精轧钢筋孔型轧辊的铣削和使用
2015-02-18刘运桥宋春宝杨艳军褚文龙
刘运桥,宋春宝,杨艳军,赵 礼,褚文龙
(河北钢铁集团 承德钢铁有限公司,河北 承德 067102)
精轧钢筋孔型轧辊的铣削和使用
刘运桥,宋春宝,杨艳军,赵礼,褚文龙
(河北钢铁集团 承德钢铁有限公司,河北 承德 067102)
摘要:承德钢铁有限公司自2009年开始研究轧制PSB830精轧钢筋,其使用特点是在钢筋的任意截面处都能用带有内螺纹的连接器联接或拧上螺帽进行锚固,所以精轧钢筋外形是重要的研究内容,外形轧制的难点在于轧辊肋槽的铣削。通过实践摸索,根据精轧螺纹外形尺寸要求,确定了刀具的外形尺寸和角度,计算了刀具的运行轨迹,并精确地计算出了刀具的回转半径、Z轴起点位置和铣刀长度,依此给出了速度修正值,使轧辊肋槽的铣削顺利完成。该工艺改变了传统肋槽的铣削方法,缩短了调整时间,提高了小时产量,为精轧钢筋的批量成功轧制提供了保障。
关键词:精轧钢筋;孔型轧辊;铣削方法;轧辊材质
PSB830精轧螺纹钢筋是国外于20世纪80年代发展起来的钢筋新品种,它是新型的热轧周期断面钢材,在钢筋的任意截面处都能用带有内螺纹的连接器联接,或拧上带有螺纹的螺帽进行锚固[1]。在应用时无需机械加工,可以按需要截取一定长度即可直接使用,且锚固性能好,适应性强,强度高,施工方便,主要应用于高层建筑、地铁、桥梁、高等级高速公路和高速铁路等。由于产品强度高、脆性大,定尺剪切成为实际生产中的主要问题。
河北钢铁集团承德钢铁有限公司为了拓宽市场,自2009年开始研究轧制PSB830精轧钢筋,现已成功实现20螺、25螺、28螺和32螺等4个规格的批量轧制,36螺和40螺正在积极研发过程中。
1背景技术
精轧螺纹钢筋的外形和普通月牙肋螺纹钢筋有着明显的不同,采用螺纹状无纵肋且钢筋两侧螺纹在同一螺旋线上,要求在任意截面上均可用带有内螺纹的连接器或锚具进行联接或锚接。由于涉及到与连接器的螺纹配合,所以横肋尺寸精度远高于其他种类钢筋,钢筋横肋尺寸取决于成品轧辊肋槽的外形加工,所以在实际生产中,给轧辊肋槽铣削带来很大的难度。
2技术内容
2.1普通螺纹钢筋月牙肋铣削原理
飞刀切削式铣床的刀杆轴与工件(轧辊)回转轴互成90°夹角,刀杆主轴轴线置于轧辊环槽中心,刀杆刀头位于工件轴线且与刀杆轴垂直的平面。机床工作时刀杆主轴与轧辊完成插补旋转运动,同时刀杆轴做趋向工件中心的进给运动,直至刀杆主轴轴线到达要求的轧辊环槽横肋(月牙槽)投影弧中心。
2.2精轧钢筋成品轧辊横肋铣削原理
在原有月牙肋钢筋铣削加工原理及数控编程方法的理论基础上,根据精轧钢筋的规格、螺旋升角和横肋的图样要求最终确定刀具的外形尺寸和角度,计算刀具的运行轨迹,改变现有月牙肋自轧槽底部开始铣削的方法,将精轧钢筋的横肋铣削改为自轧槽边缘开始铣削,根据精轧钢筋要求的螺旋升角给定刀面的倾角[2-3]。为了实现加工准确、高效,应精确地计算出刀具的回转半径、Z轴起点位置和铣刀长度,并依此给出速度修正值。
2.3刀具回转半径的确定
依据精轧钢筋横肋的几何形状,在铣削过程中铣刀刀头应先接触成品轧辊孔型边,在铣槽半径确定的同时还需要确定第1刀的切削点,不应过深,与槽边初步切削后再按照普通的铣削进给量进行铣削,直至达到槽深。铣刀进刀示意图如图1所示,回转半径=孔型半径+横肋深。
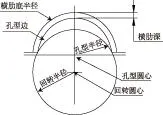
图1 铣刀进刀示意图
2.4Z轴起点位置的确定
铣刀以回转圆心为起点,在铣削过程中铣刀回转圆心向孔型圆心依次递进,也就是说回转圆心和孔型圆心间距为刀具的实际进给量。
2.5刀长的确定
根据铣削规格选择合适的铣刀刀杆,再依据刀杆上铣刀孔深度和所需回转半径定出铣刀刀长L′:
L′=L+I
式中,L是铣头内的刀杆深度;I是铣刀刀头伸出部分的长度。
上述介绍的是精轧钢筋用轧辊的刀具半径的确定及铣削切入点的位置,但还需要进行通用程序调整,精轧钢筋横肋铣削程序编制如下:
N10 G91 G01 F300;
N20 G25 P100 Q110 L80;
N30 Z30 F300;
N40 G92 xo yo;
N50 MO2;
N100 G91 G01 x(36n) y-360 F3600;
