1987—2013年铜电解精炼操作数据回顾
2015-03-06申美玲摘译
申美玲 摘译
国外工程技术
1987—2013年铜电解精炼操作数据回顾
申美玲 摘译
1987年,John Schloen发表了铜电解厂操作数据调查与分析一文。继这篇文章之后,在过去的20多年里,每一届(1991,1995,1999,2003,2007,2010和2013)科布雷(Cobre)铜电解会议都提交了一系列的铜电解调查。调查中的数据收集和分析主要由William Davenport推动,因此为了向Davenport教授在铜加工领域的贡献表达敬意,本文对其数据进行了整理和回顾,并且探讨了历史走势和未来可能的技术发展。
铜电解精炼; 操作数据; 阳极; 阴极; 电流密度; 电流效率; 成分
此文是William Davenport专题报告的一部分。Davenport教授在提取冶金领域的贡献之一是在许多著作和文章中收集和公布了大量的、重要的铜电解精炼厂的操作数据。这些调查最早由John Schloen在接受Davenport教授的帮助及指导下于1987年发起,从1991年至2013年在每届铜电解会议中提交并延续。这次回顾检验了1987,1991,1999,2003,2007,2010和2013年调查报告中收集的数据,呈现出现代铜电解精炼的演变过程。由于1995年的数据缺少电子版本及时间的限制,本文没有包括此项数据。
这次回顾的计算中,仅使用离散值。数据以一个范围的形式呈现,分析时排除了可能的模糊数据。尽管如此,所有的平均值都来自至少10个数据点,多数情况下,如精炼数据,会统计20个以上的数据点。少部分参数,较早期的(1987和1991)调查报告中没有包含这些数据,因此没有呈现在数据图中。
1 阳极
在铜熔炼中,大多数有害杂质如铅、锑、铋用氧化法仅能部分去除。2004年王在报道中指出,当白合金和粗铜达到平衡时,这些杂质主要进入铜物相,而杂质在铜物相中很难被去除。王、Kim和Moats在2013年的调查中指出,铸造的时候,杂质或是与铜颗粒一起留在液相中,或是以氧化物或硒化物颗粒的形式分布在铜颗粒的边缘。由于原料的来源不同,商品铜阳极的杂质含量波动较大。因此,相比产品中硒、碲、锑、砷含量较高的处理原生铜的冶炼厂,处理再生铜的冶炼厂产品中焊料元素含量较高,如铅、锡。
过去的25年里,铜精炼用阳极的平均组成示于图1。值得注意的是,铋的平均含量增长了约4倍,同时阳极含砷、碲和银也有所增长。碲和银能够从阳极泥中提取,因此它们含量的增长能够为精炼厂创造更大的效益。锑的平均含量在250~350 ppm范围内波动。2013年的调查中阳极的平均组成列于表1,表1中其它元素对时间的趋势没有做考察。
自1987年以来,阳极重量有了显著的增长。由于阳极重量的增加可以减少单耗,阳极重量的平均值从1987年的310 kg增长到2013年的380 kg,如图2所示。
鉴于相同的原因,如果有充足的阳极供应,所有铜精炼厂都期望提高产出率。因此,在过去的26年里电流密度一直在提高(数据稍后提供)。电流密度的增长抵消了阳极重量的增加,导致阳极寿命(或循环时间)缩短的趋势,详见图2。

图1 1987年至2013年阳极组成的走势图
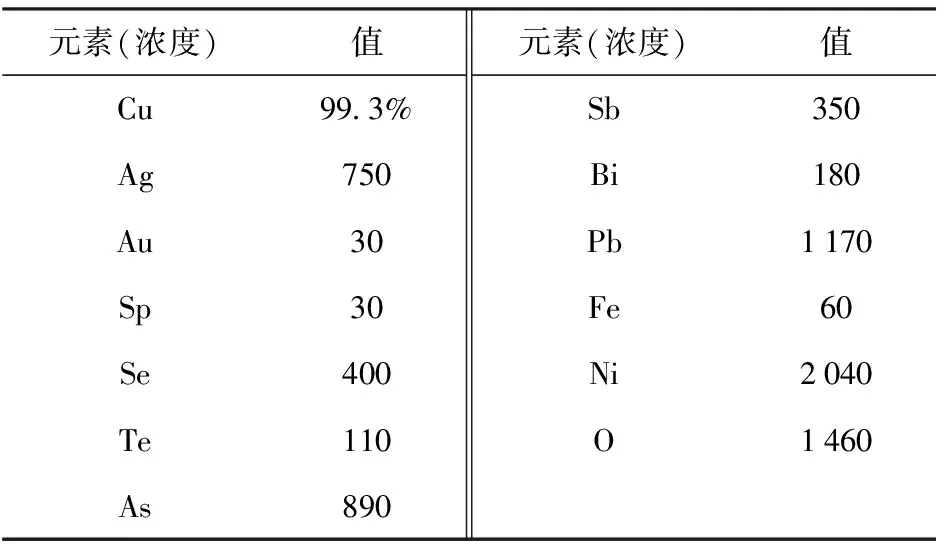
表1 2013年的精炼综述中阳极组成的平均值 ×10-6

