纳米金刚石钻头试验研究
2015-01-01汤凤林高申友蒋国盛张晓西卢春华
汤凤林,高申友,Чихоткин В.Ф.,彭 莉,蒋国盛,张晓西,卢春华
(1.中国地质大学〈武汉〉,湖北武汉430074;2.无锡钻探工具厂有限公司,江苏无锡214174)
1 概述
纳米技术是用单个原子、分子制造物质的科学技术,主要研究结构尺寸在0.1~100 nm范围内材料的性质和应用。纳米技术是一门应用科学,是现代科学(混沌物理、量子力学、介观物理学、分子生物学)和现代技术(计算机技术、微电子和扫描隧道显微镜技术、核分析技术)相结合的产物。我国著名科学家钱学森曾指出,纳米左右和纳米以下的结构是下一阶段科技发展的一个重点,会是一次技术革命,从而将引起21世纪又一次产业革命。
纳米材料是20世纪90年代后期兴起的一种高新材料,纳米级金刚石是近几年来用爆炸技术合成的一种新材料。它不但具有金刚石的固有特性,而且具有小尺寸效应、大比表面积效应、量子尺寸效应等,因而展现出纳米材料的特性。在爆炸波中合成的这种金刚石具有立方组织结构,晶格常数为(0.3562+0.0003)nm,晶体密度为 3.1 g/cm3,比表面积为300~390 m2/g。经过不同的化学处理后,金刚石表面可以形成多种不同的官能团,这种金刚石晶体具有很高的吸附能力。
俄罗斯、美国等国家在开展爆炸合成纳米级金刚石技术及应用开发方面起步较早,已经开发出不少的产品,取得了很好的成果。我国在这个领域的研究起步较晚,但也取得了一定的成果[1-4]。
2 纳米金刚石
纳米金刚石(nanodiamond)是利用负氧平衡炸药在爆炸(轰)过程中产生的游离碳,控制爆轰时的压力和温度,使之转变成5~20 nm粒径的微晶金刚石颗粒。特殊的合成条件使其基本颗粒近球形,表面具有丰富的功能团,比表面积相对普通金刚石产品提高了一个数量级。纳米金刚石不仅有金刚石极好的硬度和研磨特性,同时也具有纳米功能材料的新特性。
纳米金刚石在磨料磨具领域主要用来与胎体金属混合制造出高强度低气孔率的金刚石烧结体,其显微硬度可达6000~7000 kg/mm2(60~70 GPa),可用来加工软或脆性材料,加工表面粗糙度很低。如果预先外延生长碳或添加静压合成的金刚石微粉,在10~12 GPa压力下烧结获得的金刚石聚晶显微硬度可以达到天然金刚石单晶的水平[5]。
俄罗斯圣彼得堡联邦国家专门联合设计局(ФГУП СКТБ)利用最新技术和工艺研制出了年产1 t的纳米金刚石的成套设备(见图1)。该设备生产纳米金刚石分为2个阶段:第一个阶段是生产含纳米金刚石的粉料(图1a);第二个阶段是在高压作用下,利用反应堆对粉料进行热力氧化处理和化学提纯处理(图 1b)[6]。
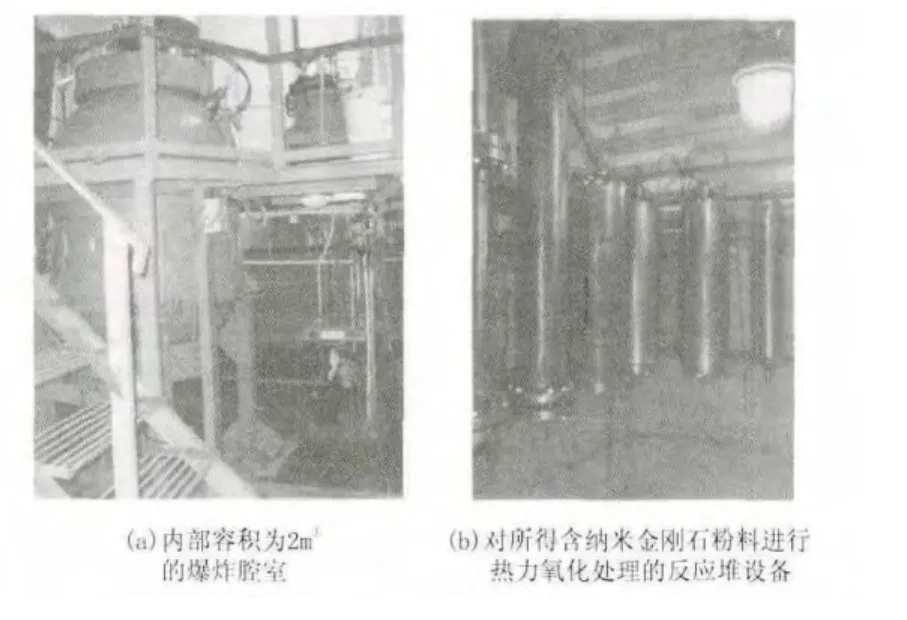
图1 生产纳米金刚石的成套设备
乌克兰超硬材料研究所(ИСМ)利用三硝基甲苯和黑索金炸药(三甲基三硝基胺)爆炸方法研制出了纳米金刚石 АСУД -50、АСУД -75、АСУД -95和АСУД-99。每种纳米金刚石都有其不同的使用目的和使用范围。上述纳米金刚石的物理化学指标见表 1[7]。

