某型箱体表面漆膜起泡的原因分析及对策
2015-03-04赵发银吴万兴
赵发银,吴万兴
(中国兵器工业第五八研究所 产品制造部,四川 绵阳 621000)
某型箱体表面漆膜起泡的原因分析及对策
赵发银,吴万兴
(中国兵器工业第五八研究所 产品制造部,四川 绵阳 621000)
摘要:砂型铸造铝制箱体广泛应用于我国军用电子类设备的控制箱中。针对某型砂型铸造铝制箱体表面漆膜在湿热试验过程中起泡和产品合格率低的质量问题,从基材、操作人员、油漆和前处理等4个方面分析,绘制了漆膜起泡的鱼刺因果图,列出了可能引起漆膜起泡的原因,并对各条原因进行了分析、排除及试验验证,找到了漆膜起泡的主要原因,并制定了相应的对策,解决了质量问题,提高了箱体表面的喷漆质量和外观质量,为今后同类产品的加工提供了宝贵的经验。
关键词:箱体;漆膜起泡;油漆;原因
我国军用电子类设备的控制箱经常会用到砂型铸造铝制箱体,外表面一般采用喷漆处理工艺,不但要求外形美观,而且必须达到国军标所规定的三防(防湿热、防盐雾和防霉菌)性能,所以必须进行湿热试验。
1问题描述
某型箱体的表面漆膜在湿热试验过程中起泡,未能达到国军标所规定的三防要求。这就需要拆除之前装配调试好的零件,除掉全部漆膜,重新进行喷漆。返工后箱体的漆膜在湿热试验过程可能还会起泡,不仅浪费了大量的人力和物力,而且产品合格率还非常低。
2绘制鱼刺因果图
箱体表面漆膜在湿热试验过程中起泡的鱼刺因果图如图1所示。
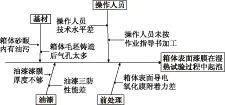
图1 鱼刺因果图
3确定要因
根据上述鱼刺因果图,对图1中各条末端原因进行逐一分析。
3.1箱体毛坯铸造后气孔太多
起泡箱体的毛坯均采用真空砂型铸造。该铸造是在浇铸完金属液体后立刻对铸造真空罐抽真空,使真空罐内形成负压,浇铸的金属液体在负压下凝固,铸造质量不受大气环境影响[1];因此,真空砂型铸造组织细密,气孔、砂眼很少。通过分析,得出结论:其不是主要原因。
3.2箱体砂眼内有油污
在箱体喷漆前的机械加工过程中,机械油污、润滑剂会渗入箱体砂眼内,用除油剂对箱体进行清洗,只能除去表面油污,无法除净砂眼内的油污。在喷漆后的烘干过程中,油污就会从砂眼中渗出,影响油漆的附着力,导致箱体表面漆膜在湿热试验过程中起泡[2]。通过分析,得出结论:其可能是主要原因。
3.3箱体表面导电氧化膜附着力差
按照工艺要求,箱体在喷漆前将进行导电氧化,如果导电氧化膜结合不牢,将会影响漆膜的附着力。因导电氧化膜属于化学转化膜,如果附着不牢,表面膜层会发花,导致箱体交验不合格,不会流转到后续喷漆工序。通过分析,得出结论:其不是主要原因。
3.4油漆漆膜厚度不够
油漆漆膜的厚度与漆膜的三防性能有直接的关系,特别是耐湿热性能,理论上油漆漆膜越厚,三防性能越好。起泡的箱体在湿热试验之前,只喷涂了2道面漆,表面漆膜起泡可能与漆膜厚度不够有关[3]。通过分析,得出结论:其可能是主要原因。
3.5油漆三防性能差
不同品种的油漆,三防性能不一样。例如,丙烯酸类磁漆比一般的醇酸、氨基类磁漆性能好,氟碳漆比丙烯酸类磁漆性能好[4]。起泡箱体喷涂的是三防性能一般的丙烯酸类磁漆,表面漆膜起泡可能与油漆三防性能差有关。通过分析,得出结论:其可能是主要原因。
3.6操作人员未按作业指导书加工
油漆喷涂作业属于特殊过程,每道工序都必须严格按照作业指导书执行,操作人员操作不当、或未按作业指导书规定加工,都会导致交检不合格。所有操作人员都经过专业培训、持证上岗,单位工艺管理制度健全、检查到位,不存在操作人员未按作业指导书加工的现象。通过分析,得出结论:其不是主要原因。
3.7操作人员技术水平差
在喷涂过程中,操作人员技术水平差会产生漆膜厚度不均匀的现象。起泡箱体的喷涂人员在本岗位工作年限都在10年以上,操作技术娴熟,不存在技术水平差的现象。通过分析,得出结论:其不是主要原因。
4试验验证
根据上述分析,对3条末端原因及对策进行试验验证。
4.1箱体砂眼内有油污
箱体喷漆前,增加烘烤工序去除砂眼内油污。
方法:重新加工5件砂型铸造铝制箱体,导电氧化后放入150 ℃恒温箱内烘烤4 h,冷却后用除油剂除净烘烤渗出的油污再进行喷漆。箱体经湿热试验,只有3件箱体出现了气泡,而且气泡比原来明显减少了。
试验证明:箱体砂眼内有油污是箱体起泡的原因之一。
4.2油漆漆膜厚度不够
箱体喷漆时,由2道面漆增加为3道面漆。
