网带式单板干燥节能监控系统的研究
2015-02-28梅玉春张建平
吕 坤,梅玉春,张建平
(南京林业大学,南京 210037)
网带式单板干燥节能监控系统的研究
吕 坤,梅玉春,张建平
(南京林业大学,南京 210037)
介绍了网带式单板干燥节能监控系统的原理及构成,结合余热回收和蒸汽梯级利用两套节能工艺,用PLC作为主控设备组建自动控制系统。笔者提出了可行的控制方案实现单板干燥节能工艺的自动化,结合触摸屏实现了工艺参数的实时监控,利用监控到的工艺参数计算单板干燥的能耗状况以及能源使用效率,并在触摸屏上加以显示, 清晰直观地显示节能效果,便于节能工艺的改进。
单板干燥;节能;PLC;触摸屏
0 引 言
网带式单板干燥机是胶合板、单板层积材、饰面板等单板类产品生产过程中耗能最大的热工设备,其热能消耗占全部生产热能消耗的70%以上,它的热能利用合理与否,将直接对生产成本和生产效率产生影响[1]。目前我国已成为世界上胶合板生产大国,但是从生产技术水平的层面上讲,我国与世界先进的生产技术水平还存在着不小的差距。由于国内的胶合板生产以中小型企业为主,没有能力对设备进行优化配置,而且生产工艺的落后也导致能源利用效率低下,造成大量能源浪费。因此,对网带式单板干燥机进行节能改造就显得尤为必要。
常建民和徐瑞玉[2]通过对单板干燥机热能利用分析,认为可以通过以下途径来提高干燥机的热能利用效率:增加干燥机内的湿空气循环次数,预热进气和干燥单板;有效利用排气和凝结水的余热;减少机内传热和气体混合引起的损失;减小供入干燥机蒸汽的热能能级与干燥单板所需热能能级之差。周平[3]认为目前国内运行的单板干燥机对网带速度、风量、介质温度、湿度的控制仍处于手动状态,只能单一地控制其中某些参数,应该采用自动控制技术来控制干燥机内的风速、相对湿度、温度,从而利用最少的能量来获得最大的干燥速度和最佳的干燥质量。
文中对网带式单板干燥机节能作了相关监控系统的研究,期望研究结果对相关胶合板生产企业能有所借鉴,为企业节能降耗,降低企业成本,提高企业经济效益能有所帮助。
1 单板干燥机节能监控方案
整个节能监控系统包括三个组成部分,分别是单板干燥机控制系统、余热回收控制系统、蒸汽梯级利用控制系统,图1为单板干燥机节能监控方案图。
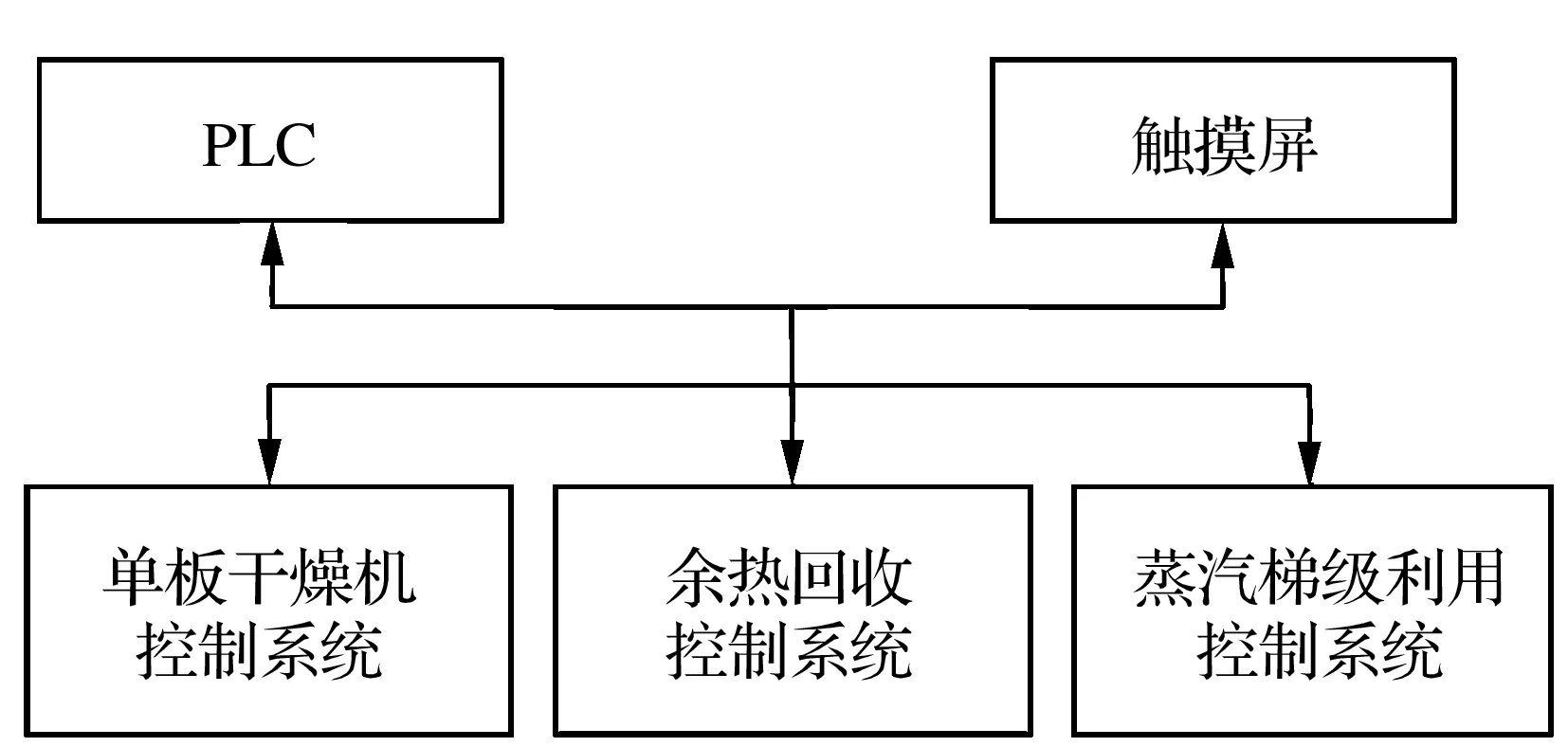
图1 单板干燥机节能监控方案
