某铜铅锌多金属矿选厂废水回用设计
2015-01-16李金鹤
李金鹤
(中国瑞林工程技术有限公司)
某铜铅锌多金属矿选厂废水回用设计
李金鹤
(中国瑞林工程技术有限公司)
简述了某铜铅锌矿选厂原矿矿石性质及选厂废水水质情况,在不改变选矿工艺流程的前提下,与老选厂相比,新选厂废水回用设计中增加了厂前尾矿浓缩回水工段、选厂废水分段回用以及铜(铅)精矿浓密机溢流水处理设施,可有效提高新选厂的水重复利用率、产品产率及各种金属回收率,经济效益显著。
铜铅锌多金属矿 选厂废水 厂前尾矿浓缩 分段回用 废水处理 水重复利用率
内蒙古某铜铅锌多金属矿老选厂规模为1 000 t/d,该选厂没有设置厂前尾矿浓缩回水工段、选厂废水分段回用以及铜(铅)精矿浓密机溢流水除Cr6+处理。根据矿山生产规模发展要求,需另外新建一座规模为5 000 t/d的新选厂,选矿工艺流程与老选厂相同,均为“铜—锌优先浮选”、“铜铅混浮—尾矿选锌—最后选硫”与“抑铅浮铜铜铅分离”相结合工艺,通过设置厂前尾矿浓缩回水工段、选厂废水分段回用以及铜(铅)精矿浓密机溢流水除Cr6+处理,致使新选厂水重复利用率、精矿产品产率、铅回收率、锌回收率以及硫回收率均得到了很大的提高,对项目节约生产新水用量和增加经济效益起到了重要作用。
1 矿石性质
原矿矿石中有磁黄铁矿、铁闪锌矿、方铅矿、黄铁矿、黄铜矿、闪锌矿、磁铁矿、白铁矿、砷黝铜矿等金属矿物以及石英、方解石、绿泥石、黑云母、绢云母、白云母、电气石、透闪石、炭质等非金属矿物。原矿化学成分及含量分析结果见表1。

表1 原矿化学多元素分析结果 %
2 选厂废水水质
鉴于新、老选厂选矿工艺流程一致,可认为老选厂废水源水质与新建选厂的废水源水质相同。根据老选厂的水质分析资料,老选厂现有的铜(铅)、锌、硫精矿浓密机溢流水以及生产新水、尾矿库回水、高位回水池6处水样水质检测结果见表2。
表2 老选厂废水水质检测结果 mg/L

水样Cu2+Pb2+Zn2+Fe2+As3+S2+Cr6+Cd2+pH值NTUSSCODcr铜(铅)精矿0.111.330.70.30.004445112.60<0.106.5~7.5115.00742172锌精矿0.040.30<0.10.10.20004106.50<0.109.5~10.5112.00186.67186.58硫精矿0.050.200.40.60.00785006.98<0.106.5~7.550.73186.67308.26生产新水0.400.100.10.30.0022210<0.10<0.016.5~7.511.5720064尾矿库0.300.300.10.30.008369010.12<0.016.5~7.53.18160592高位回水池0.400.300.20.70.03403209.98<0.016.0~7.021.4724064
由表2可知,由于老选厂生产废水没有设置分段收集(废水处理)与回用设施,铜(铅)精矿浓密机溢流出来的高含Cr6+废水与选厂其他生产废水混合在一起,并直接返回至选矿工艺流程中,随着生产时间推移,选矿各个车间中的废水均被Cr6+污染。因此,除生产新水Cr6+含量很低外,其余生产工艺车间排出的废水中Cr6+含量均较高。
3 老选厂废水回用及工艺指标情况
老选厂出来的尾矿不经尾矿浓密机浓缩,直接输送至尾矿库进行堆存,尾矿库回水与选厂铜(铅)、锌、硫精矿浓密压滤废水全部统一回至老选厂高位回水池中,且未经处理直接回用于选矿工艺流程中。其废水回用流程见图1,选矿指标见表3。
由图1可见,老选厂未设置厂前尾矿浓缩回水工段,选厂排出的大量生产废水随尾矿直接堆存在尾矿库中,同时由于当地蒸发量大、降雨量少且尾矿库汇水面积小、水域面积大等特点,老选厂生产新水用水量约1 200 m3/d,其水重复利用率只有71.5%,低于国家标准75%的最低指标要求。

图1 老选厂生产废水回用流程
表3 老选厂选矿指标 %

产品名称产率品位CuPbZnS回收率CuPbZnS铜(铅)精矿2.494.0136.7112.8519.6571.3263.485.233.10锌精矿9.780.130.4150.4823.919.082.7880.6914.80硫精矿17.120.070.542.8129.788.566.427.8632.27尾矿70.610.020.560.5411.1511.0427.326.2249.83原矿100.000.141.446.1215.80100.00100.00100.00100.00
由表3可知,老选厂选矿指标中铅、锌、硫回收率偏低,分别只有63.48%、80.69%和32.27%。究其原因可能是选矿过程中投加的K2CrO4,从而使得选厂废水中存在大量Cr6+,在浮选铅过程中,其对部分铅矿物产生抑制作用,导致部分铅矿物无法富集到铅精矿中而损失于尾矿中,其次,铜(铅)精矿中杂质锌含量也偏高,影响了铜(铅)精矿的品质。
4 废水处理试验
基于老选厂铅、锌、硫回收率低,铜(铅)精矿杂质含量偏高的情况,在进行新选厂设计前,业主委托其他单位进行了选矿废水闭路试验,并假定选厂废水中Cr6+经处理降至1 mg/L以下,其选矿废水闭路试验结果见表4。
表4 选厂废水闭路试验结果 %