图2 1987年至2013年阳极寿命、重量及残极率的走势图
从图2也能看出残极率下降的趋势,从>17%降至<14%。应用提高阳极外形的装置和阳极铸造重量自动控制装置,可达到较低的残极率(<14%)。
2 电解液
在过去的26年里,铜精炼厂电解液的组成一直在变化。图3阐明了精炼用电解液中铜、砷、锑和铋的平均浓度。在调查期间,铜的平均浓度大致从45 g/L升高至49 g/L,砷的平均浓度从早期的3.5~4.0 g/L升高至1999~2013年的5.2~6.9 g/L,锑的平均浓度保持在0.3~0.36 g/L的较小范围内,铋在电解液中的浓度从0.084 g/L到0.256 g/L,升高较为显著。电解液含硫酸、镍、氯的平均浓度基本保持不变,分别为170 g/L,12 g/L和0.044 g/L。
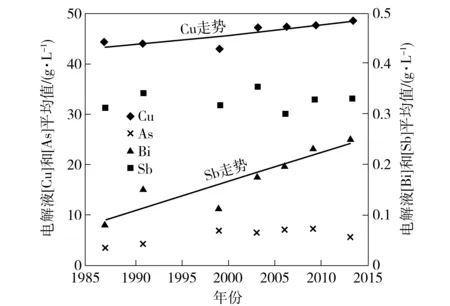
图3 1987年至2013年铜精炼电解液组成的走势图
电解液的温度也有小幅升高。入口温度保持在63.1~64.5 ℃,出口温度从平均的60.3 ℃逐步升高至63.3 ℃。随着时间的增加精炼厂会保存更多的热能,所以电解液温度升幅越大,说明越多的电解槽面被覆盖。
每个精炼厂都会在电解精炼过程中添加胶和硫脲,添加HCl和NaCl以维持氯含量约~45 mg/L。在调查期间,有30%~50%的工厂会添加阿维同-A。硫脲的平均添加量在逐年增加,从1987~1991年的55 g/t阴极提高至1999~2007年的63~67 g/t阴极,最终提高到2010~2013年的76 g/t阴极。胶的添加量在79~97 g/t阴极之间波动,大体呈下降趋势。使用阿维同-A的精炼厂,胶的添加量维持在12~29 g/t阴极,大多数调查的平均值为16~19 g/t阴极。
在过去的1/4世纪里,这一调查见证了电解液过滤、离子交换和分子识别技术在除锑、铋方面的应用,也见证了应用酸净化单元从精炼厂溶液回收硫酸。
3 阴极
从上世纪80年代后期开始,永久阴极技术逐步取代了始极片技术,这种变化在欧洲和北美尤为明显。从80年代奥地利的布里克斯莱格(Brixlegg)和德国汉堡的阿鲁比斯(Aurubis),到90年代西班牙的大西洋铜业(Atlantic Copper)、比利时的奥伦阿鲁比斯(Aurubis Olen)、德国鲁能的阿鲁比斯(Aurubis Lunen)、瑞典的布利登谢莱夫特奥(Boliden Skeleftea)。在北美,美国怀特派恩(White Pine)、加拿大基德溪(Kidd Creek)、美国肯尼科特(Kennecott)、加拿大蒙特利尔(Montreal)、美国塞浦路斯迈阿密(Cyprus Miami)使用的均为永久阴极技术。自2000年后最近的替换包括智利的丘基卡马塔(Chuquicamata)、巴西的巴拉那帕内马(Paranapanema)、芬兰的波里布利登(Boliden Pori)和独联体的Uralelektromed(CIS)。

图4 1987年至2013年电积时间与生产率的数据
永久阴极技术在今天已经成为新建铜精炼厂的工业标准和典型工艺。永久阴极技术能缩短阴极周期(见图4)、提高电流密度(见图5)、提高电流效率(见图5)、改善阴极质量(见图6),最终提高了精炼厂的生产率。从始极片技术到永久阴极技术,精炼厂的平均电流密度从1987年的235 A/m2提高到2013年的313 A/m2。较高的电流密度和永久阴极技术使得平均电积时间从1987年的10.7天减少到2013年的8.4天。过去的26年里,随着操作工对永久阴极垂度和硬度的经常性检查,平均电流效率从94.1%升高到96.3%。单位产品能耗基本保持不变,因为电流效率的升高大致抵消了由于电流密度较高而导致的槽电压的升高。从1987年到2013年,单位产品的能耗保持在305~358 kWh范围内。阴极质量是众多因素作用的结果,如阳极组成、添加剂、电解液组成和阴极技术。在过去的20多年里,尽管阳极杂质率升高、阳极重量增长、残极率下降,精炼厂还是有能力维持或者提高阴极的质量,尤其是阴极中Sb、As和Fe的平均含量在下降。

