某硫酸渣中铜的浸出试验
2015-03-09林蜀勇李正要
林蜀勇 李正要
(1.江西一元再生资源有限公司;2.北京科技大学土木与环境工程学院)
某硫酸渣中铜的浸出试验
林蜀勇1李正要2
(1.江西一元再生资源有限公司;2.北京科技大学土木与环境工程学院)
某硫酸渣-0.043 mm 占65%,铜品位为0.81%,其中硫酸铜占总铜的40.74%,自由氧化铜占总铜的30.87%,硫化铜占总铜的8.64%,结合铜占总铜的19.75%,属宝贵的二次资源。为开发利用该二次资源,采用硫酸酸浸工艺进行了铜回收试验。结果表明,硫酸渣在不磨矿、浸出酸度为18%,浸出时间为4 h,液固比为4∶1,浸出温度为50 ℃,搅拌转速为500 r/min,BKJ用量为3%的情况下浸出,铜浸出率可达78.46%。
硫酸渣 酸浸 助浸剂
硫酸渣是制备硫酸过程中产生的焙烧渣[1]。硫酸渣中大多含有一定量的有价元素,是宝贵的二次资源。全国每年有上千万吨硫酸渣排出[2],但利用率不到50%[3-4],目前硫酸渣多被送往水泥厂作为水泥原料。
某冶炼厂的硫酸渣含铜较高,直接堆排会造成资源浪费,因此进行了硫酸渣浸铜试验。
1 硫酸渣的性质
硫酸渣-0.043 mm 占64%,主要化学成分分析结果见表1,铜物相分析结果见表2。
表1 硫酸渣主要化学成分分析结果 %

成分CuPbZnSSiO2Al2O3Fe2O3CaO含量0.810.230.312.2442.127.7728.181.96
由表1可见,硫酸渣铜品位为0.81%,具有较高的回收价值。
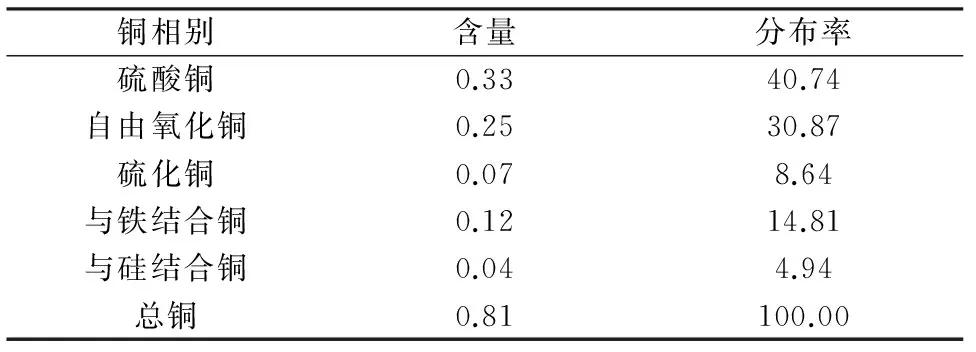
表2 铜的化学物相分析结果 %
由表2可见,硫酸渣中铜的赋存状态十分复杂,以硫酸铜形式存在的仅占总铜的40.74%,以自由氧化铜形式存在的铜占30.87%,以硫化铜形式存在的铜占8.64%,另有19.75% 的铜与铁、硅结合,形成结合铜,这部分铜较难回收。
2 试验结果与讨论
2.1 磨矿细度对浸铜的影响
浸出过程在硫酸渣的固-液相界面进行多相反应,硫酸渣的细度对浸出效果有重要影响[5-6]。磨矿细度对浸铜影响试验用硫酸调节酸度,试验固定浸出液的酸度为10%,浸出温度为常温(25 ℃),液固比3∶1,搅拌转速为500r/min,浸出时间为3h,试验结果见图1。
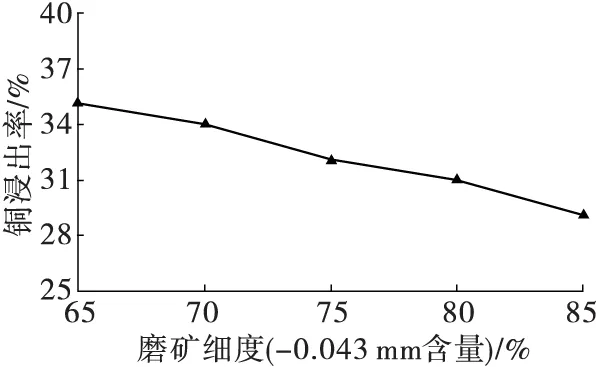
图1 磨矿细度对浸铜效果的影响
由图1可见,随着磨矿细度的增加,铜的浸出率下降。故从节能、增效角度考虑,确定硫酸渣不磨矿直接进行硫酸浸出。
2.2 浸出酸度对浸铜的影响
铜的浸出速度主要取决于浸出剂硫酸的初始浓度,硫酸的初始浓度愈高,浸出速度愈快。浸出酸度对浸铜影响试验的硫酸渣不磨矿,浸出温度为常温,液固比3∶1,搅拌转速为500r/min,浸出时间为3h,试验结果见图2。
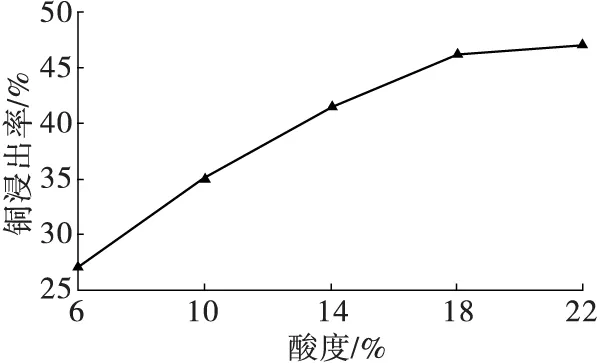
图2 浸出酸度对浸铜效果的影响
由图2可见,提高浸出液的酸度铜浸出率呈先快后慢的上升趋势。因此,确定浸出酸度为18%。
2.3 浸出时间对浸铜的影响
浸出时间对浸铜影响试验的硫酸渣不磨矿,浸出酸度为18%,浸出温度为常温,液固比3∶1,搅拌转速为500r/min,试验结果见图3。

