圆网印花机的设计分析与研究
2014-12-23陈晓琳
宋 甜 陈晓琳 夏 彬
(武汉铁路职业技术学院,湖北 武汉430000)
0 前言
在我国,圆网印花技术是八十年代从国外引进的机械共轴传动技术,其缺点是:传动环节过多,积累误差大,导致印花精度不高;随着机械磨损的逐步加剧,容易出现“跑花”现象,影响印花的稳定性;对不同厚度织物的适应性受到限制。圆网的驱动控制是印花机的关键技术之一,它应保证各圆网在印花过程中的位置同步,从而保证在花布上的各色图案间的位置关系与花型设计相符。根据圆网印花工艺,在分析了“错花”现象的成因以及传统印花机的缺点的基础之上,结合现场要求,提出了由驱动设备、控制面板、监控设备和PLC构成的圆网印花控制系统的整体方案。每个圆网由伺服电机在控制面板的控制下独立驱动,控制面板之间相互独立,统一由PLC控制、协调。
1 圆网印花机系统简介
进布单元由进布电机M1作为其传动电机,其作用是对基布作印花加工前的工艺整理,使其平整匀速的传送到印花单元。
印花单元是整个印花系统的核心,由印花橡胶导带、圆网电机、圆网、对花装置、水洗和刮刀装置以及浆泵系统组成。基布进入印花单元后,被送至印花橡胶导带上,通过热塑胶的粘合作用,将织物粘贴在印花橡胶导带上,连续地经过各个圆网。导带在主令电机M2的驱动下作水平运动,各圆网与导带相切并跟随导带同步转动。圆网内部装有印花浆料和磁棒,网壁上根据花型蚀刻有极小的渗透孔,圆网转动过程中,印花浆料在磁棒的挤压下从渗透孔中渗出印在坯布上。一个圆网对应一种花色,基布依次经过各印花圆网,完成印花全过程。
完成了印花的织物在松弛状态下被送入烘房。烘房内的风机M3由变频器驱动。布匹进入烘房后,在传送带的带动下经过供房,运行的同时织物上的颜料被风机烘干。烘干后的花布最后由出布电机M4带出机台圆网印花机是一种大型、综合、以连续化加工方式进行的生产设备,各个控制单元联合作业。通常分四个部分:进布、印花、烘房和落布。
2 系统控制结构
圆网印花机控制系统主要由五个主要部分组成,分别是、HMI人机界面、工控机、PLC控制器、进布控制单元、印花控制单元,各控制单元形成以PLC为中心的控制网,控制结构图如下控制系统结构如图1所示。
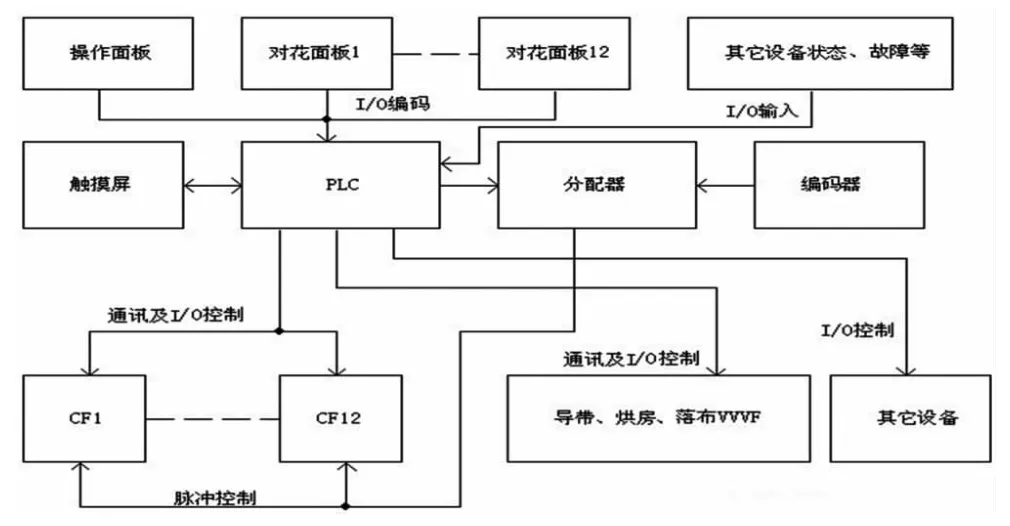
图1 控制框图
系统采用MT506M(WEINVIEW)触摸屏,液晶显示、中文界面,以方便工人操作。编辑环境为EB500。人机界面主要是对系统运行的各种参数进行显示,包括印花车速、总产量以及故障显示等,人机界面也用作输入设备向PLC发出命令信号,也可以对系统的一些参数进行修改,升降速步长、故障屏蔽等等。触摸屏与PLC之间通过PPI总线相连。
PLC控制器包括CTS7 216 CPU (24DI/16DO),24V线性稳压电源,外加 CTS7 223(16DI/16DO)、CTS7 221(32DI)、CTS7 232(4AO)专用模块完成对数据的采集与处理。编程环境为S7-200。CTS7 200系列CPU具有分段功能,可将程序分成三段,各段程序独立运行,互不影响。CPU在内部都集成了一个或多个通信口,通信口标准为RS--485半双工串行通信口,在物理上不需要外接通信模块,利用相应的电缆就能构成具有多种通信功能的复杂通信网络。PLC是系统控制的核心,将触摸屏及对花面板发出的指令传达给驱动装置,并将设备的相关信息送回触摸屏上显示。