图5 1987年至2013年电流密度、电流效率(C.E.)、槽电压和电能耗的数据

图6 1987年至2013年阴极成分的走势
4 未来的趋势
铜精炼技术未来的发展趋势集中在自动化、高电流密度和连续检测方面。从塑料衬里的混凝土槽发展到聚合物混凝土一体槽用了30多年时间,这一变化使得电解槽能够整合更多技术,如电极处理自动化、高电流密度技术和连续检测技术。
能够完成大批量阳极制备、阴极码垛和剥片任务的高速机器人推动了电极处理自动化的发展进程。无人自动行车吊运电极起落,已经完全整合进入精炼厂的自动管理系统。
电解液平流技术(METTOP-BRX)使见诸报端的最大电流密度值持续提高。Moats等人在2013年提交的综述中,报道了布里克斯莱格Montanwerke的400 A/m2电流密度即采用了此项技术。作者也提到祥光铜业使用的420 A/m2电流密度同样也采用了电解液平流技术。铜精炼厂用降低资金成本和提高生产率来抵消高电流密度带来的高耗能。电流密度提高的极限值与阳极组成和钝化有关。
连续检测为精炼厂提供了实时数据,如奥图泰(Autotec)称作高效生物传感器(Cellsense)的无线槽电压、温度监视技术能够及时检测到电极短路或钝化。这项技术将继续推动精炼厂自动化水平和高电流密度技术。
最后,铜精炼厂最初的电解槽使用的是铸造或轧制铅合金阳极,现在使用的是钛阳极,例如奥图泰的钛涂层阳极技术。利用这项技术,可以杜绝铜阴极被铅污染,取消处理电解槽铅泥的工作,从而去除电解车间铅的影响。钛阳极技术还可以通过降低槽电压和提高电流密度达到节能的效果。
略)
苏平校对
摘自 Conference of Metallurgists Proceedings 2014
中国恩菲又一科技成果达到国际领先水平
中国有色金属工业协会组织专家组成员在缅甸达贡山镍矿项目现场,对中国恩菲与中国有色集团共同完成的“红土镍矿生产高品位镍铁关键技术与装备大型化研究”项目进行了成果鉴定。鉴定结论是:整体技术达到国际领先水平。
达贡山镍矿工程是中国恩菲承担的在国内外有重要影响的大规模红土矿开发和镍铁冶炼综合工程。工程自2004年初启动,2008年底中国恩菲完成了实施版基本设计,2012年10月1#电炉投产,2013年7月底2#电炉投产,2013年12月通过缅甸政府组织的功能性验收,2014年转入工业化运行。
达贡山镍矿的开发,通过自主创新与集成创新相结合,突破了我国红土镍矿生产高品位镍铁领域一系列关键技术,完成了镍铁冶炼主体装备大型化开发,实现了节能、安全和环保的综合生产效果。这一研发成果引领了国内镍铁冶炼技术发展方向,改变了中国镍铁冶炼格局。
该研发项目首创了管状带式运输红土矿技术,解决了达贡山矿区高落差、远距离、复杂地形的原料输送难题,大大降低了运输成本;开发了Ф5.5 m×115 m大型红土矿预还原回转窑,实现了红土矿在窑内高效选择性预还原,提高了电炉生产效率;开发了高温焙砂输送的机电一体化技术,实现了高温焙砂输送过程中的保温、环保与自动化,提高了生产效率;开发了机电一体化的72兆伏安红土矿矿热电炉,并首次采用铜水套立体冷却技术,实现了大型红土矿矿热电炉全封闭、高电压操作、全自动化控制;首创了镍铁精炼喷吹与化学升温技术,形成了镍铁精炼新工艺,实现了有选择地进行脱硫、脱硅、脱炭、脱磷等工序,生产出高品质镍铁。
(中国恩菲工程技术有限公司, 北京 100038)
A review of copper electrorefining operating data——1987 to 2013
Translated selectively by SHEN Mei-ling
In 1987, Jonn Schloen published a survey and analysis of copper electrorifining tank room data. Following this paper, a series of copper electrorefining suvery have been conducted and presented at each of the Copper-Cobre meetings over the past 20+ years (1991, 1995, 1999, 2003, 2007, 2101 and 2013). For each of these surveys, William Davenport has been key driving force in the collection and analysis of data. To honour Professor Davcenport’s contribution to copper processing, a review of the data was conducted. Historic trends and possible future technologies are discussed.
copper electrorefining; operating data; anode; cathode; current density; current efficiency; composition
申美玲(1982—),女,山西太原人,硕士,从事有色冶金设计工作。
2015- 09- 15
TF811
B
1672- 6103(2015)06- 0001- 04