电脑横机组合式凸轮换色基座的创新设计
2014-12-19常熟市国光机械有限公司顾振刚郑文玉肖锋何明华
常熟市国光机械有限公司 顾振刚 郑文玉 肖锋 何明华/文
本文通过对原有电脑横机采用的电磁铁驱动换色基座存在的缺点进行分析,对采用组合式凸轮技术和控制方法所提供的一种结构简单、稳定性好、维修率低的换色基座进行了特点及运行的分析和说明。
1. 前言
换色基座是电脑横机在编织过程中选择不同导纱器滑架(也称乌斯座)带动纱嘴中的纱线来完成各种编织的重要部件。
现有的换色装置一般均采用电磁铁配合杠杆推动的方式来实现其功能。目前无论是国内还是国外生产制造的电脑针织横机一般均采用上述原理制造。多个导纱器滑架由独立的电磁铁控制,使用频率高的电磁铁每年要更换1~3次。
2. 电磁铁驱动缺点的分析
1)每个电磁铁都有连接控制线,再加上电磁铁的磁场较大,造成电控部分的干扰,影响电控稳定性。
2)单个电磁铁故障,无法报警提示,维修人员不能尽快确定排除。
3)电磁铁切换启用频率高,瞬间工作冲击力大、噪声大,容易损坏切换机构和电磁铁自身,故障多、维修率高。
由于以上存在的缺点,造成了机械部件更换率和编织物废品率高,编织原料浪费大,维修人员花费工时成本高。
3. 组合式凸轮换色基座的设计理念
基于电磁铁换色基座的缺陷较多,常熟市国光机械有限公司研发团队对此进行了多年的探索研究,开发了一种采用动力装置为电机驱动的组合式凸轮换色基座。
该组合式凸轮换色基座的优点是:避免了电磁铁造成的电控部分干扰、稳定性差的问题。利用电机驱动组合的凸轮推动所需切换滑块,由切换滑块带动导纱器滑架,凸轮与切换滑块之间工作配合无冲击力,因此噪声小。同时,减少了电路控制连接和电磁铁所产生的电磁干扰,稳定性好,各相关部件也不容易损坏,维修少,使用寿命长。
4. 组合式凸轮换色基座的工作原理及机构特点
组合式凸轮换色机构如图1所示,包括用来选择导纱器滑架的切换滑块2、杠杆3和动力装置,所述杠杆3为跷跷板式设置,其中部采用轴4固定,杠杆3的两端分别设置有切换滑块2、动力装置,动力装置推动杠杆3一端,杠杆3的另一端带动切换滑块2向上运动,所述切换滑块2上设置有复位弹簧10,复位弹簧10设置在切换滑块2和安装盖板11之间,在动力装置推动杠杆3一端的力度解除后,复位弹簧10使切换滑块2向下复位。所述动力装置摒弃传统采用组合电磁铁来分别推动所需切换滑块2的结构,其包括电机驱动的凸轮6,所述凸轮6安装在电机轴5上,凸轮6下方为杠杆3,凸轮6的曲面作用在杠杆3的一端,即凸轮6的曲面推动杠杆3的一端。
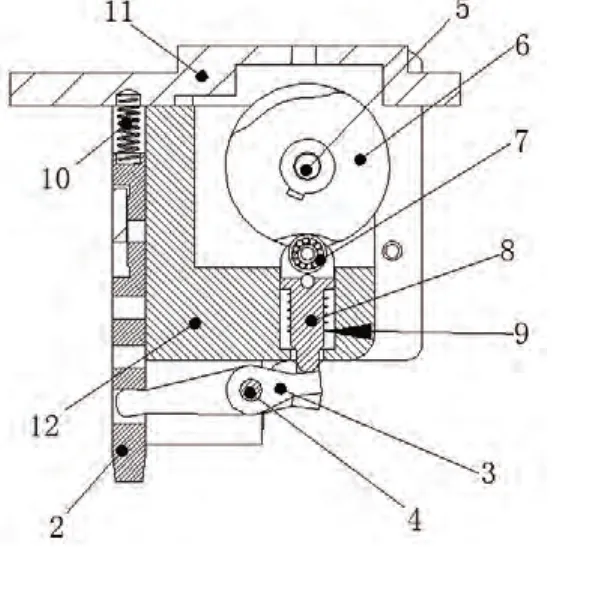
图1 凸轮换色机构示意图
如图1所示,还可以在凸轮6与杠杆3之间设置顶销8,所述顶销8可上下活动地安装在凸轮6下方的基座12上,其上端紧靠凸轮6的曲面,其下端作用在杠杆3的一端。一般情况下,单系统的电脑针织横机的换色基座由八个并排的换色机构构成,从一端起,相邻四个换色机构的凸轮设置在一个电机轴上,而双系统、三系统则以此类推。
5. 组合式凸轮换色基座的具体实施方式
5.1 凸轮类型的选择
