环模压块机成型工艺参数与水稻秸秆压块热值的相关性试验
2015-02-21陈树人蒋成宠尹建军蒋晓霞
陈树人,蒋成宠,姚 勇,尹建军,蒋晓霞
(1.江苏大学现代农业装备与技术教育部重点实验室,江苏镇江 212013;2.江苏圆通农机科技有限公司,江苏丹阳 212325)
秸秆压缩成型技术是将秸秆废弃物等用机械加压的方法,使原来松散、无定形的原料压缩成具有一定形状、密度较大的固体成型燃料.秸秆在经过压缩成型之后,密度、强度都有了质的改善,不但利于储藏和运输,更在使用上大大提高了生物质作为燃料的品质和性能,可以为日常生活、工业生产提供高效清洁的能源.
我国作为农业大国,秸秆资源非常丰富,我国农作物秸秆的总量约有7亿t,但对于如此巨大的宝贵资源,利用率却不足30%.据统计,每年的秸秆资源如果可进行充分利用,相当于3.1亿t标准煤[1-4].
但是,热值作为衡量秸秆压块燃料特性的重要指标,近几年来国内外对于秸秆热值的相关研究不多,其中对于水稻秸秆成型压块的热值研究更为少见[5-9].秸秆成型压块作为一种燃料,其燃烧特性至关重要.目前由于缺少理论的支撑,对于高热值压块的成型还是凭借着经验生产,不但成型出来的压块热值参差不齐,偏差较大,而且在实际生产上对于生产设备的性能不能准确地把握.为提高秸秆压块的热值,增强其使用性能和秸秆利用效率,并为环模压块成型机对高热值压块的生产提供相应的理论依据,又由于低位热值从燃料的高位发热量中扣除烟气中水蒸汽的汽化潜热,更加接近燃烧时的实际发热量,故文中以立式环模压块机的生产工艺为研究对象,探求不同成型条件对秸秆压块低位热值特性的影响,并且设计二次正交旋转组合试验,建立压块热值的数学预测模型,分析各影响因素之间的相关性以及秸秆压块最佳热值模型的指标.
1 试验材料、仪器及方法
1.1 试验材料和仪器
9JYK-2000A型环模式成型机(江苏圆通科技有限公司,见图1);水稻秸秆(采用江苏丹阳地区种植的镇稻413型水稻秸秆成型);高精度万能全自动量热仪(郑州三博仪器仪表有限公司);JA312002电子天平(上海双旭电子有限公司),最大量程100 g,精度为0.1 mg;竑力高速多功能粉碎机(上海塞耐仪器有限公司);自动程控烘箱(杭州卓驰仪器有限公司);FD-G2型高频波数字水分仪(上海佳实有限公司);喷雾器.

图1 9JYK-2000A型环模式成型机
1.2 试验方法
1.2.1 试验流程
针对立式环模压块机的实际工况,分别调整和控制成型工艺中的主轴转速、成型温度和含水率3大影响因素.主轴电机与EPU-S矢量型变频器接线相连,直接在变频器的控制面板上输入相应的转速数值,可准确实现对主轴转速100~280 r·min-1范围的控制.通过上压板中温度传感器和控制柜中XMTD数显温控仪,可对立式环模压块机的成型温度进行80~200℃范围的调整和控制.对于秸秆含水率的控制,首先用铡草机将水稻秸秆铡切成50~100 mm的草段,自然风干后进行调湿处理,具体步骤为将水稻秸秆放入自动程控烘箱进行烘干处理,当温度上升到150℃时,关闭电源,将物料在烘箱内保温10 min后取出,利用FD-G2型高频波数字水分仪进行测量,并配合喷雾器对秸秆含水率作调湿处理,调湿结果分别为 10%,14%,18%,22%和26%,并将调试后的秸秆分类装入密封袋备用.根据二次正交旋转组合试验的设计,分别控制主轴转速、成型温度和含水率进行成型试验,并在每一种试验条件下正常工作10 min后再分别取4段秸秆压块样品,装入密封袋中做好标记,如图2所示.