图3 浸出时间对浸铜效果的影响
由图3可见,铜的浸出率随浸出时间的延长呈先快后慢的上升趋势。因此,确定浸出时间为4h。
2.4 液固比对浸铜的影响
液固比对浸铜影响试验的硫酸渣不磨矿,浸出酸度为18%,浸出时间为4h,浸出温度为常温,搅拌转速为500r/min,试验结果见图4。

图4 液固比对浸铜效果的影响
由图4可见,铜的浸出率随液固比的增大而上升。综合考虑,确定浸铜的液固比为4∶1。
2.5 浸出温度对浸铜的影响
浸出温度对浸铜影响试验的硫酸渣不磨矿,浸出酸度为18%,浸出时间为4h,液固比为4∶1,搅拌转速为500r/min,试验结果见图5。

图5 浸出温度对浸铜效果的影响
由图5可见,随着浸出温度的升高,铜浸出率呈先快后慢的上升趋势。基于浸出温度升高会加剧对设备的腐蚀,且增加浸出成本。因此,确定浸出温度为50 ℃,对应的铜浸出率达64.96%。
2.6 助浸剂BKJ用量对浸铜的影响
由于铜渣中含有部分结合铜和硫化铜,难以被硫酸常规浸出,因此,对硫酸浸铜进行了助浸剂BKJ用量(与硫酸渣的质量比)试验。BKJ对浸铜影响试验的硫酸渣不磨矿,浸出酸度为18%,浸出时间为4h,液固比为4∶1,浸出温度为50 ℃,搅拌转速为500r/min,试验结果见图6。

图6 BKJ用量对浸铜效果的影响
由图6可见,随着BKJ添加量的增大,铜浸出率呈先上升后下降的趋势,高点在BKJ添加量为3%时,对应的铜浸出率为78.46%。这主要是由于BKJ加入酸浸体系后,BKJ与硫酸反应迅速生成新的强氧化物,强化了硫酸对硫化铜、结合铜的浸出,即常规酸浸过程演变成了强氧化酸浸过程,从而改善了难浸铜的浸出效果。因此,确定助浸剂BKJ的用量为3%。
3 结 论
(1)某硫酸渣铜品位为0.81%,其中硫酸铜占总铜的40.74%,自由氧化铜占总铜的30.87%,硫化铜占总铜的8.64%,结合铜占总铜的19.75%。
(2)硫酸渣(不磨矿)在浸出酸度为18%,浸出时间为4 h,液固比为4∶1,浸出温度为50 ℃,搅拌转速为500 r/min,BKJ用量为3%的情况下,铜浸出率达78.46%。
[1] 李振飞,文书明,周兴龙,等.我国硫铁矿加工业现状及硫铁矿烧渣利用综述[J].国外金属矿选矿,2006(6):10-13.
[2] 朱昌洛,沈明伟.高砷高硫硫酸渣综合利用探索性试验[J].云南冶金,2011(2):37-39.
[3] 徐光泽.硫铁矿烧渣回收铜金属的工艺研究[J].硫酸工业,2009(11):38-39.
[4] 叶志平,何国伟.硫酸渣资源化及其以废治废技术研究[J].华南师范大学学报,2010(2):72-74
[5] 占寿祥,郑雅杰.硫铁矿烧渣酸浸反应动力学研究[J].化学工程,2006(11):36-38.
[6] 周 海,徐光泽,田 雪,等.硫铁矿烧渣酸浸铜反应动力学研究[J].化学工业与工程技术,2010(4):5-8.
Study on Copper Leaching from Pyrite Cinder
Lin Shuyong1Li Zhengyao2
(1.Jiangxi Yiyuan Renewable Resources Co. Ltd.;2.School of Civil and Environmental Engineering, University of Science and Technology Beijing)
There is 0.81% Cu a pyrite cinder with particle size of is 65% passing 0.043 mm. Coppers exist in copper sulfate, free copper oxide, copper sulfide, binding copper accounted for 40.74%, 30.87%, 8.64%, and 19.75% respectively. It′s a precious secondary resource. Copper recovery by sulfuric acid leaching process was conducted for development and utilization of the resource. The results indicated that, copper leaching rate can reach 78.46%, at leaching acidity of 18%, leaching time of 4 h, liquid-solid ratio of 4∶1, leaching temperature of 50 ℃, stirring speed of 500 r/min, BKJ dosage of 3%, and with no grinding operation.
Pyrite cinder, Acid leaching, Leaching aid
2015-04-18)
林蜀勇(1976—),男,工程师,334200 江西省德兴市银鹿工业园区。
