基于湿法净化磷酸的铝合金抛光工艺研究
2015-01-11李文飞刘美霞张天毅
李文飞,刘美霞,张 丹,张天毅
(瓮福(集团)有限责任公司,贵阳 550000)
基于湿法净化磷酸的铝合金抛光工艺研究
李文飞,刘美霞,张 丹,张天毅
(瓮福(集团)有限责任公司,贵阳 550000)
为了消除传统“三酸”抛光工艺中氮氧化合物的污染,开发了基于湿法净化磷酸(PPA)的铝合金两酸无烟抛光工艺,并考察了各因素对6063系列铝合金工件抛光质量的影响。结果表明,在PPA与硫酸的质量比为1.5∶1,抛光温度为100℃,抛光时间为2.5min,两酸无烟抛光添加剂WFJK-409的用量≥4%时,抛光效果能达到“三酸”抛光时的水平。
湿法净化磷酸;铝合金;无烟抛光
随着国家环保法律、法规的进一步完善,高能耗、高污染的热法磷酸企业正逐渐退出磷化工行业的历史舞台,由此产生的热法磷酸应用领域的磷酸需求,必然会被低能耗、低成本的湿法磷酸替代[1-2]。我国于2006年就攻破了湿法净化磷酸生产的技术壁垒,并形成了成套的湿法磷酸(85%磷酸,以下简称 PPA)净化生产工艺技术及装备。目前,净化湿法磷酸的产能已达到45万t/ a(按五氧化二磷计),产品投入市场后反响不错。由于净化湿法磷酸的质量与热法磷酸相当,但具有低成本的价格优势,已占领了部分热法磷酸市场。
另外,传统的“三酸”抛光工艺中存在硝酸,在抛光过程中会产生大量的氮氧化合物,严重危害人体健康,并污染环境。国内外自20世纪80年代开始,对无黄烟的抛光技术进行了研究,且取得一定的成果[3-4]。目前,国内已有部分企业开始进行生产探索,多采用“磷酸 +硫酸 +添加剂”的方法,但其成本高昂,抛光质量不够稳定,抛光亮度(反射率)不能达到传统三酸抛光的水平。因此,无烟抛光工艺在应用上受到了很大的限制。
本文所研究的铝合金两酸无烟抛光工艺是采用“PPA+硫酸 +两酸抛光添加剂 (WFJK-409)”的抛光液,对6063系列的铝型材进行抛光,抛光效果不仅可以达到三酸抛光的水平,而且具备一定的成本优势。
1 实验部分
1.1 主要仪器及试剂
HH-S恒温油浴锅,科仕佳 MG6-SM金属光泽度计,FA1004分析天平,温度计,秒表;
PPA、硫酸(98%)、WFJK-409两酸无烟抛光添加剂、除油剂;
工件:选用6063系列铝制工件,经统一除油、除蜡、清洗、干燥后备用。
1.2 评价指标
以抛光铝工件表面光泽度值作为抛光质量的评价指标。采用金属光泽度仪测量抛光工件表面10个不同部位的光泽度值读数,取其平均值,数值越高,说明抛光效果越好。
1.3 实验方法
考察各影响因素对铝合金工件抛光质量的影响,主要包括抛光液中 PPA与硫酸质量比、添加剂的用量(与抛光液质量的比值,下同)、抛光温度、抛光时间等因素对抛光质量的影响。
2 结果与讨论
2.1 PPA与硫酸质量比对抛光质量的影响
PPA与硫酸是无烟氧化抛光液的主体基液,其质量比对抛光液抛光性能的影响至关重要。在抛光过程中的温度为100℃、抛光时间为3min、WFJK-409添加剂用量为5%时,考察磷酸、硫酸质量比对抛光液抛光性能的影响,以抛光后产品的光泽度值为考察指标。结果见图1所示。

图1 PPA与硫酸质量比对抛光质量的影响Fig.1 Effect of quality ratio of PPA and sulfuric acid on the polishing quality
由图1知,光泽度值随抛光液中磷酸、硫酸质量比的增加而增大,但是,增加到一定程度后,光泽度值反而呈略降趋势。这是由于磷酸与硫酸在抛光过程中分别起到溶解氧化膜、形成氧化膜的作用[5],磷酸用量增加,可以加速此过程的建立,从而达到增加抛光工件表面光亮度的效果;而磷酸、硫酸质量比比进一步加大过后,磷酸占抛光液基液的主体,硫酸用量相对减少,其在抛光过程中的氧化-钝化作用减弱,造成铝材工件的局部腐蚀[6],从而使得光亮度值略有降低。由图1可知,当抛光液中磷酸与硫酸的质量比为1.5∶1时,抛光工件的光泽度值达到最佳。
2.2 温度对抛光质量的影响
铝材抛光对温度要求较为严格,因此,严格控制抛光温度有利于提高抛光质量。在抛光液中PPA与硫酸的质量比为1.5∶1,抛光时间控制为3min,WFJK-409添加剂用量为5%时,考察温度对抛光质量的影响。结果见图2所示。
由图2可知,温度升高有利于加快抛光反应的进行,使得抛光工件表面快速达到光整表面的效果,但是,温度过高也会导致抛光反应产生过腐蚀现象。过腐蚀严重时,不仅使得抛光工件表面光泽度降低,还会导致工件表面出现大量麻点,使得工件变为不合格产品。因此抛光温度的控制在抛光过程起着至关重要的作用,合适的抛光温度不仅可以得到具有光亮表面的合格产品,还能够加快抛光过程的进行,提高企业效率和产能。从满足工业生产的实际需求和结合本试验结果出发,将抛光温度控制在100℃最为适宜。

图2 抛光温度对抛光质量的影响Fig.2 Effect of polishing temperature on the polishing quality
2.3 时间对抛光质量的影响
抛光时间是铝合金抛光过程中的一个重要影响因素。在抛光液中PPA与硫酸的质量比为1.5∶1,抛光温度控制为100℃,WFJK-409添加剂用量为5%时,考察抛光时间对抛光工件质量的影响,以抛光后产品的光泽度值作为参考指标。结果见图3所示。
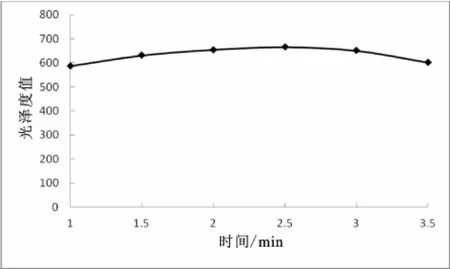