图2 不同工况下取样的水稻秸秆压块
1.2.2 水稻秸秆压块含水率的测定
为在全自动量热仪中对秸秆成型压块的低位热值进行准确的测定,需在设备中输入相应的秸秆压块样品的含水率值,故在热值测定前需要测量同一条件下压块的含水率.具体方法如下:取一块小纸板,将其放在电子天平上称量,质量为m1.从同一试验条件下获得的四段压块中取出一段样品,将其剪成小段放在小纸板上置于电子天平称重为M1.接着将碎压块倒入粉碎机中进行粉碎后,放入自动程控烘箱进行烘干处理.当温度上升到150℃时,关闭电源,在烘箱内保温10 min后将碎压块连同小纸板一起取出,放在电子天平上称重质量为M2,再称重小纸板质量为m2,则水稻秸秆压块的含水率为

1.2.3 水稻秸秆压块低位热值的测定
依照农业行业标准NY/1881.4—2010《生物质固体成型燃料试验方法》,对水稻秸秆压块的低位热值按照以下方法进行测定:取出全自动量热仪氧弹中的小坩埚,洗净并干燥后置于电子天平上称量质量为m3;取经粉碎机粉碎的压块碎屑放入小坩埚中,质量约为1.0~1.5 g,置于天平上称量质量为m4;在氧弹内部系上点火线并盖上盖子后,检查气密性,打开氧气瓶阀门,向氧弹中充入氧气,然后将氧弹放入全自动量热仪中,并通过显示屏输入压块碎屑的质量(m4-m3)和含水率值;最后启动工作按钮,在大约20分钟后,全自动量热仪将会输出关于所测水稻压块的低位热值.
1.3 试验设计
以低位热值为试验指标,每次试验组合取3个样进行低位热值的测定,最后取平均值.立式环模压块机的成型工艺对秸秆压块低位热值主要影响因素包括:主轴转速X1、成型温度X2和含水率X3[10-12].在探索性试验的基础上,确定了各影响因子合适的条件范围,并采用3因素5水平以及Design-Expert 8.0.6软件设计正交试验.试验采用Design-Expert 8.0.6提供的central composite正交试验,即3因素5水平部分正交试验[13-14],在满足试验要求的前提下,减少了试验量.在对相关的参考文献进行研究后并根据前期相关的试验研究结果,选择主轴转速、成型温度和含水率作为影响因子,以水稻秸秆压块燃烧的低位热值作为试验指标,并以 -2,-1,0,1,2分别代表自变量水平,对自变量进行编码.臂长y=2,共20个处理组合.试验因素水平及条件如表1所示.

表1 各变量水平编码表
2 结果与分析
2.1 回归模型的建立与检验
试验设计和试验结果如表2所示.

