固定闪光焊接接头轨顶面平直度变化特点研究
2014-12-25高彦嵩高文会张宪良
高彦嵩,高文会,张宪良
(1.北京铁路局工务处,北京 100860;2.中国铁道科学院 金属及化学研究所,北京 100081;3.北京工电大修段,北京 100071)
外观质量是评定钢轨固定闪光焊接接头质量的一个重要方面。而在外观质量评定中,轨顶面平直度又是一个主要检测项目。根据焊接标准规定,1 m范围内焊接接头轨顶面平直度为0.1~0.3 mm。在实际应用中,厂内焊接接头在钢轨上线之后状态会发生变化,在线路上常常会出现低接头。轨顶面平直度为负值的低接头对行车安全不利,因此如何克服低接头出现是厂内钢轨焊接需要研究的问题。本文通过设置不同的钢轨接头热处理参数及不同范围的轨顶面平直度,研究上线运行之后接头外观质量的变化情况。
1 试验方案
1.1 热处理工艺
钢轨焊接接头经过热处理可以有效细化内部组织,提高接头耐磨性,热处理工艺对接头外观质量影响较大。以喷风压力作为主要参数,采用两档,一档喷风压力为0.10~0.12 MPa,另一档喷风压力为0.22~0.24 MPa。
国际上将船舶成本分为资本成本、营运成本、航次成本等。资本成本要素是船舶造价、利息和船舶折旧;营运成本要素是船员、维修、物料备件、滑油、保险、审核检验、坞修、管理等;航次成本要素是燃油、港口、运河、破冰护航、武装保安、海盗险等。
1.2 轨顶平直度
设置了3组轨顶面平直度范围,分别为0.10~0.20 mm,0.30~0.40 mm,0.50~0.60 mm。
1.3 接头数量
在喷风压力为0.10~0.12 MPa时,3组轨顶面平直度每组分别焊接16个接头,计48个;在喷风压力为0.22~0.24 MPa时,3组轨顶面平直度每组分别焊接16个接头,计48个。合计焊接96个接头进行研究。
下面对96个焊接接头厂内轨顶面平直度数据及现场测量数据予以分析。
1.4 铺设地点
选取了年通过总重超过110Mt的石太线作为焊接接头轨顶面平直度研究的试验线路,2013年结合石太线大修换轨,将96个接头铺设在石太下行线阳泉—赛鱼区间,具体铺设里程为K108+016—K115+900。
2 试验数据分析
2013年8月96个接头焊接完成,2013年9月至2014年3月分别进行了4次现场轨顶面平直度测量。测量工具为SEC电子平尺,每次测量时间段均为13:00—18:00。
综上所述,中庸丰富的内涵使其表现出了多样化、多层次的实践和功能,本研究意在社会认知基本维度框架下,探索中庸思维与个人特质的关系,描述中庸思维者的典型特征。
2.1 焊接接头轨顶平直度总体变化
第三个阶段是在洞穴外的光天化日之下。这个被解放的人不但被迫观看洞穴内的火光和墙头的器物,而且被迫走出洞穴。在洞穴外他又一次因为阳光刺眼而眼冒金星、无法看清。他无法一下子看清无蔽的事物,而是需要一个逐渐适应的过程,在这个过程中他首先可以看到阴影,然后可以看到事物在水面上的倒影,接着能够看到事物本身。就事物本身而言,他也是先比较容易在晚上的星光和月光中观看较为暗淡的星星和月亮,最后才能在白天直接观看太阳。而这个太阳,正是使得一切事物得以被看见并且使得人的眼睛可以看见的原因,是最无蔽者。[5]209-211
表1是3种厂内轨顶面平直度范围内接头平直度降幅对比。可见,初始轨顶面平直度数值较低时,轨顶面平直度降幅较小,而初始轨顶面平直度数值较大时,平直度降幅显著增加。

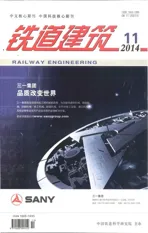
图1 轨顶面平直度数据对比
2.2 两种热处理工艺下接头轨顶面平直度变化
图2为喷风压力在0.10~0.12 MPa时焊接的接头轨顶面平直度数据,可知每次现场测量数据均有较大变化。另外,喷风压力在0.10~0.12 MPa时,4次现场测量数据平均值为0.277 mm,厂内轨顶面平直度平均值为0.359 mm,现场轨顶面平直度比厂内数值下降23%。
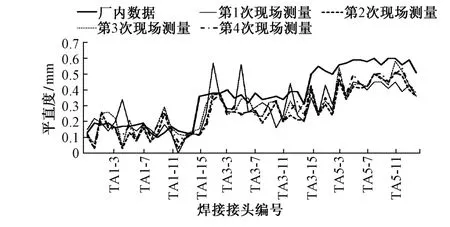
图2 风压喷力0.100~0.12 MPa时轨顶面平直度数据对比
图3为喷风压力在0.22~0.24 MPa时焊接的接头轨顶面平直度数据,可知每次现场测量数据变化较小。另外,喷风压力在0.22~0.24 MPa时,4次现场测量数据平均值为0.292 mm,厂内轨顶面平直度平均值为0.356 mm,现场轨顶面平直度比厂内数值下降18%。

