新型三维筒状织物的成型方法*
2015-01-15杨婷婷李毓陵马颜雪胡寿丰
杨婷婷 李毓陵 马颜雪 胡寿丰 张 建
(1.东华大学纺织面料技术教育部重点实验室,上海,201620;2.东华大学产业用纺织品教育部工程研究中心,上海,201620;3.中航商用航空发动机有限责任公司,上海,200241)
筒状结构件是一种广泛应用于工程的基本构件,使用筒状织物作为增强体的复合材料具有质量轻、比刚度与比强度高、耐疲劳性能优异、耐腐蚀性能好等特点。随着轻质高强复合材料需求的不断增加,三维筒状织物的织造已成为一个重要的研究方向。三维筒状织物可用于制作罩壳、输送管道、衬套等产品,在航空航天、能源输送、生物化工等诸多领域有着较好的应用前景[1-2]。
三维纤维结构预型件是使纤维在三维空间中沿着多个方向分布并相互交织在一起,进而形成不分层的整体结构的织物,由它作为增强体的复合材料结构件具有高强度、不分层、基体损伤不易扩展、抗冲击性能和综合力学性能好等优点。航空航天等相关应用领域对采用三维纤维结构的筒状预型件有着非常大的需求,因此三维筒状织物织造技术的研发受到业界的高度重视。
本文概述了三维筒状织物织造技术,介绍了一种织造三维筒状织物的新型成型方法,即圆轨道法。运用该方法,通过特定规律的开口方式及引纬方式可实现引纬的连续化和编织过程的自动化,从而实现三维筒状织物的规格化、连续化生产,可适用于高性能纤维织造,具有产品适应性好等特点。
1 现有筒状立体织物的成型方法
筒状织物的研究最早始于19世纪90年代末,国外对于三维筒状织物成型技术的研究已有100多年的历史,早在1897年就有了圆织机的相关专利。纵观国内外相关专利及论文,三维筒状织物的三维纺织成型方法主要有三维圆形编织法、压扁-织造-还原法和环形织造法等[3-4]。
1.1 三维圆形编织法
三维圆形编织法较早就用于织造筒状构件,发展至今也是最为成熟的一种方法,如文献[5-6]的专利介绍了与三维圆形编织法相关的成型原理及设备。如图1所示,三维圆形编织法一般是利用携纱器沿圆周和直径方向交叉设置的编织轨道,按设计规律运行实现编织目的[7-8]。由于三维圆形编织法中,一台装置的编织轨道和携纱器数量是固定的,这意味着一台装置可加工的织物规格很少,灵活性非常低,故应用受到较大的限制。
改进型三维圆形编织法如图2所示,它是由在中间芯模的四周均匀分布若干矩形“四步法”三维编织模块而组成的,增减模块数量即可方便调节三维筒状编织预型件的尺寸和规格。但在编织过程中,各矩形模块之间必须进行的沿周向的编织纤维交换目前只能采用手动方式,因此编织效率极低;同时“四步法”三维编织的单胞结构也是固定的,很难有所变化。
图1 三维圆形编织法
图2 改进型三维圆形编织法
1.2 压扁-织造-还原法
压扁-织造-还原法是指先将具有三维形状的筒状预制件压扁,使之成为一种平面筒状织物,再利用多层织物的织造原理织制出这一织物(图3),下机后展开成所需的筒状预型件的三维形状[9]。压扁-织造-还原法的三维筒状织物可在传统平织机上织制而成,但受织机开口机构与引纬的限制,三维筒状织物的厚度增加较难[10]。