表2 试验方案及结果
试验数据采用Design-Expert8.0.6分析软件进行回归分析,并利用响应面分析法对3因素间的相关性和交互效应进行分析.
合适的模型类型以及模型中重要的线性和交互性的模型组是通过方差分析和其他适当的计算而获得的[15-16].将本试验方案以及试验结果导入 Design-Expert8.0.6,关于低位热值回归方程方差分析结果如表3所示.
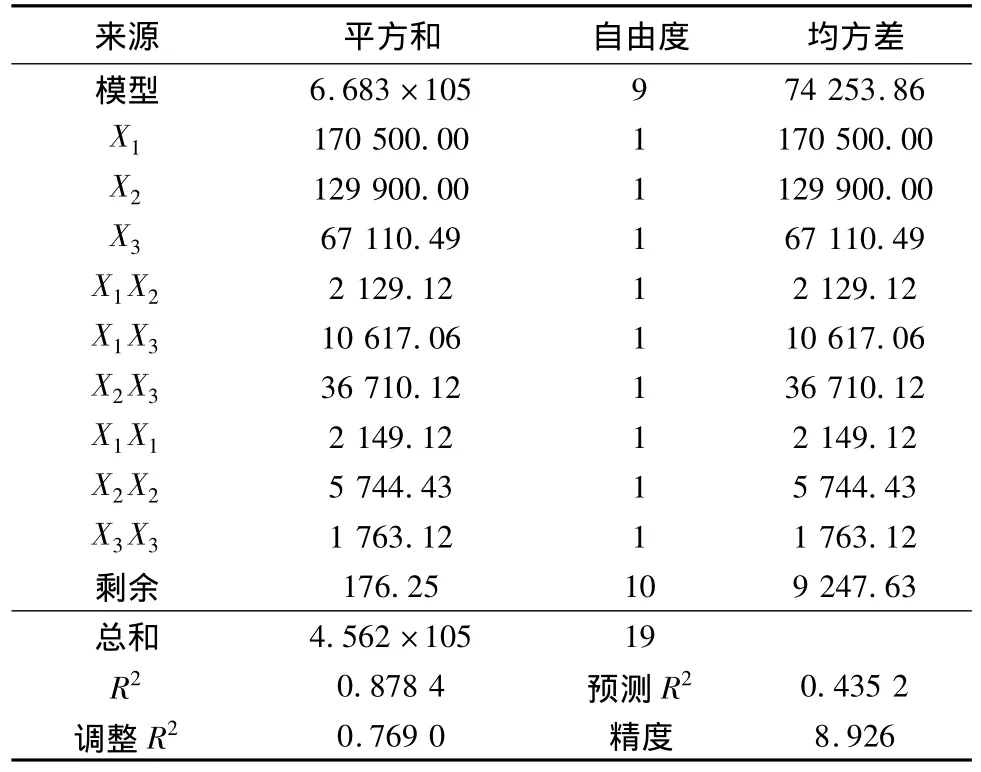
表3 低位热值回归方程方差分析
表中R2称为方程的确定性系数,表示方程中自变量X对因变量Y的解释程度,所得R2的修正值为0.878 4,表明回归方程与试验值整体上符合程度较高.F检验是通过方差分析表输出的,通过显著性水平检验回归方程的线性关系是否显著.一般来说,显著性水平在0.05以上,均有意义,而所得F值为8.03(大于0.05),体现出所得回归方程的显著性水平较高,拟合良好.信噪比的值很高,为8.926,表明该模型可用于低位热值的预测.对偏回归系数进行显著性检验分析,因回归方程中X1X2和X3X3系数的t检验不显著,故可以省略.低位热值与各因素的回归方程如下.
采用因素代码形式:

实际因素值形式:

图3为低位热值拟合模型的学生化残差分布情况,从中可以看出,其残差各点的分布几乎在一直线上,模型拟合效果较好.
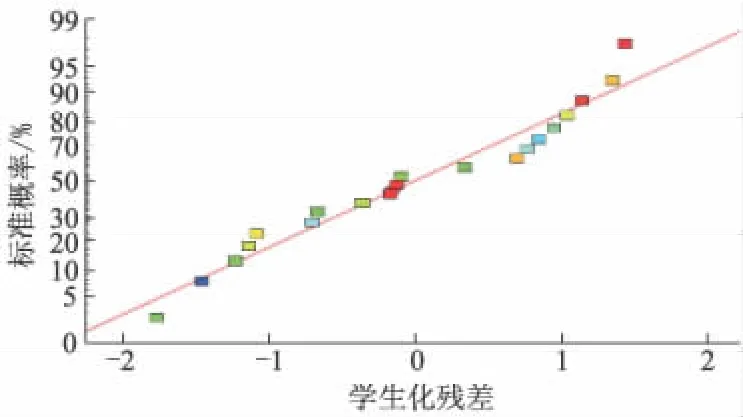
图3 低位热值学生化残差分布图
2.2 各因素对各项性能指标影响的主次分析
各因素对于试验指标的贡献率主次结果如表3所示,根据F值的大小判断各因素的贡献率.对水稻秸秆压块的低位热值的贡献率大小依次是主轴转速、成型温度、含水率.
在3因素交互作用下,它们对低位热值的影响大小顺序是成型温度×含水率、主轴转速×含水率、主轴转速×成型温度.
2.3 因素对性能指标影响规律
各因素之间的影响规律如图4所示.