单板干燥机控制系统主要由干燥机主体、网带电机、风机以及变频器组成,实现对网带及风机的变频调速,根据单板含水率在线检测设备提供的单板含水率检测信号调节网带的运行速度。单板干燥室内设有温湿度传感器,根据温湿度信号控制干燥室温度与排气除湿;余热回收系统主要由热管换热器、风机、热泵等组成,环境空气与尾气在热管中对流换热实现尾气的余热回收,尾气换热后进入热泵系统的蒸发器进一步回收低品质热量,预热后的新空气进入热泵冷凝器利用回收后的热量对其进一步预热升温;蒸汽梯级利用系统主要由凝结水箱、汽水分离器、二次蒸发器、蒸汽喷射器等组成,实现蒸汽的梯级利用。
2 单板干燥机节能监控硬件构成
在工业自动化控制的领域内PLC还占据着核心的地位,PLC控制具有长期稳定性而且随着各种新型功能模块的发展,其控制功能越加完善。目前在国内的自动化进程中,PLC自动化控制备受青睐,有着很好的发展前景。本系统采用PLC作为主控设备,与传感器件相结合,可以实现较高精度的测量与控制目的,图2为单板干燥机节能监控系统硬件构成图。
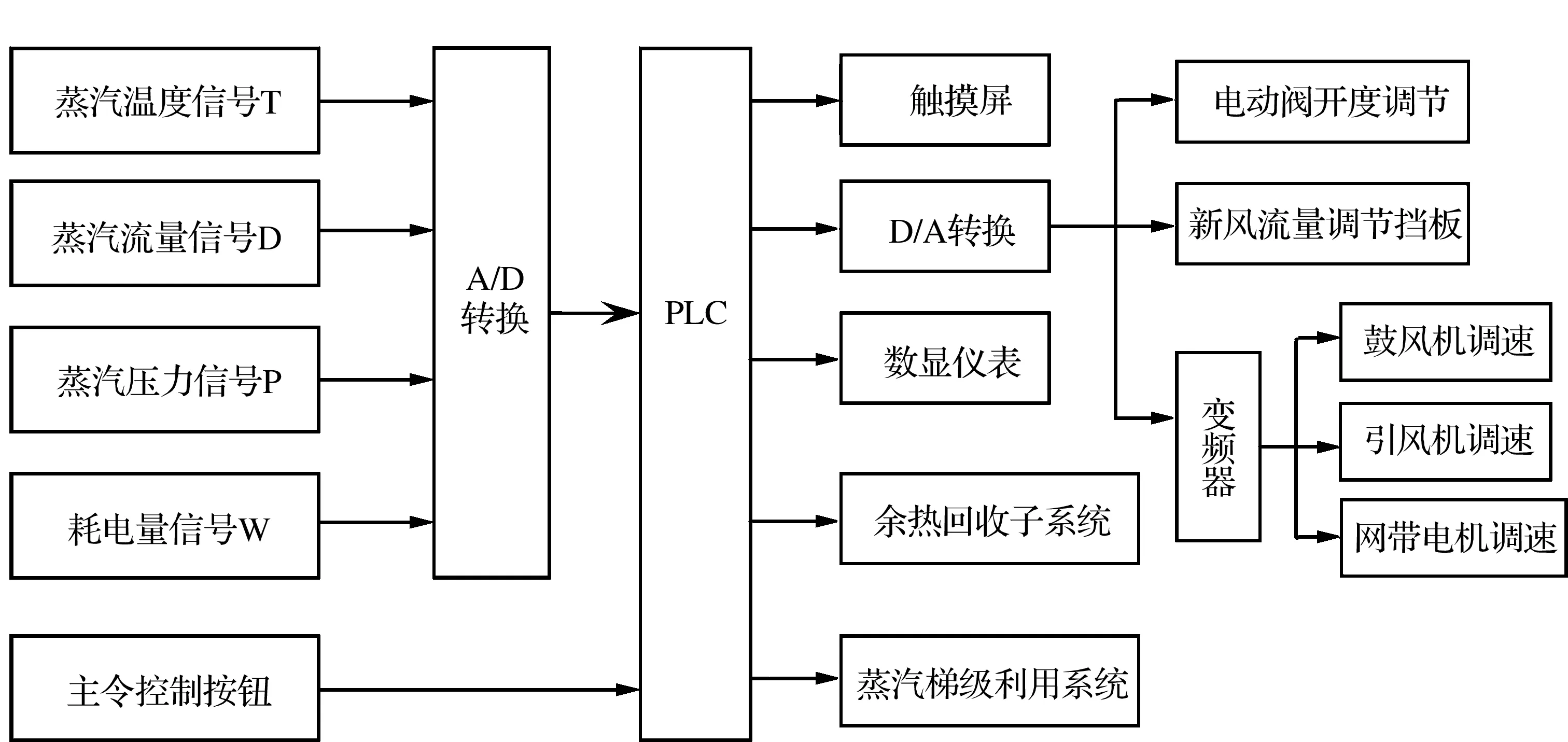
图2 单板干燥机节能监控硬件构成
3 单板干燥机各系统控制要求及流程图
此次设计的节能系统中包括三个部分的控制:余热回收控制系统、蒸汽梯级利用控制系统以及单板干燥室的控制系统,具体的控制要求如下。
3.1余热回收系统控制要求
余热回收系统包括热管换热器余热回收和热泵余热回收两个部分,干燥室的尾气先进入热管实现尾气余热一次回收,换热后的尾气进入热泵实现尾气余热二次回收,其中热管换热器余热回收部分控制要求为:
(1)控制进入排湿废气潜热回收系统的风量为3 500 m3/h,温度控制在45 ℃左右(通过补充少量新风来调节)。
(2)风机均为变频风机,可以控制所需要的风量。
热泵余热回收部分控制要求为:
(1)热泵系统的启停控制。考虑到气候的影响,夏季环境温度较高,当环境空气达到30~35 ℃时进入热管换热后温度已经达到理想状况,这时不需要热泵对预热的环境空气进一步升温,系统自动关闭热泵系统节省电能。
(2)热泵的选用需注意压缩机排气压力过高自动保护、压缩机吸气压力过低自动保护、压缩机停机后再次启动延时保护、压缩机润滑油压过低自动保护,另外蒸发器与冷凝器应具备温度自动控制功能。对于自身无卸载机构的压缩机,不希望压缩机经常开开停停,可以采用热气旁通能量调节法,可将热气旁通阀与喷液阀配合使用。