表1 乌克兰超硬材料研究所研制的纳米金刚石物理化学指标
3 纳米金刚石钻头试验
乌克兰超硬材料研究所 Г. П. Богатырева博士等人对研制的纳米金刚石钻头进行了实验室试验[8]。
3.1 试验条件
钻头上镶有AC125T型人造金刚石,粒度为400/315 μm,相对浓度为125%。在用作对比的钻头胎体粉料中,没有加入纳米金刚石ДНА。
钻头试验是在专门设计的钻进试验台上进行的。钻进试验台由改进的2H58型直立钻床和液压给进系统以及冲洗系统组成。
试验所用岩石为科罗斯德舍夫花岗岩,可钻性为10级,压模硬度pш=237 dN/mm2(2.37 kPa),研磨性为43,可钻性联合指标为pm=34.2~51.2,每次试验钻进岩石深度均为0.4 m。
3.2 评价指标
钻头钻进试验结果是用胎体耐磨性和破碎单位体积岩石消耗的功这2个参数进行评价的。用破碎单位体积岩石消耗的功来评价钻头钻进效果,可能比用机械钻速和钻头进尺进行评价更加科学和客观。
磨损试验条件与生产条件相同;所有钻头的试验条件都是相同的;钻头试验后高度磨损量用МИГ仪器进行,精度达1 μm。
钻头高度磨损强度I按下式计算:

式中:hi——钻头高度磨损量,mm;D外、D内——钻头外径和内径,mm;n——钻头转数,r/min;T——钻进时间,min。
机械钻速(每转钻头进尺)不变时,岩石破碎效果用破碎单位体积岩石消耗的功进行评价。破碎单位体积岩石消耗的功A比按下式计算:

式中:N——破碎岩石消耗的功率,kW;T——钻进时间,min;D外、D内——钻头外径和内径,mm;L——钻进试验进尺,m。
钻头试验时的钻头转速为400~800 r/min,因为金刚石生产钻进中这种转速最为常用,所以选用了这个转速。得到的机械钻速为1.5~4.8 m/h,与生产条件下的钻速基本相当。由于钻头每转进尺分别为63、80和100 μm保持不变,所以一个循环中所用所有4种试验钻头的机械钻速都是相同的。
3.3 试验结果
第一阶段试验的目的是确定金刚石钻头胎体材料(YG+Cu)硬度与胎体中ДНА含量的关系(见图2)。
从图2可见,胎体硬度是变化的。与未加纳米金刚石的胎体比较,加有纳米金刚石的胎体硬度皆随纳米金刚石含量的增加而增大,加有体积2%纳米金刚石的胎体硬度增加了30%。继续加大纳米金刚石含量时,钻头胎体硬度降低。

图2 金刚石钻头胎体材料(YG+Cu)硬度与胎体中ДНА含量的关系
第二阶段试验的目的是确定钻头耐磨性与其胎体中纳米金刚石含量的关系和破碎单位体积岩石消耗的功与纳米金刚石含量的关系。
钻进科罗斯德舍夫花岗岩时,钻头转数n不同、每转不同进尺时,磨损强度与钻头胎体中ДНА含量的关系试验资料见图3。
不同转速、每转不同进尺时,破碎单位体积科罗斯德舍夫花岗岩消耗的功与钻头胎体中ДНА含量的关系试验资料见图4。