印花机驱动系统主要包括伺服电机驱动和步进电机驱动两种方式。本系统采用Schneider Lexium23系列伺服驱动器及BCH系列三相同步伺服电机伺服电机,其特点是工作稳定,抗干扰能力强。Lexium23系列伺服驱动器,可以兼容分辨率为20位的编码器,提供多种增益的调谐方式,自动调谐的功能非常强大,可自行估算负载的惯量并自动调整增益值等参数。其高级滤波功能、共振抑制及指令平滑功能为提高印花机的工艺精度提供了可靠的硬件支持。
PLC与伺服电机及变频器之间的通讯总线采用modbus现场总线协议,底层采用485电气连接,最大通讯速率57.6K。PLC为总线主站,负责控制整个系统,并完成对从站的配置、传递参数、诊断、实时数据传输等功能。伺服驱动器及变频器是总线上的从站,从站只能被动响应主站的请求。PLC与对花面板间采用I/O编码控制,与其它设备间采用I/O控制。分配器与通过输入脉冲流对伺服驱动器传递速度指令。
3 Modus现场总线
通讯总是具有延时和不确定性。简单的通讯协议很难解决数据传输的延时及数据传输的不确定性等问题。由于圆网印花系统中,PLC对驱服电机的控制指令都需要通过通讯实现。为保证系统的实时性和高效性,必须保证数据传输的可靠性。有些数据,如速度等实时性数据,延时过长将使其失去意义。同时.圆网印花系统是一个开放式系统,因此通讯协议应该能够满足开放性的要求。使用modbus现场总路线技术完成印花系统的数据通信无疑是最好的选择。
PLC与伺服电机的Modbus通信设计:
PLC与伺服电机的Modbus通信组网的功能是配合对花面板实现圆网对花,网络结构如图2所示。
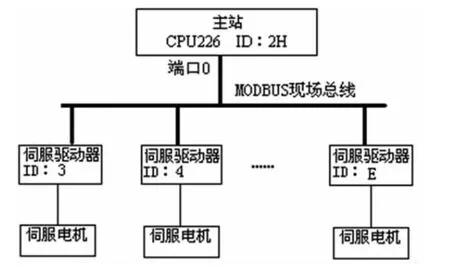
图2 PLC、伺服网络结构
PLC作为主站,站地址设为2,十二台伺服驱动器作为从站,站地址设置范围为3H-EH,总线占用PLC端口0。通讯程序流程如下:PLC输入端接收到来自对花面板的命令后,程序调用串口初始化函数MBUS_CTRL对端口0进行初始化设置,规定串口通讯速率、校验方式及通讯协议等通讯参数;将发送字节数和发送数据赋值到PLC数据缓冲区或为将要读取的从站数据设置数据存储区;以MBUS_CTRL函数的初始化完成位触发收发函数MBUS_MSG,向伺服驱动器发起读写指令;伺服驱动器接收到来自PLC的请求后对接收到的指令进行解析,并做出应答。
4 总结
为了保证在印花过程中不错花,必须保证在印花过程中圆网之间的位置绝对同步以及导带与圆网之间的线速度相对同步。通过改善导带的运行特性,使导带在印花阶段保持一个相对稳定的运行特性,减小速度波动和使用现场总线技术,同时对多台电机发送速度指令,缩短圆网电机间的响应时间差以使圆网同步特性得到改善。
[1]王永华,唐济扬.现场总线技术及应用教程:从PROFIBUS到AS-i[M].机械工业出版社,2007,1:39-44.
[2]杨宇慧.Modbus协议测试规范国家标准草案的制订及测试系统的开发[D].北京交通大学,2007:21-27.
[3]张团善.圆网印花机独立传动控制系统研制[D].西安工程科技学院,7-11.
[4]吕志刚.圆网印花机对花精度检测系统的研究[D].西安工程科技学院,2003:52-54.
[5]孙小波.圆网印花实时同步系统及网络化[D].华中科技大学,2004.
[6]朱光磊.分布式圆网印花控制系统的设计与实现[D].北京交通大学,2005:11-14,21.