3.2蒸汽梯级利用系统控制要求
(1)在蒸汽喷射器出口设有压力变送器,根据喷射器出口的压力信号来控制高压蒸汽进口的电动阀门,以保证出口的压力恒定在0.7 MPa左右。
(2)在中压汽进口处设有温度变送器,通过变送器与进水电动调节阀配合将温度控制在164 ℃左右,最后一定温度压力的中压蒸汽送入单板干燥机供汽管道中。
(3)在汽水分离器低压蒸汽出口处设有压力变送器,通过补充少量高压蒸汽的方法(在汽水分离器上设有高压蒸汽进汽阀)控制出口低压蒸汽压力不低于0.16 MPa。
3.3单板干燥机控制要求
实现对网带运行速度的自动调节,在单板干燥室安装含水率在线检测设备,检测到单板含水率高于12%时,降低网带运行速度延长单板干燥时间以保证单板干燥质量;检测到单板含水率低于12%时,加快网带运行速度避免能源浪费,在保证单板干燥质量的同时,尽可能提高单板干燥速度,以提高单板干燥产量。
网带式单板干燥节能监控系统将实现单板干燥机控制系统、余热回收控制系统以及蒸汽梯级利用控制系统的联锁控制,控制过程中一些重要的工艺参数将会在触摸屏中予以显示,并通过触摸屏实时监控尾气以及蒸汽的温度、压力和流量。图3为系统的控制流程图,其中单板干燥机控制系统通过含水率检测信号控制网带运行速度,系统启动后检测到单板含水率高于12%降低网带速度,小于12%加快网带速度;余热回收系统启动后根据温度探头判断环境温度大小,环境温度高于30 ℃不需要启动热泵系统,预热空气通过旁通管道直接进入干燥室,环境温度小于30 ℃热泵系统启动。从热管排出的尾气温度在45 ℃左右,热泵启动后判断进入热泵前尾气温度,尾气温度高于30 ℃打开补充新风阀门鼓入环境空气降低尾气温度,当尾气温度降至30 ℃关闭阀门;蒸汽梯级利用系统启动后,调整高压进汽阀门开度保持喷射器出口蒸汽压力为0.7 MPa,当蒸汽压力小于0.7 MPa调大阀门开度,当蒸汽压力大于0.7 MPa调小阀门开度,同理调整二次蒸发器出口蒸汽压力为0.17 MPa。在蒸汽喷射器减温段通过进水电动阀调节蒸汽喷射器出口蒸汽温度为165 ℃,蒸汽温度高于165 ℃打开进水电动阀门降低蒸汽温度,当蒸汽温度降至165 ℃时关闭阀门。
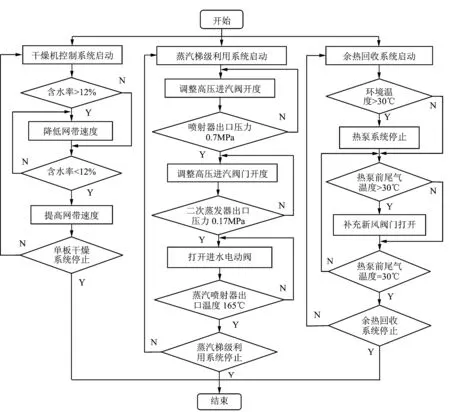
图3 控制流程图
4 监控系统的设计
