球面磨削技术的研究与探讨
2015-02-24张宇
张宇
(常州工学院机械与车辆工程学院,江苏常州 213026)
在机械类零件中,球形零件是一种比较常见的零件,比如手柄用球类零件,尺寸小,精度低,用车、铣加工就可以完成。但是随着社会的进步、科学技术的提高、新材料的发现,超硬球面的配合在万向节、球阀行业得到越来越广泛的应用。此类球形零件,要求表面光洁度高,形状误差小,车、铣加工已经不能满足要求,必须进行精密磨削加工。生产企业因为不同的生产规模和不同的自身条件,采用正确的磨削方法,选用合适的参数,是至关重要的问题。文中在球面的磨削方法及参数的选择依据上进行探讨,力求对企业能有所帮助。
1 球面磨削方法
1.1 成型砂轮磨削法磨削球面
球面成型磨削就是把砂轮的圆周面修成工件的反向形状,砂轮过轴心截面的凹圆半径等于球面工件的半径,如图1所示。在磨削过程中,工件按C向转动,砂轮高速回转,并且沿X轴进给,不能在Z轴上移动。这种方法可以在普通或数控外圆磨床上实现,其特点是:
(1)砂轮的宽度必须大于球形工件的厚度。
(2)砂轮磨削宽度越大,工件磨削抗力就越大。
(3)球面形状精度的要求,决定于成形砂轮的形状精度和砂轮最终进给的位置精度。
(4)一般情况下,一种工件对应一种成型砂轮。
(5)磨削过程中,砂轮和工件不能相对Z轴移动,工件球面上的磨削纹路是一条一条相互平行的圆环线,表面粗糙度值比较大。
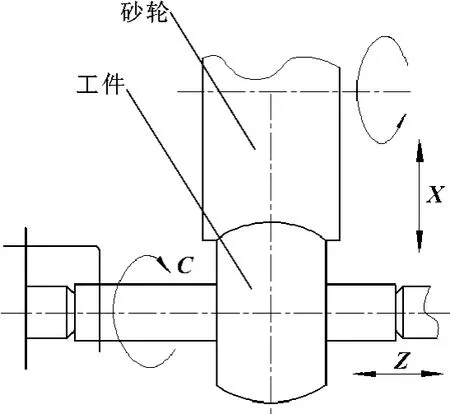
图1 成型磨削加工示意图
成型法磨削球面,球面的直径不能太大,适合较小球面的磨削;要求机床刚性强,机床X轴的传动精度要好。优点是磨削效率高,适合大批生产,缺点是砂轮修整麻烦。
1.2 数控磨床插补法磨削球面