图3 喷风压力0.22~0.24 MPa时轨顶面平直度数据对比
上述分析说明,初始轨顶面平直度范围较高的接头在线上使用后轨顶面平直度高点降幅较大,即厂内轨顶面平直度数值与现场使用后降幅成正比趋势。
2.3 3种范围接头轨顶面平直度变化
图4为轨顶面平直度在0.10~0.20 mm时32个接头厂内及现场测量轨顶面平直度对比,可知此范围内各次测量数据大小交错,很多接头现场轨顶面平直度甚至超过厂内测量值。这说明焊接接头到达线路后,受道砟、轨枕、轨下垫板等多种因素影响,导致轨顶面平直度比厂内值大。
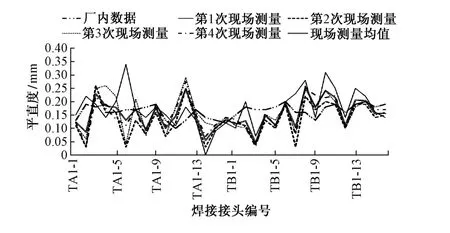
图4 厂内平直度0.10~0.20 mm时厂内及现场测量轨顶面平直度数据对比
图5为轨顶面平直度在0.30~0.40 mm时32个接头厂内及现场测量轨顶面平直度对比,可知,仅4个接头现场轨顶面平直度超过厂内数值,这表明接头轨顶面平直度增大后,车轮经过对钢轨接头轨顶面磨削效果开始显现。

图5 厂内平直度0.30~0.40 mm时厂内及现场测量轨顶面平直度数据对比
图6为轨顶面平直度在0.50~0.60 mm时32个接头厂内及现场测量轨顶面平直度对比,可明显看出仅2个接头现场轨顶面平直度超出厂内数值,现场轨顶面平直度多数明显小于厂内数值,这表明接头平直度受磨削影响较大。
图7比较了大机打磨前后10个焊接接头轨顶面平直度变化情况。可以看出,大机打磨对焊接接头轨顶面平直度高点影响甚小。

图6 厂内平直度0.50~0.60 mm时厂内及现场测量轨顶面平直度数据对比
式中:p1,k为升降气缸腔压力;p2,k为倾斜气缸腔压力;p3,k为扩展气缸腔压力;ΔPLS为压力差.
图1为厂内接头轨顶面平直度数据同4次现场测量数据对比,可以看出,厂内数据明显高于现场测量数据,总体而言,钢轨焊接接头上线后轨顶面平直度高点数值比厂内数值小。

表1 3组轨顶面平直度范围内接头平直度降幅对比
上述分析表明,喷风压力较大时,焊接接头铺设至现场的轨顶面平直度下降幅度较小,大喷风压力的热处理工艺能够延缓焊接接头轨顶面平直度减小的速度。
2.4 大机打磨前后焊接接头轨顶面平直度变化
联系商务英语专业对口企业负责人,了解新进人员对所学专业基础知识和技能的掌握情况,随时掌握该企业相关职业岗位的个人能力需求及行业发展动态,可以作为修订和完善培养方案的参考依据。
图7 打磨前后平直度数据对比
通过计算,大机打磨前10个焊接接头轨顶面平直度均值为0.26 mm,大机打磨后均值为0.27 mm,差别很小,表明大机打磨对轨顶面平直度基本无影响。
在“一带一路”实施的过程中,沟通的问题、传播的问题、文化碰撞的问题等实践中产生的新问题,为研究者提供了大量研究选题。
3 结论
1)总体上,固定闪光焊接接头上线后轨顶面平直度与厂内数值相比逐渐减小。
2)喷风压力大时焊接接头硬度高,从而增加了接头耐磨性,大喷风压力的热处理工艺有利于延缓接头轨顶面平直度磨耗。
3)初始轨顶面平直度设置范围对接头上线后轨顶面平直度影响较大。初始轨顶面平直度较小时上线后轨顶面平直度大小变化不一;而初始轨顶面平直度较大时上线后轨顶面平直度普遍减小。
4)大机打磨对焊接接头轨顶面平直度基本无影响。
5)在年通过总重超过110 Mt的线路上,钢轨厂内固定闪光焊接时,接头热处理喷风压力适宜选取0.22~0.24 MPa,而接头轨顶面平直度宜控制在0.3~0.4 mm。
[1]王振强,戴虹,吕其兵,等.无缝线路钢轨现场焊接质量研究[J].铁道建筑,2005(8):76-80.
[2]高文会.钢轨闪光焊接头平直度控制技术[J].铁道建筑,2010(9):103-107.
[3]高彦嵩.浅析钢轨厂内固定闪光焊接质量控制关键环节[J].金属加工(热加工),2011(16):39-40.
[4]牛道安.提高钢轨工厂焊接接头可靠性的研究[J].铁道建筑,2012(7):118-120.
[5]张铭达.长钢轨厂焊接头外观质量的控制[M]//中国铁道学会工务委员会.铁道工务(钢轨闪光焊).北京:中国铁道出版社,2011.
[6]高彦嵩,晁俊才,张宪良.钢轨平直度电子测量仪应用比较[J].设备管理与维修,2011(11):21-23.
[7]周华.浅谈钢轨焊接接头踏面平直度控制[M]//中国铁道学会工务委员会.铁道工务(钢轨闪光焊).北京:中国铁道出版社,2013.