在这次系统设计通过与主控设备配套的触摸屏完成整个监控系统的设计,整个监控系统完成对单板干燥室、余热回收以及蒸汽梯级利用系统工艺参数的监控,同时根据需要对一些参数进行数据以及数据曲线记录以方便后续的研究分析。此外,监控系统还要完成对节能效果的实时显示。干燥机运行工况的数据监控界面,如图4所示。
设计监控系统时还相应地做出尾气余热回收系统监控界面以及蒸汽梯级利用的监控界面,最后做出一张节能效果实时显示的界面。
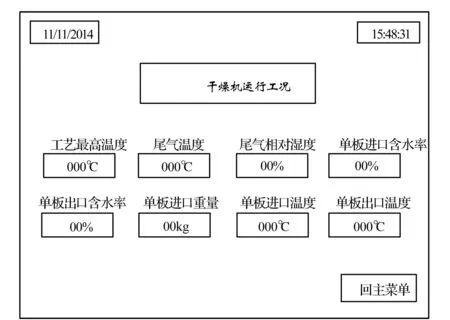
图4 干燥机运行工况监控界面
5 结束语
(1)在这次单板干燥节能监控系统采用PLC作为主控设备,结和触摸屏技术,充分利用PLC的优良的抗干扰能力,构造稳定的控制系统,使系统更加稳定、可靠。针对新的单板干燥余热回收与蒸汽梯级利用节能工艺,针对其独立的控制子系统,利用本测控系统实现设备联锁控制,使得测控系统能更为有效地运行。
(2)应用触摸屏技术,使得人机界面更为友好,可对系统中的各初始参数实现随时修改设定。并可对流量、温度、湿度、单板含水率进行实时可视化监控与在线监测。同时还可对流量、温度、湿度变化曲线进行有效记录,为以后的研究留下数据基础。
(3)通过本监控系统可以有助于获取可靠的技术参数和最佳节能工艺参数,提高能源利用效率,减少能源浪费,获得节能效益。此外还可以实现各个子系统的联动和能源利用效率实时监测,同时可手动/自动控制切换,操作简便,便于操作人员调试和控制,减少人力资源,降低生产成本。同时在保证单板干燥质量的同时,尽可能增加产量。
[1] 徐金梅, 韩晨静, 吕建雄,等. 单板干燥机理及其影响因素研究进展[J]. 林业机械与木工设备, 2013, 41(6): 4-7.
[2] 常健民, 徐瑞玉. 单板干燥机的热能利用分析[J]. 东北林业大学学报, 1990, 18(4): 74-79.
[3] 周 平. 提高单板干燥机效率降低能耗的刍议: 进口单板辊筒干燥机剖析[J]. 木材工业, 1995, 9(5): 33-36.
Energy-saving Monitoring System of Veneer Drying
LV Kun, MEI Yu-chun, ZHANG Jian-ping
(College of Wood Science & Technology, Nanjing Forestry University, Nanjing 210037,China)
Introduces the principle and structure of veneer drying energy-saving monitoring system, combined with two sets of energy-saving technology that were the use of waste heat recovery and steam cascade utilization, using PLC as the main control equipment to build the automatic control system. The author puts forward reasonable control scheme to realize the automation of energy-saving veneer drying, combining with the touch screen to realize the real-time monitoring of process parameters, using the monitoring process parameters to calculate the energy consumption status and energy efficiency of veneer drying, and display it on the touch screen, clear visual display of the energy-saving effect is convenient for the improvement of energy saving technology.
Veneer drying; Energy conservation; PLC; Touch screen
2015-05-27
2015-06-10
十二五国家科技支撑计划“胶合板生产干燥节能技术”(2012BAD24B0304)
吕坤,男,硕士研究生,从事木材工业自动化控制系统研究。
10.3969/j.issn.1009-3230.2015.07.013
TP273
B
1009-3230(2015)07-0045-05