方法:重新加工5件砂型铸造铝制箱体,将原作业指导规定的喷涂2道面漆增加为3道面漆,油漆粘度增加5 cps,确保整个漆膜厚度增加30 μm以上。箱体进行湿热试验,32 h后才出现少量气泡,比原来出现气泡的时间延长了8 h。
试验证明:油漆漆膜厚度不够是箱体起泡的原因之一。
4.3油漆三防性能差
箱体喷漆时,将面漆由丙烯酸磁漆更改为氟碳漆。
方法:重新加工5件砂型铸造铝制箱体,将面漆由丙烯酸磁漆更改为氟碳漆。箱体经湿热试验,只有2件箱体在36 h后出现了少量气泡。
试验证明:油漆三防性能差是箱体起泡的原因之一。
4.4对策
试验:加工10件砂型铸造铝制箱体,导电氧化后放入150 ℃恒温箱内烘烤4 h,冷却后用除油剂除净烘烤渗出的油污,再喷涂3道氟碳面漆。加工完成后对10件箱体进行湿热试验,所有箱体的表面漆膜在48 h之内均未出现气泡现象,达到了国军标所规定的三防要求。
5结语
通过对箱体表面漆膜在湿热试验过程中起泡原因的分析及试验验证,找到了起泡的原因:箱体砂眼内有油污、油漆漆膜厚度不够和油漆三防性能差。通过喷漆前增加烘烤工序、将2道面漆增加为3道面漆和将面漆由丙烯酸磁漆更改为氟碳漆等措施,解决了质量问题,提高了加工质量,为今后同类产品的加工提供了宝贵的经验。
参考文献
[1] 徐耀信. 机械加工工艺及现代制造技术[M]. 成都: 西南交通大学出版社, 2005.
[2] 王延忠,曾文彬,陈燕燕,等. 极端工况下薄壁箱体力学性能分析及结构优化[J].新技术新工艺,2014(12):47-50.
[3] 李玲,孙文胜,高鹏. 某型飞机液压油箱常见故障分析及预防[J].新技术新工艺,2014(2):122-124.
[4] 杨叔子. 机械加工工艺师手册[M]. 北京: 机械工业出版社, 2001.
责任编辑郑练
The Analysis of the Causes of a Certain Type of Body Surface Coating Foaming and Countermeasures
ZHAO Fayin, WU Wanxing
(Department of Product Manufacturing, No.58 Research Institute of China Ordnance Industries, Mianyang 621000, China)
Abstract:Sand casting aluminum housing is widely applied in the kind of military electronic control box in China. With a sand mold casting aluminum housing surface film quality problem of the blister and low product qualified rate in the process of hot and humid test, we do the analysis from the base material, operation personnel, paint and. Draw the film blister barb causality diagram, list the reason to the paint film in bubbly, analyze each reason, elimination and test verification, find the paint film is the main reason for the blister, and formulate the corresponding countermeasures. Finally we solve the quality problems, improve the quality of the paint on the surface of the box body and provide valuable experience for the machining of the similar products in the future.
Key words:housing, paint film blister, the paint, why
收稿日期:2015-01-06
作者简介:赵发银(1982-),男,工程师,主要从事工艺技术等方面的研究。
中图分类号:TH 16
文献标志码:A