图3 抛光时间对抛光质量的影响Fig.3 Effect of polishing time for polishing quality
由图3可知,随着抛光时间的延长,抛光铝件表面的光泽度值会上升,但到了一定的时间后,光泽度值则会出现下降趋势。铝合金化学抛光过程实际上是一个氧化成膜-溶膜的化学反应过程,若抛光时间过短,则反应进行不彻底,从而使得抛光工件产品光泽度不够高;但是,若抛光时间过长,也容易因过腐蚀而导致铝件表面出现麻点[7],降低光泽度值。从图3可知,抛光时间控制在2.5min比较合适。
2.4 添加剂用量对抛光质量的影响
WFJK-409添加剂是基于湿法净化磷酸为原料制备的铝合金两酸无烟氧化抛光液添加剂,是影响铝合金两酸抛光质量的关键影响因素。在抛光液中PPA与硫酸的质量比为1.5∶1,抛光温度控制为100℃,抛光时间为2.5min时,考察抛光液添加剂用量对抛光工件产品质量的影响,以抛光后产品的光泽度值作为参考指标。结果见图4所示。
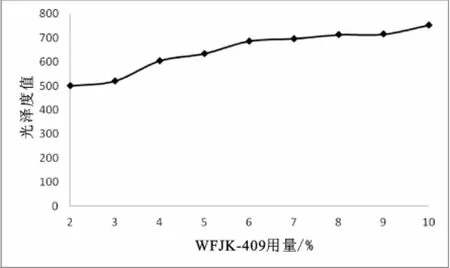
图4 添加剂 WFJK-409用量对抛光质量的影响Fig.4 Effect of WFJK-409 additive on the polishing quality
由图4可知,随着WFJK-409用量增大,抛光铝件的光泽度值也不断增大。当WFJK-409添加剂用量达到4%时,抛光铝件的光泽度值达到600,能够符合大部分铝型材加工企业的质量标准。结合成本因素,WFJK-409添加剂的最佳用量为≥4%。
3 结论
基于湿法净化磷酸的WFJK-409两酸无烟抛光工艺的最佳工艺条件为:PPA与硫酸的质量比为 1.5∶1、抛光温度为100℃、抛光时间为2.5min、两酸抛光添加剂 WFJK-409的用量≥4%。该工艺不仅采用了低能耗、低成本的湿法净化磷酸替代原有的高能耗、高污染的热法磷酸,体现了一定的成本优势,而且解决了传统三酸抛光工艺的黄烟污染问题,其抛光效果也可以与三酸抛光相媲美。
[1]陈玉云,黄德镛,林友.湿法净化磷酸市场发展趋势[J].云南化工,2004,31(5):10-20.
[2]梅毅,方晓峰.湿法磷酸净化与热法磷酸竞争力分析[J].云南化工,2007,34(5):18-22.
[3]钟建华,张聚国.铝材无烟化学抛光剂的研制[J].材料保护,2006,39(4):1-5.
[4]张浩,屠炳林,王灿,等.铝及铝合金化学抛光工艺的比较[J].材料保护,2003,36(4):65—66.
[5]庞洪涛,李鑫庆,王菊荣.铝及铝合金高亮度无黄烟化学抛光工艺[J].材料保护,2002,35(11):38 -40.
[6]孙洪波,李轶,熊仕显,等.铝合金环保型无烟化学抛光工艺的研究[J].电镀与环保,2009,29(5):20-23.
[7]魏宝明.金属腐蚀理论及应用[M].北京:化学工业出版社,1984.
Research on Polishing Technology for Aluminum Alloy based on Purified Wet Phosphoric Acid
LI Wen-fei,LIU Mei-xia,ZHANG Dan
(Wengfu(Group)Co.,Ltd,Guiyang 550000,China)
In order to eliminate the pollution of nitrogen and oxygen compounds in the traditional three acid polishing process and response to national low-carbon environmental requirements,two acid smokeless chemical polishing process of aluminum alloy based on purified wet phosphoric acid(PPA)was developed. The influence of various factors on the polishing quality of the 6063 series aluminum alloy workpieces was investigated.The results indicate that under the technological conditions with the mass ratio of PPA to sulphuric acid being 1.5:1,polishing temperature 100℃,polishing time 2.5min,WFJK-409 chemical additive ≥4%,the same polishing effect as that of three acid polishing process can be obtained.
purified wet phosphoric acid;aluminum alloy;smokeless chemical polishing
TQ126.3+5
A
1004-275X(2015)04-0009-03
12.3969/j.issn.1004-275X.2015.04.003
收稿:2015-06-02
贵州省科学技术基金[黔科合 LH字(2014)7403]。
李文飞(1982-)男,土家族,贵州人,硕士,工程师,从事磷化工相关方向研究。
