液压挤压毛坯过程特点
2015-02-25上海桦厦实业有限公司蔡徐伟唐丽琴上海保捷汽车零部件锻压有限公司赵峰冰王佳佳冯杨
■上海桦厦实业有限公司 蔡徐伟,唐丽琴■上海保捷汽车零部件锻压有限公司 赵峰冰,王佳佳,冯杨
液压挤压毛坯过程特点
■上海桦厦实业有限公司蔡徐伟,唐丽琴
■上海保捷汽车零部件锻压有限公司 赵峰冰,王佳佳,冯杨
在压力加工过程中,这些材料黏附在模具上,造成材料变形不均,在制造零件表面形成缺陷。现在有一系列方法减少变形工艺不均匀性:减小模具工作表面接触摩擦影响,补充处理毛坯表面等。由于变形材料和模具间有润滑层隔开,能够降低外摩擦影响。此方法在液体挤压中应用,为的是降低挤压应力并提高模具寿命。在《锻模设计技术及实例》中说明了在积极摩擦力作用下,提高金属塑性并保证变形均匀性。在挤压周期终了,当挤压零件突发事故时,挤压行程不可控性是液压挤压缺陷之一。为提高毛坯在变形过程中位移的可操作性,采用液力挤压方法,计算在挤压中高压液体作用的压力与机械力。
1. 工作目的
由于润滑层厚度对毛坯应力、应变状态及力能参数有巨大影响,因此选择最佳润滑层厚度顺利实施液压挤压是非常必要的。
现在工作的目的:研究进行液体挤压时力能参数和毛坯润滑层厚度,以保证降低挤压力并沿着毛坯截面减少变形不均匀。给出两个挤压过程工程分析比较案例:常规正挤压和液体挤压(见图1)。其中模拟材料选择硬铝合金2A12。
2. 过程分析
使用整套模拟软件DEFORM—2D对正挤压和液压挤压进行模拟,以确定轴对称毛坯在室温20℃下等温挤压力。挤压桶直径Dj=30mm,凹模口工作带直径10mm。
因此,在DEFORM—2D整套基本数据库里没有2A12抗拉强度曲线,所以据其物理—力学性能选择了相近国外类似铝合金2024,数据库中有其强度曲线。有关文献给出润滑材料流变性能。
毛坯正挤压模拟时划分成1500个单元,而在液体挤压和润滑层厚度模拟时对应分成1000个和500个单元。模拟时设备为液压机,凸模位移速度0.1mm/s。在液体挤压时使毛坯和挤压桶对应半径Rm和Rj变形。挤压力和变形节距关系如图2所示。