图3 不同转速、每转不同进尺时,磨损强度与钻头胎体中ДНА含量的关系曲线

图4 不同转速、每转不同进尺时,破碎单位体积科罗斯德舍夫花岗岩消耗的功与钻头胎体中ДНА含量的关系曲线
从图3可见,对于所有试验的钻头来说,胎体磨 损强度皆随钻头转速的增加和每转给进进尺的增加(请注意每转进尺不同时,图3a、3b、3c纵坐标上的磨损数值比例尺不同)而增加,这是共同的规律性。考虑到岩石破碎过程是用正常规程进行的,所以,对于各种数值的每转进尺来说,钻头磨损强度与每分钟转数的关系都是一条直线或者是接近一条直线。图3还表明,在钻头任何转数条件下和任何每转进尺条件下,当纳米金刚石在胎体中的体积含量为1%和2%时,钻头磨损强度最小,即钻头耐磨性最大。当纳米金刚石在胎体中的体积含量大于2%时,钻头磨损强度增大,而且接近于胎体中不含纳米金刚石胎体的磨损强度的数值。
必须指出的是,与钻头每分钟转数相比,钻头每转进尺这个参数可以引起钻头磨损强度发生较大的变化。这是因为岩石破碎体积的增加会引起作用在钻头工作唇面上的动载增加,从而提高了胎体和位于胎体唇面上金刚石与岩石的摩擦力。
可以认为,上述关系可能与破碎岩石消耗的功率与岩石摩擦消耗的功率的比例不同有关,示于图4上关于岩石破碎过程能量消耗的资料,可以证明这一点。这是因为,随着胎体硬度的增加,胎体抵制被破碎岩石岩屑产生的研磨性磨损的能力也增加了。
从图4可见,对破碎单位岩石消耗的功的试验资料进行对比分析表明,胎体中ДНА体积含量占1%~2%的试验钻头,破碎单位岩石消耗的功均为较小。钻头转速400 r/min、每转进尺63 μm和胎体中ДНА体积含量占2%的试验钻头破碎单位岩石消耗的功最小(见图4a)。可以认为这是钻进上述花岗岩时的最优钻进规程。
4 认识与建议
根据以上讨论,提出以下认识和建议。
(1)纳米技术是近年来发展起来的一种新技术。纳米技术是一门应用科学,是现代科学和现代技术相结合的产物。这是一次技术革命,必将引起一次产业革命。我们应该加紧研究,努力工作,迎头赶上,把纳米技术早日用到探矿工程中来。
(2)在金刚石钻头生产使用的材料中,含有金刚石材料和胎体粉料。这两种材料都有一个纳米化研究的问题。但是在钻探工程中,破碎岩石主要是胎体中的硬质点金刚石,所以,先从纳米金刚石开始进行研究是必要的,也是应该的。
(3)乌克兰超硬材料研究所进行的钻头试验结果表明,在钻头耐磨性和钻进效果指标(破碎单位体积岩石消耗的功)方面,胎体中加有爆炸方法产生的纳米金刚石ДНА的钻头,均比未加该种金刚石的钻头好。这就说明这种纳米金刚石是一种很好的破碎岩石材料,很有发展前景。
(4)钻头试验是用每转恒进尺钻进方式进行的。试验结果证明,在冲洗液性能、数量合理,保持正常岩屑规程的条件下,钻头转速400 r/min、每转进尺63 μm和胎体中ДНА体积含量占2%情况下钻头耐磨性最好、破碎单位体积岩石消耗的功最小。说明采用的这种钻进规程参数是合理的,纳米金刚石在胎体中的含量是最优的,这可能与所钻的花岗岩的物理力学性质有关。但是必须指出的是,这个试验结果只能说是初步的,今后还有很多工作需要做。
(5)金刚石钻进是我国的主要钻探方式。我国从事金刚石钻头研制和进行金刚石钻进的单位和人员很多,从事纳米金刚石研究工作的同事们已经取得了很好的成果。可以相信,中国探工人一定能够在纳米技术在探矿工程的应用、在纳米金刚石钻头的研发方面取得新的更大的成绩,达到世界先进水平。
[1] 秦宇,王光祖.发展中的中国纳米金刚石应用技术[J].超硬材料工程,2007,(4):38 -42.
[2] 罗立群,张泾林,朱永伟.纳米金刚石的研究与应用现状[J].材料导报工程,2004,18(10):127 -131.
[3] 邹芹,王明智,王艳辉.纳米金刚石的性能与应用前景[J].金刚石与磨具磨料工程,2003,(2):54-58.
[4] 王光祖,胡建根,罗明.纳米级金刚石的结构、性能和应用[J].金刚石与磨具磨料工程,2000,(5):9-12.
[5] О.Н.Ефимов,Н.Н.ВершининбВ.Ф.Таций и др.Наноалмазы и катализ[J].International Scientific Journal for Alternative Energy and Ecology,2007,6(50):98 -106.
[6] В.Ю.Долматов.О необходимости создания мощного производства детонационных наноалмазов[A].Сборник научных трудов[C].Киев,2010:320 -323.
[7] Г.П.Богатырева и др.Сопоставительный анализ детонационных наноалмазов в различных условиях[A].Сборник научных трудов[C].Киев,2010:315 -320.
[8] Г.П.Богатырева и др.Оценка перспективности структурирования металломатричных композитов алмазных буровых коронок наноалмазами[A].Сборник научных трудов[C].Киев,2011:97 -102.