N110 z008
3孔型轧辊在线轧制效果
在研究和生产过程中,经过不断地对精轧孔型设计进行完善和对成品孔型轧辊的铣削技术进行优化改进,本公司已由最初的一个规格扩展到4个规格产品的成功轧制,产品质量无论是外观方面还是横肋尺寸、角度和对正方面都基本达到标准要求。
4结语
精轧钢筋虽然成功实现了多规格批量轧制,但在实际轧制过程中存在着一个致命的弱点,即轧制前或换槽后的调整时间太长,一般约为4 h,严重制约了生产的顺行。究其原因为:1)调整联接套有设计缺陷;2)孔型轧辊在铣削过程中受铣床精度低和职工操作技能低影响,每个槽的起始点都不一样。为了缩短调整时间,下一步需要对上述2个问题进行优化改进。
参考文献
[1] 徐龙,王绍荣,杨华.PSB830高强度精轧螺纹钢筋的试制[J].山西冶金,2011(3):58-60.
[2] 庞勇.螺纹加工工艺方法研究[J].新技术新工艺,2014(6):16-19.
[3] 李才儿,杨锦斌.单向螺纹铣刀法加工大直径螺纹[J].新技术新工艺,2013(12):88-89.

责任编辑彭光宇
The Use and Milling of Finishing Roll Pass
LIU Yunqiao, SONG Chunbao, YANG Yanjun, ZHAO Li, CHU Wenlong
(Chengde Branch Hebei Iron Steel Group, Chengde 067102, China)
Abstract:Chengde Iron and Steel Co., Ltd. started to study the finishing rebar rolling of PSB830 since 2009. Its characteristic is using connector with inner thread or screw connection with a screw nut for fixing in bar of arbitrary cross section, so it is very important to research the shape of finishing rebar, which is difficulty in roll rib groove milling. Through engineer and technologist practice and exploring, according to the requirements of the rolling thread dimensions, we determine the shape of the tool in size and angle. With tool trajectory calculation, we accurately calculate the tool of gyration radius, Z axis starting position and cutter length, give the correct value of speed, and let roll rib groove milling be successfully completed. This process has changed the traditional method of cutting the rib groove, shorten the adjustment time, increased the output per hour, and provided reliable guarantee for the success of the steel rolling mill batch.
Key words:finishing rebar, roll pass, milling method, roll material
收稿日期:2015-01-21
作者简介:刘运桥(1971-),男,工程师,主要从事金属压力加工及生产技术管理等方面的研究。
中图分类号:TG 335.19
文献标志码:A