基于SINUMERIK 802D数控系统在车床CK6141改造中的成功应用
2015-02-24季照平
季照平
(南通职业大学机械工程学院,江苏南通 226007)
CK6141车床是某校1996年从某机床厂购买的凯恩帝系统的卧式车床。该机床是该校学生金工实习的重要设备,运行一直比较正常。但是最近几年,由于使用时间比较长、电气元件及控制系统老化,导致系统运行不稳定,故障频发,无法正常运行。经过对不同数控系统的反复比较、论证,拟采用SINUMERIK 802D数控系统对车床进行改造。
1 改造方案
1.1 数控系统及驱动的选型
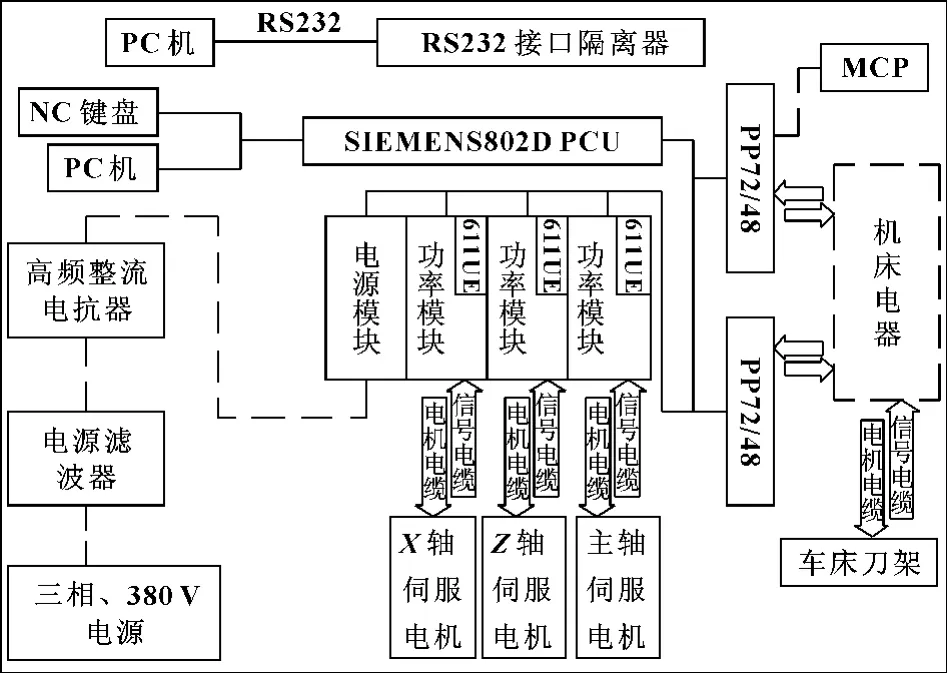
图1 机床系统框图
SINUMERIK 802D数控系统具有免维护性,其关键部件PCU把PLC、CNC、通信和人机交互界面等功能进行系统集成,运行稳定、便于安装;SINUMERIK 802D数控系统可以对一个数字或模拟主轴和4个进给轴进行控制,通过现场总线Profibus将驱动器、输入输出模块连接起来。CK6141车床原先X、Z轴就配备了直流伺服电机及驱动放大器,机械传动结构是滚珠丝杆和定比齿轮箱,这些都为机床改造创造了有利条件。通过对实际情况的仔细研究,伺服放大器选用 SIEMENS 611UE、伺服电机选用 SIEMENS 1FK7、变频器选用SIEMENS MASTER440,将原有的放大器、伺服电机、变频器全都进行更换。伺服放大器SIEMENS 611UE可以对一个模拟主轴和两个进给轴进行控制,主轴可由CNC发出指令进行控制,并且主轴电机带有绝对值编码器,可实现转进给G94和螺纹G33等功能。改造后的机床系统框图如图1所示。
1.2 数控系统的安装调试
SINUMERIK 802D是运用Profibus现场总线控制的经济型数控系统,输入、输出和位置调节信号均是通过Profibus总线传输的。总线Profibus的主备是PCU,它的每一个从设备都有专属于自己的IP地址,因此可以对从设备进行任意排序。PP72/48的总线(通过总线Profibus接口连接)地址由模块上的IP地址开关S1设置。PP72/48模块一的总线地址设为“9”,PP72/48模块二的总线地址设为“8”,若选配更多,则依次设定。伺服放大器611UE的总线地址可以通过自身携带的输入键设定,亦或用软件Simocom设置。伺服放大器的总线接口模块用于控制电流环和速度环。SINUMERIK 802D数控系统可提供标准的机床控制面板,面板上均提供6个客户自定义键,每个键都分配好固定的总线地址,可通过PLC对其进行编程设定,所以改造机床时可根据实际需要对这些按键进行定义。
1.3 PLC的调试
由于该机床使用年限较长,原先润滑及冷却系统等部件都相当陈旧,部分装置无法正常工作。所以改造中,更换了冷却泵、刀架换刀电机、主轴箱和导轨液压润滑油泵,确保改造后这些部件能稳定运行。PLC程序对控制刀架电机、冷却系统电机、润滑系统电机的辅助触点进行采集并运用于逻辑控制。设计PLC同时全面考虑了机床的机械和软件限位、急停信号、进给轴之间的互锁信号,并通过总线将所有这些输入、输出信号采集到PLC内进行逻辑控制。通过对数控机床工作原理的充分研究,设计出合理的PLC程序。由于SINUMERIK 802D数控系统自身携带标准的PLC程序,所以机床改造时亦可根据实际情况,对原标准PLC程序进行修改,从而达到所需的机床逻辑控制。
具体调试PLC程序的方法如下:(1)用SINUMERIK 802D提供的RS232通信电缆将数控系统和计算机的COM口进行连接;(2)数控系统进入联调方式:系统→PLC⇀STEP7→设置通信参数→选择“连接开启”软键;(3)运行PLC编程软件,找到通信界面,设置通信参数;(4)在PLC软件内编制好正确的逻辑控制程序,通过通信电缆,导入到数控系统。成功导入后,在数控系统中启动PLC应用程序。(5)对主轴和X、Z进给轴进行调试,使得PLC程序实现机床所要求的具体功能,并将SINUMERIK 802D提供的6个用户自定义分配好相应的功能,如换刀、机床照明、润滑、冷却等功能。
1.4 变频器SIEMENS MASTER440的调试