图4 各影响因子之间关系的等高线
图4a为成型温度、含水率与低位热值之间关系的等高线图,可以看出,当成型温度保持不变,低位热值随着秸秆物料含水率的增大而减小.当含水率保持不变时,随着成型温度的上升,压块的低位热值增大.对于每一条低位热值的等高线,当生产所用的秸秆物料含水率增大时,为保持低位热值不变,环模压块机成型秸秆压块的温度要随之增大.但是秸秆的含水率存在着一定的上限值,当含水率超过24%时,将导致所生产的秸秆压块过于松散而难以成型.实际生产中,由于温度的升高,有利于加速木质素的软化、熔融以及黏性增强,所以随着成型温度的升高,压块之间的密实度和黏结力增大,最终使得燃烧的低位热值增大.但是由于过高的成型温度将导致压块表面发生碳化,内部组织结构发生变化而降低低位热值,所以应保持环模压块机的成型温度在合理范围内尽可能高.
图4b为主轴转速、含水率与低位热值之间关系的等高线图.从图可以看出,秸秆压块的低位热值随着环模压块机主轴转速的增大而增大,可能的原因是主轴转速增大,使得单位时间内压入环模孔内的物料增多,一定程度上减小了物料间隙,提高了密实度.对于每一条低位热值的等高线,当生产所用的秸秆物料含水率增大时,为保持低位热值不变,需要提高环模压块机的主轴转速,以保证秸秆压块成型的质量.但是,过高的主轴转速给设备造成较大的振动,加大压辊的磨损,影响设备的使用寿命,所以根据分析综合考虑,相对合适的主轴转速为132~168 r·min-1范围.
各影响因素与低位热值之间关系的三维图如图5所示.

图5 各影响因子与热值之间关系的响应曲面
从图5可以看出,在主轴转速为中间水平时,对于含水率和成型温度的交互作用,随着秸秆含水率的增加,低位热值呈现先减小后增大的趋势,在含水率为18%时,在成型温度和含水率两大因素的共同作用下,低位热值呈现最低值.对于环模压块机的成型温度,当压块的成型温度逐渐升高时,低位热值逐渐增大,但在秸秆含水率与成型温度的相互作用中,对低位热值的影响较小.
2.4 试验验证
为了验证根据试验所建模型的准确性,同时也为下面的优化试验提供实际依据,现设计3个验证试验.这3个试验的参数不同于前面设计的正交试验,但其范围必须位于正交试验各参数设计的范围内,其具体参数如表4所示.实际值为试验所获得的各响应因子的实际测量值,计算值是通过上述数学模型实际因素式计算所得的各响应因子的值.误差的计算如下:

3个验证试验中各个响应因子的误差均在±5%的误差范围内,说明上述数学模型的可信度较高,能够作为下一步优化分析的数学模型.

表4 验证试验影响因子参数和结果分析
3 热值模型的优化与讨论
在试验结果分析及模型拟合的基础上,可利用Design-Expert 8.0.6对试验参数进一步进行优化,即分别获得最佳低位热值的情况下,各影响因素取值的最优方案.先设定具体优化条件如表5所示.

表5 优化条件
在保证低位热值在一定合理范围内的前提下寻求热值最大化.表6所示为利用Design-Expert8.0.6软件根据优化条件对试验参数进行优化所得到的结果.