产品名称产率品位CuPbZnS回收率CuPbZnS铜(铅)精矿2.324.1146.938.3817.2168.1175.613.162.89锌精矿10.150.120.4250.3723.928.702.9683.1317.59硫精矿27.210.080.812.3733.1115.5515.3110.4965.28尾矿60.320.020.150.333.267.646.123.2214.24原矿100.000.141.446.1513.80100.00100.00100.00100.00
由表4可知,使用经处理且Cr6+含量小于1 mg/L的选矿废水进行选矿,精矿产率提高了10.29个百分点,且精矿产品的铅回收率提高了12.13个百分点,锌回收率提高了2.44个百分点,硫回收率提高了33.01个百分点;验证了选矿废水中的Cr6+对选矿产品产率及金属回收率带来很大影响的推断。
5 新选厂废水回用设计
根据废水处理试验结论,新选厂设计了一套500 m3/d处理规模的废水处理站,对高含Cr6+的铜(铅)精矿浓密机溢流水进行处理。首先将新老选厂铜(铅)精矿浓密压滤废水收集至一座500 m3的废水调节池中,然后通过废水高位槽分配至反应槽1,同时在反应槽1中投加硫酸和硫酸亚铁药剂,使该槽pH值调至2~3,并将Cr6+还原成Cr3+。然后进入2#反应槽,并在2#反应槽投加石灰乳液将Cr3+沉淀下来。废水最终自流至地坑内,通过2台液下渣浆泵将废水输送至尾矿浓密机中,废水处理工艺流程见图2。

图2 废水处理工艺流程
去除Cr6+后的铜(铅)精矿浓密压滤废水、尾矿库回水与厂前尾矿浓缩回水统一收集至高位回水池1中,锌、硫精矿浓密压滤废水单独收集至高位回水池2中;然后再将其分别用于选矿各工艺流程中。新选厂废水回用流程见图3。
新选厂废水回用设计方案避免了Cr6+对部分铅矿物产生抑制影响,从而可提高产品产率和精矿产品中的铅、锌、硫回收率。另外,厂前尾矿浓缩回水工段的设置也可将新选厂水重复利用率提高至95.2%,可大大减轻选厂对外部供水水源的依赖,同时减少尾矿输送与尾矿库回水设施的投资与运行费用。
6 经济效益分析
新选厂通过设置厂前尾矿浓缩回水工段,以及铜(铅)精矿浓缩压滤溢流水单独收集并经处理回用,使精矿产品产率及铅、锌、硫回收率大幅提高,每年可增加经济效益约8 700万元,且由于新选厂水重复利用率提高至95.2%,与老选厂相比,每年可节约生产新水量162万m3。另外,尾矿输送与尾矿库回水设施可减少初期投资约200万元,每年可减少运行费用约123万元,经济效益显著。
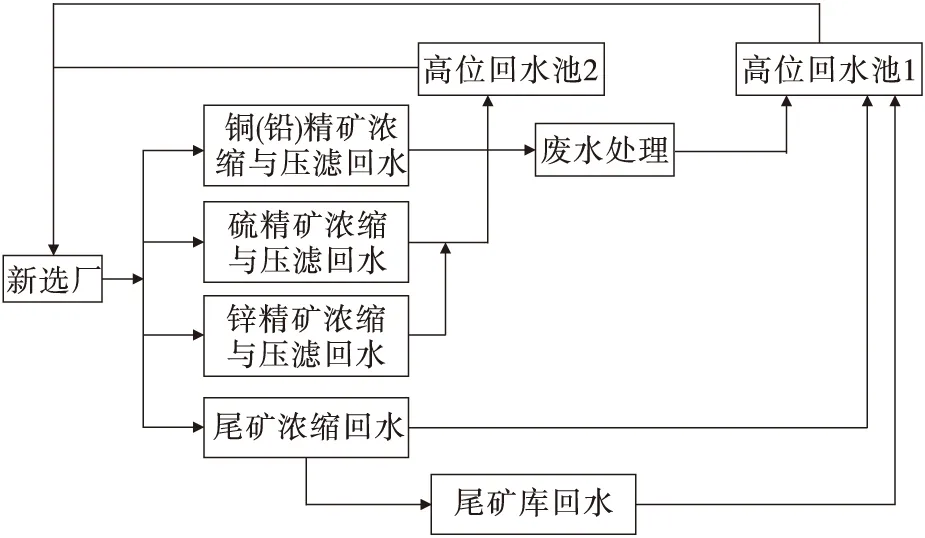
图3 新选厂生产废水回用流程
7 结 语
通过对某铜铅锌多金属矿选厂废水的回用设计,认为在进行此类项目给排水设计时,不仅要考虑设置厂前尾矿浓缩回水工段以提高水重复利用率,减少选厂新水用量;另外,还应针对各种精矿废水水质及其对工艺流程的影响采用分段回水甚至增加废水处理工艺以提高选矿精矿产品产率和金属回收率。同时,该设计可为类似项目提供参考借鉴。
2015-03-24)
李金鹤(1977—),男,高级工程师,330031 江西省南昌市红角洲前湖大道888号。