矿山充填自动控制系统的研究与应用
2015-03-09姚占勇
王 金 姚占勇 宋 玉 王 磊 刘 琳
(1.五矿矿业(安徽)工程设计公司;2.机械工业第一设计研究院;3.北方工程设计研究院有限公司)
矿山充填自动控制系统的研究与应用
王 金1姚占勇1宋 玉1王 磊2刘 琳3
(1.五矿矿业(安徽)工程设计公司;2.机械工业第一设计研究院;3.北方工程设计研究院有限公司)
对于采用充填采矿法生产的矿山,充填料浆浓度和灰砂比是影响充填体强度的重要参数,必须控制在工艺要求范围内。针对充填及搅拌系统的特点,介绍了一种以S7-300PLC为基础的控制系统,采用弱控制策略与传统PID控制相结合的方法,保证了整个充填系统的可靠、稳定和灵活。在李楼铁矿的应用,表明该系统操作简单方便,运行稳定可靠,可提高充填作业的效率和质量。
充填采矿法 PLC 浓度 灰砂比
矿产资源开发利用在我国具有重要的战略意义,而矿山开采引发的环境破坏和废料排放导致矿山环境恶化并造成严重的环境灾害,已成为相当严峻的环境问题与社会问题[1]。尾矿充填可以最大限度地利用矿产资源,减少矿山废料的产出,从根本上解决矿山生态环境破坏问题。目前,我国大部分地下矿山都选择充填采矿方式,充填料的制备方式有很多种,对于尾砂充填来说,决定充填体强度的主要因素是胶结尾砂的浓度和灰砂比,因此,保证胶结尾砂浓度和灰砂比的稳定和均匀显得尤为重要[2]。
1 充填工艺简介
安徽省霍邱县李楼铁矿采用的是尾砂自流胶结充填工艺,骨料为选厂的高浓度尾砂,与水泥按一定比例经过活化搅拌后形成一定浓度的充填材料,以自流的方式输送至井下采区。工艺流程见图1。
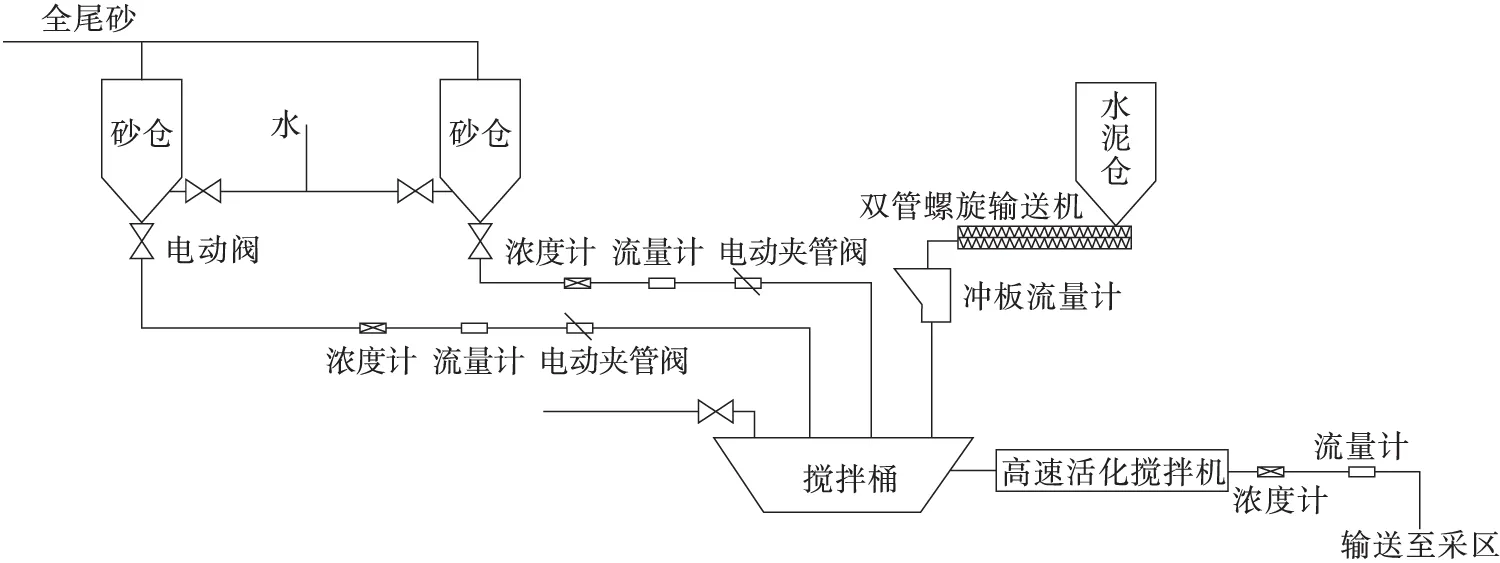
图1 充填工艺流程
2 控制对象及控制策略
整个充填系统采用自动化控制,根据工艺要求,充填料浆的平均灰砂比为1∶5,允许范围为1∶(4~10),料浆浓度不低于73%。为实现上述功能,将整个自动化控制系统分为若干环节,分别进行有效控制,各环节间通过参数实时传递,相互协调,以保证最终输送至采区的充填料浆符合工艺要求。
2.1 充填料浆浓度控制
充填料浆浓度取决于尾砂料浆供料浓度及水泥添加比例。为了保证充填料浆浓度的稳定,设置浓度控制系统。当充填料浆浓度低于工艺要求值时,控制系统通过调整灰砂比使浓度符合工艺要求,当通过调节灰砂比也无法保证浓度工艺要求时,应报警提示,并停止充填。当充填料浆浓度高于要求值时,控制系统则通过控制搅拌桶补水管加水,使料浆浓度降至工艺要求范围内。控制方式为串级双闭环控制,外环为浓度调节,并输出内环回路的输入即补水量设定值;内环为补水流量的PI调节,输出电动阀门的开度控制值。原理见图2。
2.2 灰砂比控制