表6 低位热值的优化方案

续表
根据表6中的优化方案,可得:当立式环模压块机成型工艺为主轴转速170~175 r·min-1,温度138~140℃,含水率14.03% ~14.33%时,成型的水稻秸秆压块的低位热值可达11 652 kJ以上,其中当主轴转速 175 r·min-1,温度138℃,含水率14.33%,所成型的水稻秸秆压块低位热值可达11 673 kJ以上,其中当主轴转速175 r·min-1,温度138℃,含水率 14.33%,可达最佳低位热值为11 711 kJ.
4 结论
1)以主轴转速、成型温度和含水率为自变量,并以低位热值为因变量建立数学回归模型方程,并通过验证试验检验了所建模型的准确性,其误差范围小于5%,可以被用于后续的优化分析以及预测水稻秸秆压块在实际燃烧应用中低位热值.
2)各因素对低位热值的影响顺序依次是主轴转速、成型温度、含水率.在3因素交互作用下,它们对低位热值的影响大小顺序是成型温度×含水率、主轴转速×含水率、主轴转速×成型温度.
3)根据试验分析中的优化方案,立式环模压块机成型最佳低位热值压块的工艺指标为当主轴转速175 r·min-1,温度138℃,含水率14.33%,所成型的水稻秸秆压块低位热值可达11 673 kJ以上,其中成型的压块最佳低位热值为11 711 kJ.
References)
[1]Zeng Xianyang,Ma Yitai,Ma Lirong.Utilization of straw in biomass energy in China[J].Renewable and Sustainable Energy Reviews,2007,11:976-987.
[2]张百良,王许涛,杨世关.秸秆成型燃料生产应用的关键问题探讨[J].农业工程学报,2008,24(7):296-300.
Zhang Bailiang,Wang Xutao,Yang Shiguan.Key problemsin production and application of straw densificationbriquetting fuel(SDBF)[J].Transactions of the CSAE,2008,24(7):296-300.(in Chinese)
[3]Zhang Qin,Zhou Dequn,Zhou Peng,et al.Cost analysis of straw-based power generation in Jiangsu Province,China[J].Applied Energy,2013,102:785-793.
[4]姜荣鹏.秸秆禁烧与秸秆处理处置问题研究[D].济南:山东大学环境科学与工程学院,2013.
[5]何万良.户用秸秆燃料成型技术及燃烧试验研究[D].西安:西安建筑科技大学环境学院,2013.
[6]程旭云,牛智有,晏红梅,等.基于工业分析指标的生物质秸秆热值模型构建[J].农业工程学报,2013,29(11):196-202.
Cheng Xuyun,Niu Zhiyou,Yan Hongmei,et al.Building of calorific value model of straw biomass based on industrial analysis indexes[J].Transactions of the CSAE,2013,29(11):196-202.(in Chinese)
[7]Kazuei Ishii,Toru Furuichi.Influence of moisture content,particle size and forming temperature on productivity and quality of rice straw pellets[J].Waste Management,2014,34:2621-2626.
[8]Chou Chuen-Shii,Lin Sheau-Horng,Peng Chun-Chieh,et al.The optimum conditions for preparing solid fuel briquette of rice straw by a piston-mold process using the Taguchi method[J].Fuel Processing Technology,2009,90:1041-1046.
[9]Vargas-Moreno J M,Callejón-Ferre A J,Pórez-Alonso J,et al.A review of the mathematical models for predicting the heating value of biomass materials[J].Renewable and Sustainable Energy Reviews,2012,16(5):3065-3083.
[10]Sheng Changdong,Azevedo J L T.Estimating the higher heating value of biomass fuels from basic analysis data[J].Biomass and Bioenergy,2005,28:499-507.
[11]刘泽文.木本植物热值与解剖结构的关系研究[D].济南:山东大学生命科学学院,2011.
[12]Selçuk Bilgen,Sedat Kele,Kamil Kaygusuz.Calculation of higher and lower heating values and chemical exergy values of liquid products obtained from pyrolysis of hazelnut cupulae[J].Energy,2012,41(1):380-385.
[13]陈树人,段 建,姚 勇,等.环模式成型机压缩水稻秆成型工艺参数优化[J].农业工程学报,2013,29(22):32-41.
Chen Shuren,Duan Jian,Yao Yong,et al.Optimization of technique parameters of annular mould briquetting machine for straw briquette compressing[J].Transactions of the CSAE,2013,29(22):32-41.(in Chinese)
[14]黄文城,王光辉,王德成.秸秆二次压缩中的比能耗试验[J].江苏大学学报:自然科学版,2012,33(2):125-129.
Huang Wencheng,Wang Guanghui,Wang Decheng.Experiment of specific energy consumption for straw bale recompressing[J].Journal of Jiangsu University:Natural Science Edition,2012,33(2):125-129.(in Chinese)
[15]刘 佳,张 宏,石 岩.基于Design-Expert V7设计的不锈钢激光非熔透搭接焊工艺优化研究[J].机械工程学报,2011,47(16):52-60.
Liu Jia,Zhang Hong,Shi Yan.Technology optimizing research on laser nonpenetration lap welding of stainless steel based on Design-Expert V7 [J].Journal of Mechanical Engineering,2011,47(16):52-60.(in Chinese)
[16]Gillespie Gary D,Everard Colm D,Fagan Colette C,et al.Prediction of quality parameters of biomass pellets from proximate and ultimate analysis[J].Fuel,2013,111:771-777.