图3 平织筒状织物结构示意图
1.3 环形织造法
环形织造法采用圆织机的织造原理,如图4所示。该方法是将从多个织轴或纱架上引出的经纱排列在圆形芯模的周围,在圆周方向形成一个(或多个)梭口,一把(或多把)梭子在梭口内围绕芯模作圆周运动,引入梭口的纬纱与经纱相交织,形成与芯模表面形状一致的圆形织物[11-13]。改变经纱的升降规律就可以得到不同组织结构的三维筒状织物,这些组织结构都归属为机织结构。目前市场上已经开发出多种应用该方法的自动化设备,但由于该方法是在圆周方向形成梭口,梭口是密闭的,推动梭子作周向运动的机械力通常必须先作用在经纱上,再由经纱传递到梭子,经纱会受到剧烈的挤压和摩擦,极易受损,故该方法只适用于强韧性都非常好的纤维材料。也有采用与图2类似方式的改良型环形织造法,存在的最大问题是效率太低。
图4 环形织造法
综上所述,现有三维筒状织物成型的方法较多,且各具特色,但是这些方法均存在一些问题,或织物组织结构单一,或生产效率低,或纤维品种适应性差等。
2 新型三维筒状织物成型方法
针对上述问题,本文提出一种织造三维筒状织物的新型成型方法——圆轨道织造法,通过特定规律的开口、引纬和打纬方式,完成三维筒状织物的自动连续织造,并具有较强的纤维品种适应性和织物结构多样性。
2.1 织物成型过程
图5 圆轨道织造法的织物成型过程
新型圆轨道织造法的织物成型过程见图5,三维筒状织物的轴向纱线(经纱)挂在可沿圆轨道移动的滑块上,沿圆轨道某一半径位置分开各层圆轨道上滑块,就会形成如图5(a)所示的开口——径向梭口,从径向梭口引入径向纱(纬纱)后,再沿轴向将引入的纬纱打到设定的位置,即完成了一次织物成型(织造)过程。沿顺时针或逆时针方向拨动圆轨道上的滑块,就会再次形成径向梭口,将引入的纬纱打到设定位置,即完成新的成型过程。因此按照组织结构设定规律沿圆轨道拨动滑块,从所形成的径向梭口沿径向不断往复引入纬纱,实现织物的完整成型过程。在织物成型过程中,因开口机构、引纬机构和打纬机构相对独立,它们之间不发生干扰。
在上述运动规律的基础上,如图5(b)所示,可实现织机在多位置进行引纬,一次形成多个梭口进行织造。同时在织机的外侧可安装相应的送经架,其位于形成的径向梭口的上方,进而实现周向垫纱的引入,因周向垫纱不参与交织,仅需在织物起头时加入即可。
2.2 织物组织结构
2.2.1 正交结构
拨动奇数层圆轨道上的滑块开口,偶数层圆轨道上的滑块保持不动,当奇数层圆轨道上的滑块挂满纱线,偶数层圆轨道上只在开口位置的某一个滑块上挂上纱线,则可以织造出如图6所示的正交组织结构。此时保持不动的滑块上的纱线成为正交组织结构的垫纱。在圆轨道之间的空隙通过垫纱装置插入垫纱[图5(b)],可以更有效地利用圆轨道。
2.2.2 斜交结构
拨动圆轨道上的滑块开口时,如果奇数层圆轨道上的滑块与偶数层圆轨道上的滑块移动的距离保持一定的相对差异,则织物将形成如图7所示的斜交组织结构,即奇数层轴向纱和偶数层轴向纱之间存在一个夹角,这是其他三维筒状织物成型方法都难以实现的结构。
2.2.3 多层接结结构