充填料浆灰砂比的控制主要通过控制尾砂和水泥的流量来实现。通过检测充填料浆流量值、浓度值、尾砂浓度,结合工艺要求的灰砂比,经计算得到尾砂流量的给定值;实时检测尾砂给料流量的实际值,根据灰砂比计算得到水泥给料流量的给定值。由于灰砂比没有检测手段,所以灰砂比控制实质上属于开环控制[3]。

图2 浓度控制原理
2.3 尾砂流量控制
尾砂的流量控制采用普通闭环PID控制方式, 通过调节安装在尾砂输送管道上的电动夹管阀来实现对尾砂流量的控制。由于尾砂的浓度也是尾砂流量给定值计算的参数,而尾砂的浓度经常波动,为保证系统的稳定性,在计算尾砂流量给定值时采用弱控制策略,即实时计算结果与当前给定值偏差小于5%时,不改变回路的给定值;当超出5%时,将尾砂流量的给定值分为若干级,在某一级的给定范围内波动时,则给予相应的固定参考值。
2.4 水泥流量控制
在整个控制系统中最重要的是保证充填料浆的灰砂比符合工艺要求,所以水泥流量的给定值是参照尾砂的实时流量和浓度;根据灰砂比、尾砂流量、尾砂浓度计算得到水泥的给定流量,水泥流量控制采用闭环PID控制方式。与尾砂的流量控制类似,水泥流量给定值的计算也采用弱控制策略,通过调节双螺旋给料机的电机转速以控制水泥给料。
2.5 料位控制
料位控制包括砂仓、水泥仓和搅拌桶的料位控制,砂仓和水泥仓的料位控制系统完成的功能比较简单,料位达到极限位时报警即可,而搅拌桶的料位需要维持在某一水平以保持料浆获得充分搅拌,为了保证尾砂和水泥物料流量控制系统的稳定,不允许搅拌桶料位控制系统对尾砂和水泥流量进行频繁调节,所以采用仿人经验的简单专家控制器对搅拌桶料位进行调节[4]。假设料位的测量值比料位给定上限高或比给定下限低,并且差值为e,根据人的操作经验,如果e总是为正,即料位长期偏低,则应增大进料流量;若e总是为负,应减小进料流量。
当e连续3次大于0,则u(k)=u(k-1)+ae(k);当e连续6次大于0,则u(k)=u(k-1)+be(k);当e连续9次大于0,则u(k)=u(k-1)+ce(k);当e连续12次大于0,则u(k)=u(k-1)+de(k);当e连续3次小于0,则u(k)=u(k-1)-ae(k);当e连续6次小于0,则u(k)=u(k-1)-be(k);当e连续9次小于0,则u(k)=u(k-1)-ce(k);当e连续12次小于0,则u(k)=u(k-1)-de(k)。其中,e(k)为本次偏差;u(k)和u(k-1)为本次和上次物料流量控制输出量;a、b、c、d为修正系数,应满足d>c>b>a,具体数值须根据更详尽的现场经验来确定。
2.6 逻辑控制及报警机制
除了以上控制环节,整个控制系统还包括生产过程逻辑控制、设备状态监测及报警机制等,当充填过程中工艺参数出现异常或不满足充填生产条件时,控制系统应及时报警,甚至自动连锁停车,这些是每个控制系统都不可或缺的部分。
3 控制系统的实现