当从动件的位移、速度、加速度必须严格按照预定规律变化时,常采用凸轮机构。凸轮机构一般由凸轮、从动件和机架三个基本构件组成。凸轮机构的主要优点是,只要适当设计凸轮轮廓曲线,即可使从动件实现各种预期的运动规律,简单紧凑。
电脑横机换色基座工作时要求中速低载,故可选择盘形凸轮控制顶销8的上下运动,应用最普遍的滚子从动件,其承受力较好。盘形凸轮需要与柱形弹簧配合工作,为力锁合凸轮机构。
5.2 组合式凸轮分度转动规律
电脑针织横机的换色基座包括多个换色机构,一般情况下,单系统的电脑针织横机的换色基座具有6至8个换色机构,这些换色机构依次排在一起;双系统则需要再加6至8个换色机构并排成两行,如图2所示;而三系统、四系统则以此类推。
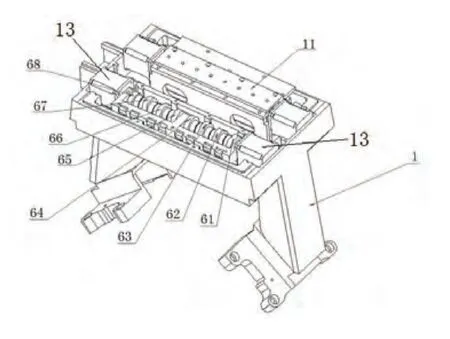
图2 组合式凸轮换色基座
如图2所示,电脑织针横机在使用组合式凸轮换色基座时,可以采用一个电机轴5上设置有多个凸轮6,每个凸轮6对应一个换色机构,即一个电机13驱动多个换色机构。此时考虑到不同切换滑块2选择导纱器滑架的时间不同,因此此时凸轮6的形状是不同的。凸轮6具体的形状有多种选择,但选择的思路是:一个或多个导纱器滑架的选择与其他没有被选中的导纱器滑架之间互不干扰,不干涉正常的工作。优化的选择可以是:一个电机13驱动4个凸轮6,如图4所示,2个电机13共驱动8个凸轮6。
下面以单系统为例,对电机驱动凸轮以及凸轮形状的选择进行详细说明。单系统的电脑针织横机换色基座具有八个换色机构,如图2所示,换色基座安装在天桥1上,从一端起,将换色基座上相邻四个换色机构的凸轮6通过一个电机13驱动,这样八个换色机构仅用两个电机13便可以实现驱动。
将上述换色基座的凸轮6分别命名为第一凸轮61、第二凸轮62、第三凸轮63、第四凸轮64、第五凸轮65、第六凸轮66、第七凸轮67和第八凸轮68,每个凸轮6按角度均分为8份,顺时针依次为第一、二、三、四、五、六、七、八凸轮块。并且,每个凸轮6的各个凸轮块所处的位置相同,即每个凸轮6的第一凸轮块在电机轴5上的位置相同。
根据实际编织物要求,有时要用两个纱嘴同时编织,一般不用相邻两个纱嘴,这样两个纱嘴之间的夹角大,纱嘴前后交换方便,容易居中。考虑到上述因素,第一、二、三、四、五、六、七、八凸轮块的状态如图3所示来进行优化,其中第一凸轮、第二凸轮、第三凸轮和第四凸轮的凸轮块状态如图3:
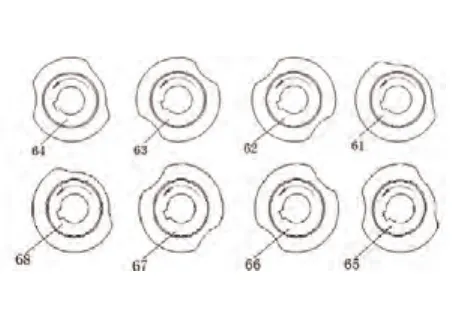
图3 凸轮块状态图
第五、六、七、八凸轮的凸轮块状态与第一、二、三、四凸轮的凸轮块状态对称。以第一凸轮61、第二凸轮62、第三凸轮63和第四凸轮64为例,初始状态默认所有凸轮6的第一凸轮块位于顶销8上方(即第一凸轮块与顶销8接触,或通过轴承7与顶销8接触)。
上述八个换色机构在电机13驱动下工作过程如下:
在电机带动凸轮组逆时针转动45°后,第三凸轮63对应的切换滑块2落下选择导纱器滑架,第一凸轮61、第二凸轮62和第四凸轮64收起不选择导纱器滑架;继续逆时针转动45°后,第四凸轮64对应的切换滑块2落下选择导纱器滑架,第一凸轮61、第二凸轮62和第三凸轮63收起不选择导纱器滑架;继续转动的状态如表1和表2所示。