正挤压过程模拟结果对应该过程的典型曲线如图2a所示。按照变形规范建立压力为29.5kN。
对应半径比Rm/Rj=0.8条件下液力挤压过程可以分成两个阶段:第一阶段毛坯在凹模中发生变形,挤压力33kN;第二阶段为设定规范过程出口,挤压力降低到25kN(见图2b)。
同时,毛坯在变形区域第二阶段减小变形,润滑层流动开始超过毛坯表面层流动,因此,挤压过程具有积极摩擦力的作用。图2b(进入凹模锥形部分)直径截面变形开始区域,毛坯与润滑层有个分离界面。
在Rm/Rj=0.85条件下,液力挤压过程增加了毛坯在凹模中挤压持续性,与正挤压相比,按设定规范挤压力降低到27.5kN(见图2c)。润滑层流动速度甚至超过毛坯表层流动速度,产生了积极摩擦力。

图1 挤压实例
在Rm/Rj=0.9条件下,液压挤压过程增加了毛坯在凹模中挤压
的持续性。与正挤压相比,按设定规范挤压力降低到29kN(见图2d)。但在此情况下,润滑层的流动速度略低于毛坯表层流动速度。因此,在第二阶段挤压力得到增加(凹模顶出工件完成)。这可通过毛坯变形区域扩大和毛坯进入凹模锥形区域前就被吸入变形区域来解释(见图2d右侧箭头所示)。
分析毛坯截面应力分布图模拟结果可得出如下结论:在规定变形规范条件下,在Rm/Rj=0.9时,液压挤压零件表面将形成裂纹。出现缺陷的同时,在按规范挤压时毛坯表层金属位移速度低于中心。挤压件表层就会出现拉应力和毛坯心部的金属爆裂。
为消除所指出的缺陷和提高零件质量,提出降低挤压速度或安装辅助凹模以阻止过大拉应力值,保证必需的阻力以消除形成类似缺陷。第一种方法缺陷是降低了挤压过程生产率仍保存在变形不均匀的缺点;而第二种方法提高了模具装备复杂性。另外,研究了与润滑层厚度有关沿着毛坯各种截面不均匀变形过程。最小不均匀变形在液力挤压条件下半径的比值Rm/Rj=0.85,最大是在常规正挤压条件下。在变形最小不均匀判据基础上确定润滑层的最佳厚度。
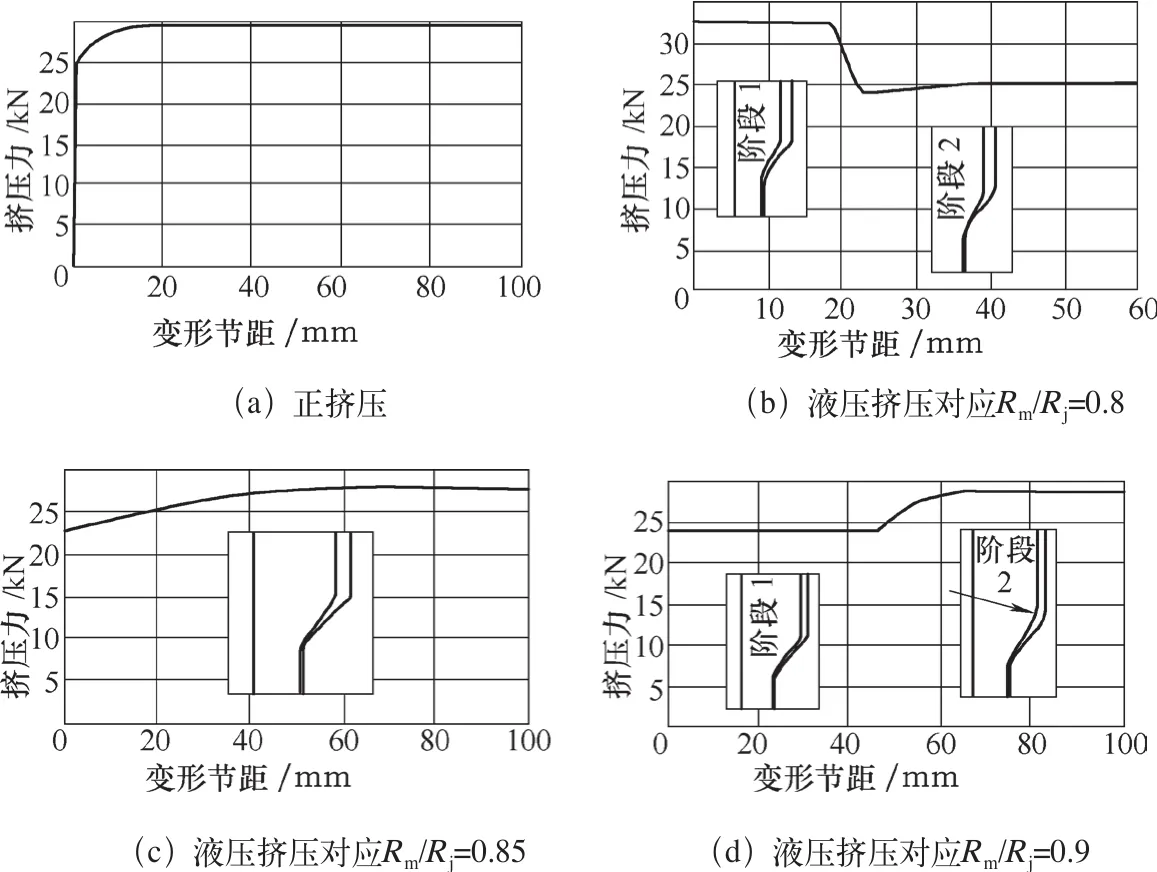
图2 正挤压和液体挤压下挤压力与变形节距的关系
20150628