自动控制系统由上位机、下位机、现场检测仪器及执行机构组成,同时以视频实现现场工作画面的远程监控。另外,此系统通过以太网接入矿山中央集控室,可实现超远程实时监控。系统架构见图3。
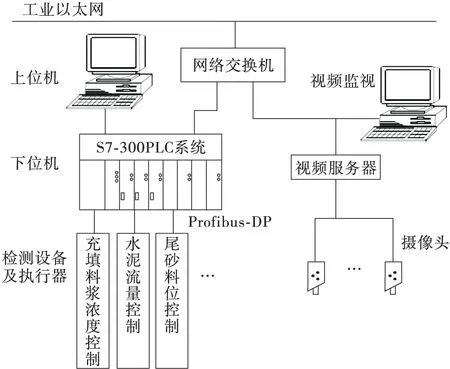
图3 充填控制系统的构成
上位机选用稳定可靠的工控机作为硬件组态软件的载体,组态软件为亚控科技的组态王,人机界面根据工艺流程及实际设备安装情况设计,在主界面上显示各监测对象的实时数据及设备运行情况,并可以对灰砂比等参数重新设定以及控制设备启停。
下位机为整个控制系统的核心,选用西门子S7-300可编程控制器(PLC)作为主站[5]。其主要作用是循环执行根据工艺要求编制的控制程序,与上位机通讯并接受上位机控制指令,接收并处理现场检测仪器采集到的实时数据以及发出执行机构的动作命令等。另外,系统应具备自动和手动2种控制方式,切换无扰动,加料、加水、出浆等环节应保持连续、平稳,保证系统工作的可靠性和平稳性。
现场监测仪器主要包括料位计、流量计、浓度计及变送器。砂仓和水泥仓的料位选用雷达料位计检测,搅拌桶料位选用超声料位计检测;尾砂、充填料浆和补加水的流量选用电磁流量计测量;水泥的流量采用冲板流量计检测;尾砂和充填料浆的浓度选用核浓度计进行检测;变送器主要用于检测螺旋输送机、搅拌桶和高速搅拌机等设备的运行状态。
执行机构主要实现对各种物料流量的调节。尾砂和充填料浆的流量选用电动夹管阀调节,补加水的流量选用电动调节阀调节,水泥的流量调节设备则是双管螺旋输送机的变频电机。
4 结 语
介绍了一种基于可编程逻辑控制器(PLC)并采用弱控制策略与传统PID相结合的控制方式的自动化控制系统,系统硬件结构简单,编程算法丰富,控制方式灵活可靠,结合上位组态软件实现了工艺过程中参数的在线检测与自动控制,并且可以对关键参数进行实时调整以适应生产工艺的变化。该系统已在李楼铁矿充填生产中应用,相对于传统的生产方式,减少了工人的数量,提高了充填效率和安全性,为矿山的绿色生产和可持续发展做出了积极贡献。
[1] 彭 倩.矿山充填的自动控制研究与应用[D].西安:西安科技大学社,2011.
[2] 陈之功.尾砂充填自动控制系统[J].金属矿山,2012(10):110-112.
[3] 杜继宏,刘 成,冯元琨.工控机在矿山充填控制系统中的应用[J].电子技术应用,1997(8):10-13.
[4] 赵望达,徐志胜,鲁五一,等.矿山充填过程的智能控制技术与应用研究[J].长沙铁道学院学报,1999(4):31-33.
[5] 廖常初.S7300/400PLC应用技术[M].北京:机械工业出版社,2008.
2015-03-18)
王 金(1980—),男,主任,工程师,230601 安徽省合肥市武汉路230号。