在两轴数控外圆磨床上,用轨迹法进行磨削。砂轮周圆面修整成尖形或半圆形,用数控程序圆弧插补磨削球面,如图2所示,其特点是:
(1)适应较大直径或较宽的球面磨削。
(2)磨削抗力小。
(3)球面轮廓形状的精度,决定于数控机床的定位精度、运动精度和砂轮的形状精度以及系统的轮廓跟随精度。
(4)一种砂轮可以磨削不同半径的球面工件。
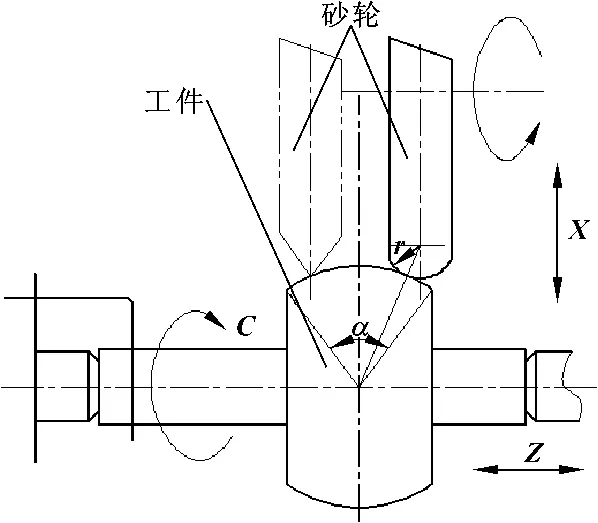
图2 差补法示意图
插补法磨削球面,可以磨削较大直径或较宽的球面;机床的刚性要求,没有成形法磨削那么强,并可以进行反复精磨,适合品种多、批量小的生产,缺点是磨削效率低。
如果用图2所示左边尖形砂轮插补磨削,砂轮磨损快,保持性差;如果圆周面修整成圆形的砂轮(如图2中上右砂轮)进行磨削时,尽可能增加砂轮周面圆的半径r,可以增加砂轮的磨削寿命。
1.3 杯形砂轮展成法磨削球面
展成法磨削球面又称为范成法,在当前球面零件磨削时,常常采用这种方法。展成法属于非成型砂轮磨削。当机床至少具备一个直线进给X轴和一个带动工件转动的回转C轴,按图3所示布局,就可以用展成法磨削一定宽度的球面零件。以国内生产的MA6025工具磨床或2M9120多用磨床为例,磨头主轴安装杯形砂轮,并把杯形砂轮和工件的相对运动调整成图3所示位置,即可用展成法磨削球面。
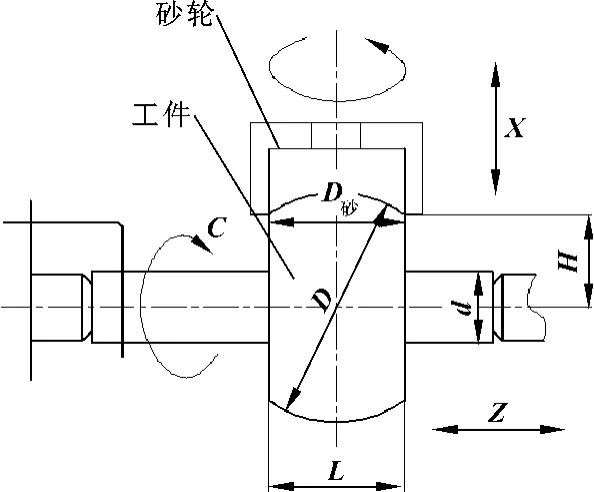
图3 展成法磨削加工示意图
2 杯形砂轮展成法磨削球面参数计算
2.1 平形平面的球面展成法磨削加工参数设计
如图3所示中具有平形平面的球面,已知圆球直径D,球轴 (芯轴)直径d,圆球厚度L,砂轮与圆球最终位置尺寸H,杯形砂轮内径D砂,则杯形砂轮尺寸的选择范围:

此时,在整个磨削和进给过程中,砂轮轴线中心必须通过工件球心。并且,最终进给位置尺寸H与杯形砂轮内直径D砂及工件球形直径D的几何尺寸关系如下:

由公式 (2)可知:在杯形砂轮内径D砂一定的情况下,球形工件的直径D与X轴进给值H有关。换句话说,通过调节图3中H值,就可以实现一种杯形砂轮磨削不同直径的球面工件。
在实际磨削中,如果抽查获得工件球径值为D1,要达到最终球径尺寸D时,可以推导出进给量ΔH值的计算公式如下:

2.2 半球面或多半球面的展成法磨削加工参数设计
如果要加工的零件是半球面或多半球面,就必须把安装半球面或多半球面工件的主轴和杯形砂轮主轴相互调整成一定的角度,如图4所示,才可以进行展成法磨削,其磨削要点为:
(1)在整个磨削加工与进给过程中,杯形砂轮轴线中心必须始终通过工件球心。
(2)杯形砂轮的磨削点必须通过工件球面回转顶点,如图4中的点A。
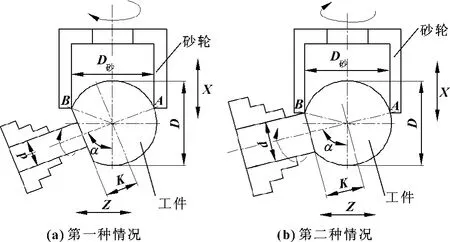
图4 半球或多半球展成法磨削加工示意图
在图4(a)中,通过几何关系可推导出杯形砂轮的内径:

其中:当工件球面大于半圆时K为正值,小于半圆时K为负值。
在图4(b)中,通过几何关系可推导出杯形砂轮的最大内径:

此时,杯形砂轮轴线与球面工件轴线对应的夹角:

即:在图4(a)中砂轮的直径选择范围如下:

同时,砂轮轴线和工件轴线的夹角α的选择范围如下:

必须注意:夹角α和砂轮直径D砂是一一对应的,一旦砂轮的直径D砂确定,夹持工件的角度α也相应确定,其关系如下:α=arcsin(D砂/D),并且在以上展成法磨削中,机床Z轴不能移动,Z轴在机床调整时使用。
3 展成法磨削球面参数应用
如上所述,展成法磨削球面,杯形砂轮的内径D砂按照公式 (1)或 (7)进行选取,但是也必须满足砂轮在其转速下,最小磨削线速度能够正常磨削工件,最大磨削线速度不能超过砂轮的安全速度。如图3和图4所示,选择砂轮的内径D砂为最小值L或弦长AB时,对避免砂轮和机床其他零部件的干涉有利,但是,对杯形砂轮和工件的冷却和冲洗不利。当工件需要充分冷却时,冷却液不能进入砂轮和工件封闭的内部,使工件不能充分冷却和冲洗,影响磨削质量和磨削效率,甚至烧伤工件,同时限定了杯形砂轮的直径范围,也限制了所能加工球面工件的尺寸范围。
公式 (1)和公式 (7)指出:杯形砂轮在磨削球面时,砂轮直径取值有一定的范围,在砂轮磨削线速度能够正常磨削工件及与其他机床零部件不干涉的情况下,尽可能大地选择杯形砂轮内径D砂。如图5所示,既可以满足磨削加工条件,冷却液也可以从工件侧面进入砂轮内腔,起到有效冷却和冲洗工件的效果。在实际生产中,球形零件的形式是各种各样的,只要根据零件、机床、砂轮作适当的变化,如图6、图7所示,同样可以达到以上的效果。
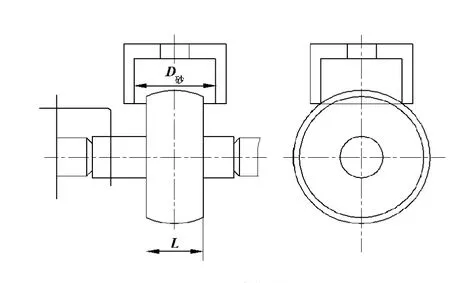
图5 对称位置图
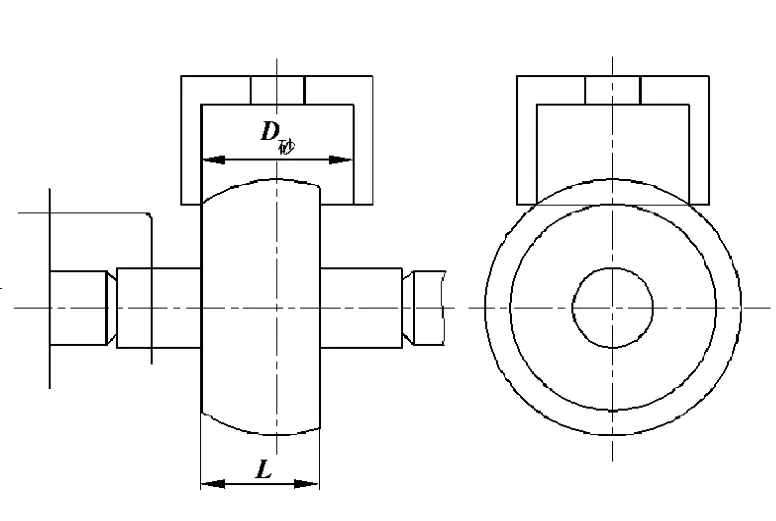
图6 左偏位置图
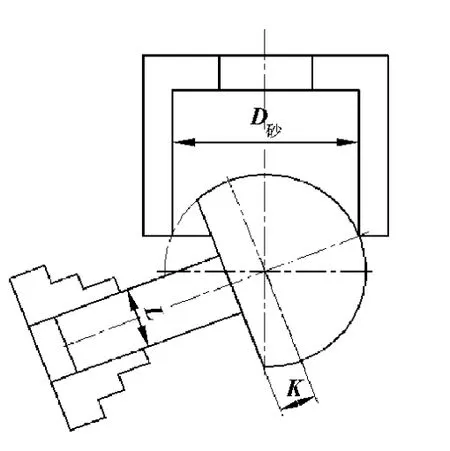
图7 右偏位置图
4 展成法磨削加工砂轮参数改进
用上述方法进行球面磨削时,均以杯形砂轮端面内圆的交线磨削工件,在磨削过程中,砂轮容易磨损,需要勤修砂轮端面,否则球体的尺寸误差加大。这种情况下,通常把砂轮修整器安装在相对于工件固定的工作台上,进行在线测量,用程序补偿砂轮修整量来提高磨削精度。
在实际应用中,也有把杯形砂轮内孔修成斜面进行磨削球面,以延长砂轮磨削寿命,如图8所示。工件在磨削过程中,随着工件球体半径的减小,砂轮磨削点的直径D砂也在减小,即工件在砂轮上的磨削环线也是变化的。其中磨削环线的范围ΔL、杯形砂轮磨削环线的半径变化量ΔD砂/2、工件球体的半径磨削余量ΔD/2、进给余量ΔH及磨削斜面与砂轮轴线的夹角α有如图9的几何关系,其代数关系如下:

由公式 (9)可以知道:工件球体在一定的磨削余量ΔD下,α值越小,ΔL越大,砂轮的磨削寿命越长。
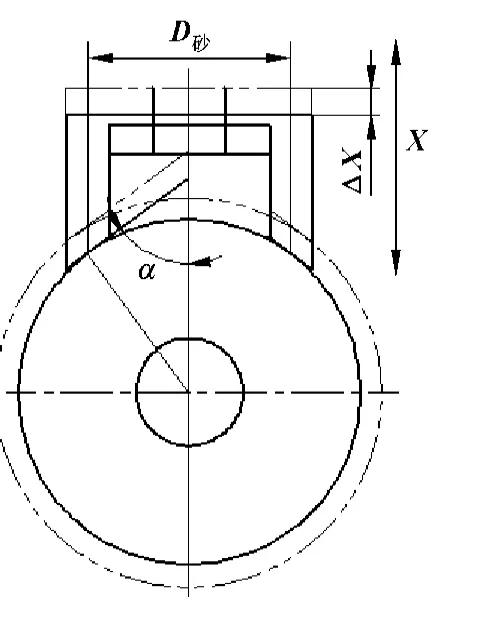
图8 砂轮修整示意图
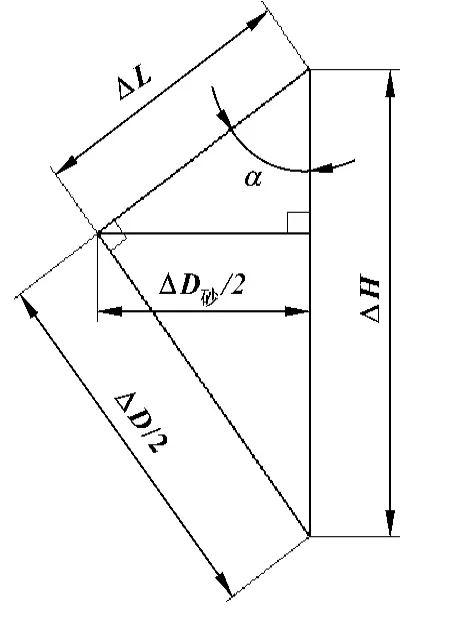
图9 轴线夹角关系图
5 展成法磨削球面的应用
作者曾为南方某陶瓷球阀设计一款球面磨床,机床的方案是在上述的基础上再增加一个垂直于工件轴线和砂轮轴线组成的平面,并且通过球心的回转摆动轴,如图10所示。
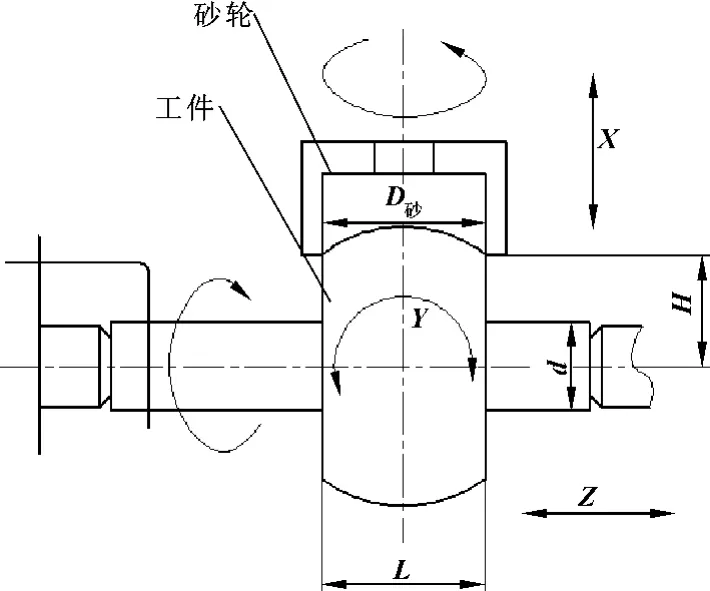
图10 机床进给改进图
即球形工件 (或砂轮)除自身轴线转动外,还必须绕垂直于工件轴线 (Z轴)和砂轮轴线 (X)的Y轴回转摆动,不考虑机床结构和参数的限制,从机床运动形式来说,一种杯形砂轮按范成法可以磨削任何半径和宽度的球面。其磨削纹路由相互交叉的圆环组成,它和上述成型法磨削和插补法磨削比较,其表面光洁度和形状精度要提高很多。
6 结论
当球面零件品种单一、数量较大、精度要求不高时,适合采用成型法磨削;当球面零件品种较多、批量不大、精度要求不高时,适合采用插补法磨削;当磨削批量大、精度高的球面时,适合采用范成法磨削球面;当球面零件品种较多、精度要求高时,采用带回转摆动的范成法磨削球面时效果更好。
[1]机械工程手册,电机工程手册编辑委员会.机械工程手册:第8卷:机械制造工艺(二)[M].北京:机械工业出版社,1983.
[2]查体建,许黎明,罗睿,等.轮杯形砂轮磨削高硬度球面砂轮磨损的研究[J].工具技术,2013,47(2):3 -7.
[3]吴琦.高硬度回转球面精密磨削技术的研究[M].上海:上海交通大学出版社,2007.
[4]侯海云,蒋天一,胡德金.五轴磨床加工精密球面的磨削形态及运动分析[J].制造技术与机床,2011(3):58-63.
[5]张成兴.球面磨削方式和球面磨削机床探讨[J].制造技术与机床,2013(5):77-79.