如果每次按一定规律拨动部分圆轨道层上的滑块,并相应采取多根纬纱引入的技术措施,则可以得到多层接结组织结构织物,如图8所示。
由此可知,新型圆轨道织造法所织造的三维组织结构非常丰富。
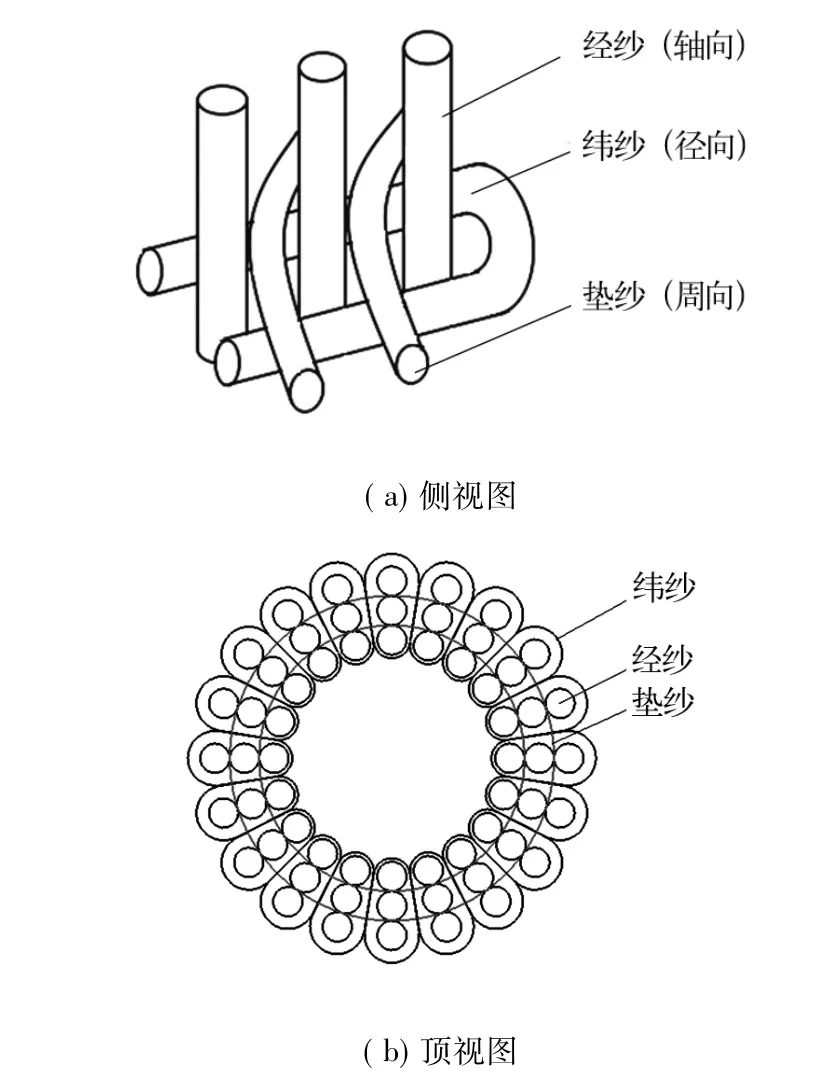
图6 正交组织结构
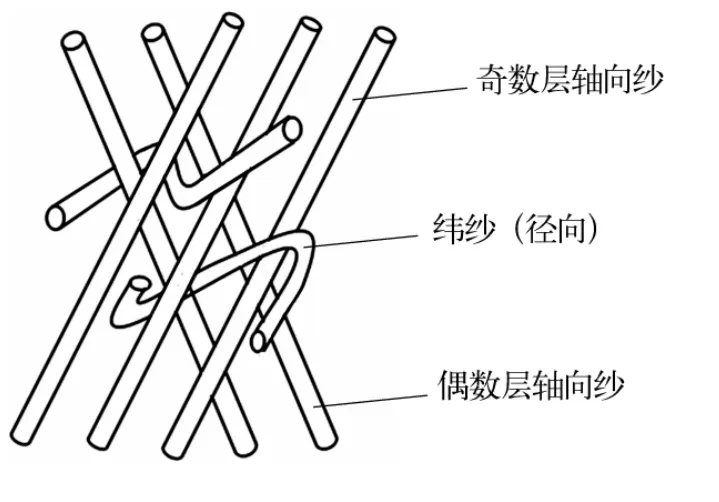
图7 斜交组织结构
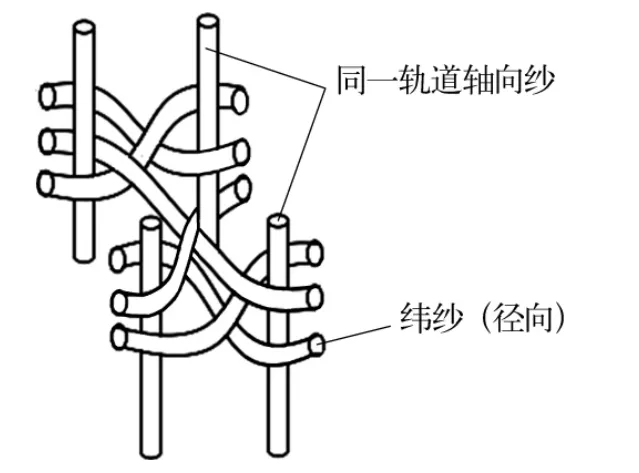
图8 多层接结组织结构
3 结语
新型圆轨道织造法的优点在于:
(1)圆轨道的层数和各圆轨道层上的滑块数可以依据需要设定和选用,织物规格变化大;
(2)可选择性分开各圆轨道层的滑块,使轴向纱形成各种开口,从而得到各种织物组织结构,织物结构多样性强;
(3)可在圆轨道上设置多个滑块分开装置、引纬装置和打纬装置,实现多梭口织造,织物成型效率高;
(4)径向梭口是开放的,引纬过程对经纱的影响非常小,纤维品种适应性强;
(5)由于周向开口、径向引纬和轴向打纬运动之间没有相互干扰,实现圆轨道织造过程的机械化和自动化相对简单和容易。
[1]车剑飞,黄洁雯,杨娟.复合材料及其工程应用[M].北京:机械工业出版社,2006:138-195.
[2]张艳.中国产业用纺织品行业的现状和发展机遇[J].纺织导报,2009(6):70-74.
[3]仝立勇,MOURITZ A P,BANNISTER M.3D纤维增强聚合物基复合材料[M].北京:科学出版社,2008:9-34.
[4]孙志宏,周申华,单鸿波,等.复合材料立体管状结构件的纺织成型装置及其方法:中国,201010260981.5[P].2010-08-24.
[5]DENT Robin,ROSE Donald J.Apparatus for braiding a three-dimensional braid structure:US,5388498A[P].1991-07-09.
[6]MUNGALOV Dmitri,BOGDANOVICH Alex.Automated 3-D braiding machine and method:US,6439096[P].2000-11-28.
[7]寇晓菲.三维编织复合材料编织工艺过程仿真研究[D].武汉:华中科技大学,2012.
[8]汪星明,邢誉峰.三维编织复合材料研究进展[J].航空学报,2010,31(5):914-927.
[9]祝成炎.非平面状3D结构织物及其织造技术综述[J].浙江工程学院学报,2000,17(2):76-79.
[10]易洪雷,叶伟,王利红,等.管状机织预成型件的结构设计与织造技术[J].纺织学报,2002,23(3):171-172.
[11]刘春阳.复合材料管道弯头织物的研制[D].天津:天津工业大学,2007.
[12]王美红.三维机织预成型的织造技术[J].产业用纺织品,2013,31(4):1-9.
[13]周申华,单鸿波,孙志宏,等.立体管状织物的三维圆织法成型[J].纺织学报,2011,32(7):44-48.