变频器MASTER440可与各种驱动器相匹配,它采用简洁的模块化设计,Profibus总线模块和操作面板均可安装、固定在上面,并且它运用了最前沿的IGBT技术 (易操作、高稳定的矢量控制技术)。通过磁通电流控制单元优化动态响应,从而优化电机控制。CNC数控系统和驱动系统是通过Profibus总线进行通信,并实现对其控制。通过伺服放大器611UE携带的75A模拟接口和15端子对MASTER440变频器进行控制,变频器的接通和切断是通过PLC程序来实现的。变频器和放大器的连接示意图如图2所示。
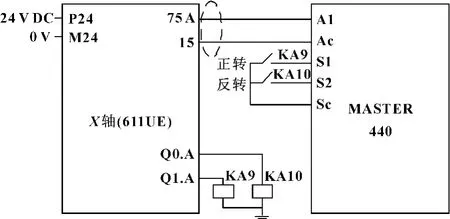
图2 变频器和放大器连接示意图
1.5 伺服放大器611UE的调试
根据机床加工的实际需要,为机床驱动进给系统配置了带有绝对编码器的伺服电机1FK7和伺服放大器611UE。数控设备的加工性能在很大程度上由位置控制系统和伺服放大系统的性能决定,如机床的最大切线进给速度、主轴角定位精度、位置定位精度、重复定位精度等皆取决于位置控制和伺服放大系统的静、动态特性。伺服驱动装置由速度控制单元和伺服电机构成,它可以对电机转速进行任意调节并满足在切削过程中所需的扭距。位置反馈检测单元根据定位精度的要求实时反馈闭环控制系统所需要的反馈信号。在PLC程序调试完毕后,把计算机和伺服放大器611UE的X471接口用驱动器通信电缆进行连接。把驱动进给系统上电后,伺服放大器的液晶屏上显示“A1106”,则表示驱动系统数据未设置,同时总线接口模块和R/F的红灯均亮起。在计算机中启动Simocom驱动系统调试软件,然后设置好通信方式、电机参数、Profibus总线地址等参数后,伺服放大器液晶屏则显示“A0831”,同时总线接口模块上的红灯依然亮起,表示当前处于总线数据通信状态。设置参数后,注意将参数进行保存。
1.6 SINUMERIK 802D的基本参数设定
总线Profibus的参数通过参数号MD11240来设定,将该参数设置为4后,伺服放大器的液晶屏显示“A832”(表示总线没有同步信号),同时放大器总线接口上的指示灯呈绿色;驱动定位模块由参数MD30130、MD30220设定;位置控制参数MD30130、MD3024设定生效后,放大器液晶屏显示“RUN”;传动系统参数为MD31030、MD31050、MD31060,按技术方案要求进行设定;最后设置机床回零参数。
2 数控改造后CK6141所实现的基本功能
(1)回参考点功能
将机床及数控系统上电后,将工作方式旋至“回零”模式,然后分别按下机床X+和Z+的方向键,机床自动建立机床零点。
(2)增加手脉功能
在手脉工作模式下,可以进行进给轴选择,可以设定手脉进给倍率1、10、100 μm等。可通过手脉方法实现轴的快速、准确的定位。
(3)MDA(手动数据输入/自动加工)功能
在MDA模式下,机床操作人员可以输入单句或几句程序进行自动运行。该功能大大缩短了刀补检验时间,为程序调试带来方便。
(4)建立刀补的功能
编程操作人员可将对刀时产生的数据 (刀具直径、刀号、刀具类型、刀具偏置方向和偏置值等)输入到SINUMERIK 802D对应的刀补寄存器里面。该功能对刀具补偿的运用尤为重要,可以大大简化编程,提高加工效率。
(5)自动加工功能
在自动加工模式下,按下“Program”键,查找并打开已经编辑好的程序,按下“Cyclestart”键,程序启动,机床进入自动运行状态。“Program”目录下的数控加工程序可自行在系统面板上编辑输入也可通过软件将外部程序导入。
3 结论
此次机床改造是以机床的实际使用状况为基础,综合考虑机床的使用需求以及经济效益,最终选用了当前使用广泛的SINUMERIK 802D系统。改造过程中,对原有机械部件作了小部分优化,消除了齿轮间隙较大的缺陷。机床改造后通过长时间的试切削运行,证明此次机床改造是成功的,并达到了改造的预期目的。
[1]西门子数控(南京)有限公司.SINUMERIK 802D安装调试版本,2002.
[2]陈子银,陈为华.数控机床结构原理与应用[M].北京:北京理工大学出版社,2006.
[3]孙慧平.数控机床安装调试技术[M].北京:电子工业出版社,2008.
[4]文怀兴,夏田.数控机床系统设计[M].北京:化学工业出版社,2005.
[5]余雷声,方宗达.电气控制与PLC应用[M].北京:机械工业出版社,1997.
[6]郁汉琪.电气控制与可编程控制器应用技术[M].北京:东南大学出版社,2003.
[7]徐锦康.机械设计[M].北京:高等教育出版社,2004.
