火用损冷换设备1.63354.6091.00其他0.1635.109.00合计1.79389.70100.00待回收(EO)27.6060157.551645非工艺有效动力0.651420.65142回收率(ηk)66.9053.34
由表8可知,回收环节的能量、火用回收率为66.90%和53.34%,能量和火用回收率较低。对低温热的吸收能力较低,可利用的热肼少且温位低,造成高热低用,传热温差大、火用损大。通过优化换热系统和借助利用外部合适的热肼,减少传热火用损。
4节能效果
通过降低主风、停烧干气和改造余热锅炉,改善再生环境,提高换热效果,转化率由65.33%提高到68.20%,余热锅炉换热后烟气温度由415 ℃降至200 ℃,多回收能量5.25 MJ/h。能耗分布情况见表9。
由表9可知,改造后装置能耗为5 377.0 MJ/t,降低了31.04%,节能效果明显。其中,电、水蒸气和燃料气消耗分别降低214.1 MJ/t、318.0 MJ/t和1 137.7 MJ/t,其余耗能物流变化不大。焦炭能耗为3 745.0 MJ/t,占总能耗的69.65%,由于产品分布不良,焦炭收率过大,导致烧焦能耗指标超过设计值。通过优选催化剂、优化反应再生条件,可降低生焦率和焦炭能耗。

表9 能耗分布Table9 Distributionofenergyconsumption名称设计能耗/(MJ·t-1)比例/%改进前能耗/(MJ·t-1)比例/%改进后能耗/(MJ·t-1)比例/%新鲜水0.90.020.90.010.90.02循环水144.03.7468.10.9768.11.27除盐水35.40.920.70.010.70.01蒸汽-461.1-11.96488.36.93170.33.17电1268.032.891247.117.701033.019.21催化烧焦2720.170.563744.253.133745.069.65净化风147.73.83178.72.54178.73.32燃料气0.00.001318.018.71180.33.35能耗合计3855.0100.007046.0100.005377.0100.00
5结 论
通过采取降低主风量、停烧干气及改善余热锅炉运行等措施,可提高转化率和汽油选择性,改善换热效果,降低装置能耗,但与同类型装置相比,能耗仍较高,为了进一步降低能耗,可采取以下措施:
(1) 优化反应条件,改善产品分布,降低焦炭、干气产量,以降低能耗。
(2) 利用PROⅡ模拟软件和换热网络优化技术,优化利用能量。
参 考 文 献
[1] 曹汉昌, 郝希仁, 张韩. 催化裂化工艺计算和技术分析[M]. 北京: 石油工业出版社, 2000.
[2] 余龙红. 催化裂化装置实际能耗的计算与分析[J]. 石油炼制与化工, 2004, 35(3): 53-56.
[3] 陈俊武. 催化裂化工艺与工程[M]. 北京: 中国石化出版社, 2003.
[4] 华贲. 工艺过程用能分析及综合[M]. 北京: 烃加工出版社, 1989.
Energy consumption analysis and improvement of 0.2×106t/a catalytic cracking unit
Huang Yong1,2,Wang Ningbo3,Wang Mingfeng3,Zhang Shuqin1, Zhang Juanli1, Ma Xiaoxun2
(1.InstituteofShaanxiYanchangPetroleum(Group)Co.,Ltd,Xi’an710075,China)
(2.SchoolofChemicalEngineering,NorthwestUniversity,Xi’an710069,China)
(3.HydrocarbonResearchCenterofShaanxiYanchangPetroleum(Group)Co.,Ltd,Xi’an710075,China)
Abstract:Based on the three-link theory of the material balance, namely heat balance, momentum balance, and exergy balance, the reaction-regeneration system was calculated. Results showed that excessive fluidization air and burning dry gas would lead to high velocity, short residence time, low oxygen concentration and high partial pressure of steam in the coke-burning drum. Meanwhile, it would reduce catalyst activity, the burning heat and reutilization of exhaust-heat boiler, which caused the increasing of unit energy consumption. By decreasing the air flow, stopping burning the dry gas, reducing gasoline recycle ratio and increasing the ratio of catalyst to oil, the energy consumption can be reduced. The energy transforms efficiency was improved by reforming the waste heat boiler which could optimize the heat exchange, reduce the heat transfer exergy loss and so on. The energy-saving effect is obvious and the total energy consumption of devices reduced by about 31.04%.
Key words:fluid catalytic cracking, energy consumption, energy-saving
收稿日期:2014-07-08;编辑:温冬云
中图分类号:TE624.4+1
文献标志码:B
DOI:10.3969/j.issn.1007-3426.2015.02.007
作者简介:黄勇(1983-),男,陕西西安人,工程师,2010年毕业于西安石油大学化学工艺专业,工学硕士,在职博士,现任职于陕西延长石油(集团)有限责任公司研究院,从事煤化工研究工作,已发表论文10篇。E-mail:xue731@163.com
