1780热连轧机颤振分析及抑制措施
2015-01-01王松军
王松军
(河北钢铁集团承德分公司 河北承德)
一、概述
针对承钢1780 mm热连轧机轧制过程中出现低频颤振展开研究。轧机在生产Q235B终轧厚度2 mm左右板带时,F2、F3轧机出现振动,尤其是随着振动强度、速度的变化而出现低频轰鸣声。轧机异常振动的出现,产品表面质量降低,加剧了轧辊磨损,给轧机带来各种潜在危险,制约轧制生产及轧制速度的进一步提高。因此,迫切需要研究振动的原因,掌握振动特性及规律,提出解决轧机振动的方法。
针对轧机颤振的研究主要集中在冷连轧机,导致冷连轧机颤振的因素,主要集中在带钢张力和轧制润滑方面的研究。由于热连轧机与冷连轧机轧制工艺有很大不同,在轧制过程中,热连轧机主要采用微张力控制,因此,导致颤振的原因与冷连轧机也有所不同。由于现场轧机发生的颤振为低频振动,与传动系统有着较大关系,因此,主要考虑齿轮传动啮合冲击作用下的轧机振动特性。
二、传动系统齿轮啮合冲击分析
热连轧机发生的共振颤振,主要是由于轧机在轧制过程中存在接近或等于轧机固有频率的激励成分,这类振动在热连轧机中较为常见。导致轧机机座颤振的激励主要来自轧机传动系统,如各种传动部件偏心、安装误差、齿轮啮合冲击等,这些扰动激励的频率不是固定不变的,而是随轧机的轧制速度的变化而变化,其中尤以齿轮啮合冲击造成的扰动对轧机影响较大。
图1为F2轧机传动系统中齿轮啮合扰动频率与轧机机座的固有频率变化图。在F2轧机传动系统中减速器、齿轮基座以及鼓形齿接轴中都存在齿轮啮合冲击。其中,减速器齿数为70,造成的齿轮啮合冲击频率为70×n,n 为轧辊的旋转速度,单位为 r/s;齿轮基座的齿数为28,其齿轮啮合冲击频率为28×n;接轴的齿数约50,当上下接轴的齿轮啮合相位为零,齿轮冲击啮合频率为50×n。减速器、齿轮基座和接轴,在轧制过程中齿轮啮合冲击频率随轧制速度变化而变化,使传动系统中出现与啮合频率相同的扰动频率成分。由于齿轮啮合冲击频率随轧制速度的增长速度远大于固有频率的增长速度,当齿轮啮合冲击频率接近或等于轧机固有频率时,轧机将发生共振颤振。图1中圆部分区域为F2轧机易发生共振颤振的轧制速度区域,在2.3 m/s和3.23 m/s附近。

图1 F2轧机轧制速度与传动齿轮啮合扰动下共振频率区域
三、仿真分析
1.仿真参数设定
以F2轧机实际轧制过程参数为例,仿真参数主要取值见表1。

表1 仿真参数主要取值
2.不同轧制速度下轧机的颤振曲线
考虑传动系统齿轮啮合冲击作用的影响,对F3轧机的机架振动情况进行动力学仿真分析。图2~图8为不同轧制速度下,F2轧机轧件出口厚度的变化响应图。其中,图2为F2在没有外部激励扰动时轧件出口厚度变化曲线,在没有外部扰动情况下,轧件出口厚度经咬钢冲击后有短暂的厚度波动外,将很快趋于稳定。

图2 无扰动下F2轧机出口厚度变化曲线
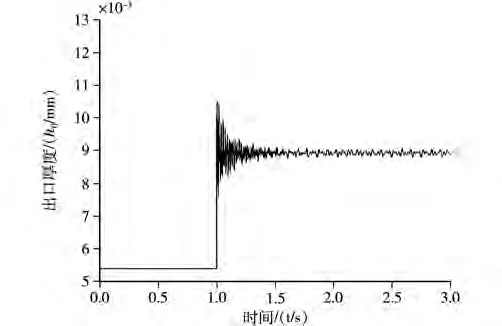
图3 轧制速度为1.5 m/s时F2轧机出口厚度变化曲线
图3~图 8 分别为轧制速度在 1.5 m/s、2 m/s、2.3 m/s、2.6 m/s、3.2 m/s、3.5 m/s时轧机出口厚度变化曲线。
由上面对F2轧机机座的固有频率计算可知,当F2轧机的轧制速度等于或接近于2.3 m/s或3.2 m/s时,轧机传动系统中减速器和接轴齿轮啮合频率将接近轧机机座的第一阶固有频率60.5 Hz,此时轧机将发生共振颤振(图5和图7),此时轧机的共振响应将明显增大;当齿轮啮合频率远离60.5 Hz时,共振将明显减少。因此,F2轧机在轧制过程应尽量避免2.31 m/s和3.23 m/s这2个轧制速度。
四、振动抑制措施
(1)选取适当的轧制速度,使系统中齿轮啮合频率远离轧机机座的固有频率;F2轧机因尽量避免2.3 m/s和3.2 m/s这两个轧制速度;F3轧机在轧制过程应尽量避免3.3 m/s和4.2 m/s这两个轧制速度。

图4 轧制速度为2 m/s时F2轧机出口厚度变化曲线

图5 轧制速度为2.3 m/s时F2轧机出口厚度变化曲线

图6 轧制速度为2.6 m/s时F2轧机出口厚度变化曲线
(2)提高轧机机座系统中的阻尼c,可通过增加液压衬板等措施增加系统的阻尼。
(3)提高轧辊的重量。
(4)降低齿轮啮合过程中冲击效应强度,合理确定齿的精度,尽量减小齿轮传动间隙、接轴部件内部间隙,都可有效减低齿轮啮合冲击效应的强度。
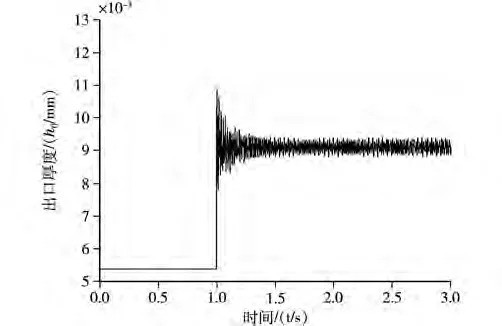
图7 轧制速度为3.2 m/s时F2轧机出口厚度变化曲线
五、结论
研究了轧机传系统齿轮啮合冲击对轧机振动影响,分析得到减速器、齿轮机座以及弧形齿接轴中齿轮啮合冲击影响下,容易发生振动的速度区域。同时,分析了齿轮啮合冲击作用下轧机振动特性及振动过程中各个因素对振幅的影响规律,并提出降低轧机振动强度的措施。
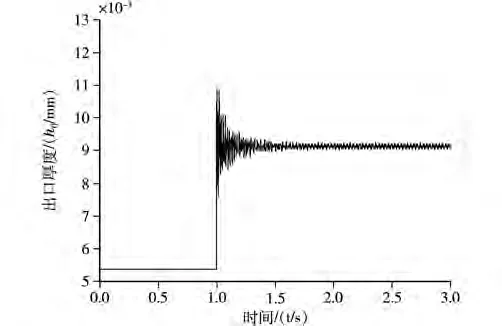
图8 轧制速度为3.5 m/s时F2轧机出口厚度变化曲线