压铸模具分流锥磕伤问题的探讨
2015-02-15长城汽车股份有限公司模具中心雷书星原彬陈达吴伟杰
长城汽车股份有限公司模具中心 雷书星 原彬 陈达 吴伟杰
1 引言
近几年随着国内汽车行业的快速发展,各汽车企业采用压铸缸体替代铸铁缸体或低压浇注缸体的趋势越来越大。大型压铸模具的市场需求也越来越大;同时对大型压铸模具的设计水平和模具使用的可靠性提出了更高的要求。压铸模具分流锥是压铸模具的重要组成部分,其结构设计直接影响压铸产品的性能和模具的使用寿命。
2 原因分析及对策
2.1 问题描述
如图1所示,某大型压铸模具的分流锥在试生产时发生严重的磕伤;生产1~2万模次后,分流锥掉渣严重,如图2,安装分流锥的滑块有开裂现象,如图3。分流锥掉渣,造成铸造的产品夹渣,从而导致铸件气密性差;料饼处出现倒扣,侧向分型滑块分型拉断料饼,如图4。分流锥磕伤问题严重影响了压铸模具的寿命、压铸生产过程的稳定性及产品质量。

图1 磕伤的分流锥

图2 掉渣的分流锥

图3 安装分流锥 滑块开裂效果
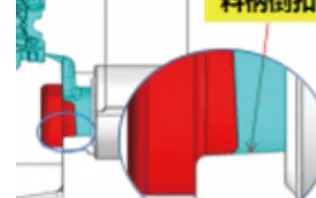
图4 料饼倒扣示意图
2.2 原因分析
滑块靠油缸驱动实现侧向分型。因油缸是柔性机构,所以滑块靠油缸复位时,如图6,滑块存在复位不彻底现象;此时滑块完全复位,需要定模楔紧板楔紧滑块座,如图7,强迫滑块复位。
模具现状:如图5所示,α锥=3°,α楔=10°。定模楔紧机构楔紧滑块座过程,浇口套磕伤分流锥。
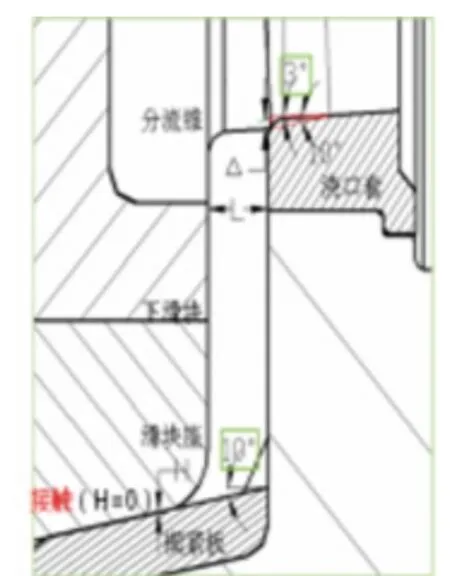
图5 滑块组件示意图
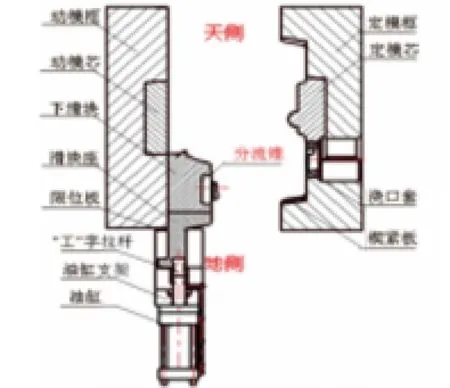
图6 滑块运动示意图
图7 模具结构示意图

图8 楔紧滑块示意图
分流锥磕伤运动过程分析:如图8所示,设滑块与定模距离为L,分流锥和浇口套间隙为△,滑块座和楔紧板间隙为H。
分流锥倾斜角度为α锥=3°,楔紧板倾斜度为α板=10°。则△=L(tan3°-tan10°),当L≤分流锥凸出高度h,则△为分流锥和浇口套磕伤位置的尺寸。因tan3°-tan10°<0恒成立,则此结构分流锥和浇口套磕碰必然发生,楔紧板无法楔紧滑块座。
2.3 解决对策
分流锥和浇口套不发生磕碰,则△=L(tanα锥-tanα板)>0,某压铸模具分流锥的高度为38mm,我们取分流锥和浇口套的安全距离>1mm,α锥取最小整数。即:当L=38mm,△>1mm时,α锥取最小整数。△=38×(tanα锥-tan10°)
当α锥=11°时,△=0.68mm;当α锥=12°时,△=1.37mm;故α锥=12°。
2.4 效果验证
某压铸模具生产2万模次后分流锥磕伤问题未发生。
3 归纳和总结
3.1 归纳
为了推广和方便使用此方法,提高工作效率。将此方法进行形象化改进,总结了一套滑块上的分流锥和楔紧板相关设计方法,如图9所示。

图9 分流锥倾斜角度和楔紧板倾斜角度选择表
使用方法举例:例分流锥所在滑块楔紧面斜度若为10°,分流锥高度为38mm。
第一步,在横坐标38mm处画竖线;
第二步,竖线和10°、11°等多条斜线相交;选择竖线和某斜线的相交点到竖线和10°斜线相交的点距离△>1mm的为12°、13°、…
第三步,分流锥为38mm,分流锥所在滑块楔紧面斜度为10°,分流锥斜度选取12°。
适用范围:(1)分流锥在滑块上;(2)分流锥高度H锥低于楔紧板高度H板。
使用注意事项:横坐标为分流锥高度,纵坐标为某高度方向上斜面横向投影距离。
3.2 总结
通过对分流锥磕伤问题的调查与分析,联系相关工件失效的模式,找到分流锥结构设计的突破口;不仅在设计的源头解决了分流锥磕伤的问题,而且综合分流锥和楔紧结构的相关性获得了合理的分流锥设计方法,并将设计方法进一步升华成易学、易懂、易使用的设计参考图表。