表1 凸轮分度转动状态表
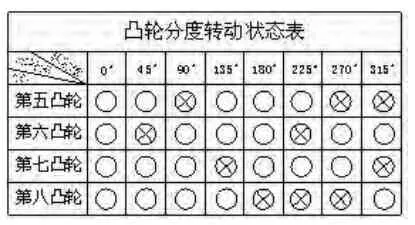
表2 凸轮分度转动状态表
同理,第五凸轮65、第六凸轮66、第七凸轮67和第八凸轮68的工作过程及选择原理均相同。
表1、表2中○×代表凸轮6表面此时凹陷,对应的切换滑块2落下选中导纱器滑架; ○代表凸轮6表面此时突出,对应的切换滑块2不落下,从而不会选中导纱器滑架。表1、2中的度数代表逆时针转动的角度。
由于第一凸轮61、第二凸轮62、第三凸轮63、第四凸轮64组成的一组凸轮与第五凸轮65、第六凸轮66、第七凸轮67、第八凸轮68组成的另一组凸轮分别采用两个独立的电机驱动,因此一组凸轮的八种状态可与另一组凸轮的八种状态任意组合。
6. 组合式凸轮换色基座的控制方法
电脑针织横机组合式凸轮换色基座包括多个换色机构,如图4所示,换色机构包括用来选择导纱器滑架的切换滑块和驱动切换滑块的凸轮,驱动轴2或凸轮1上设置有分别与位置传感器3、状态传感器4对应的感应点5。位置传感器3检测所述的换色机构中组合凸轮1的初始位置信号。状态传感器4检测所述的换色机构中组合凸轮1的转动状态(即角度)信号。状态传感器4可选用霍尔传感器,在驱动轴2或凸轮1上设置有感应磁钢(即感应点5),磁钢按角度均匀设置,霍尔传感器通过感应磁钢来计数,计数器的数字乘以磁钢分布的角度便可以得到凸轮1转动的角度。位置传感器3、状态传感器4采集的信息通过信号采集模块传递给主控制器。换色机构驱动元件选用步进电机。
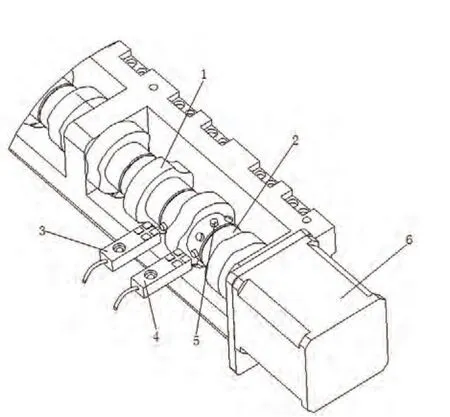
图4 传感器安装示意图
将编织程序输入到主控制器中,工作流程是:主控制器向换色机构驱动模块发送驱动指令,换色机构驱动模块根据驱动指令来驱动换色机构驱动元件运动,从而带动凸轮1精确地转动来选择不同的导纱器滑架进行编织动作。
但上述流程仅仅是理想状态,带动凸轮1转动的角度常常存在偏差,因此就会影响选择导纱器滑架的准确度。可通过以下控制方法来解决此问题,如图5所示。控制方法包括以下步骤:
1)通过位置传感器3检测换色机构中凸轮1的初始位置信号,根据此信号判断凸轮1是否在初始位置,位置传感器通过信号采集模块将此信号传递给主控制器,由主控制器对凸轮1是否在初始位置的信号进行判断;
2)若凸轮1不在初始位置,则对凸轮1进行复位,执行步骤1);若凸轮1在初始位置,则执行步骤3);
3)换色机构驱动元件根据驱动指令驱动换色机构的凸轮1转动来选择不同的导纱器滑架进行编织动作;
4)通过状态传感器来检测判断凸轮1转动的角度是否正确,用以判断、防止例如步进电机失步等原因引起的转动角度不到位的情况发生;
5)若凸轮1转动的角度不正确,则通过报警模块发出报警信号并锁定驱动元件;若凸轮1转动的角度正确则执行步骤6);
6)判断是否有转动的信号,若有则根据转动的信号,执行步骤3)5);若没有转动的信号则结束。
此方法控制简单,驱动元件采用步进电机时,只需向步进电机发送一定的脉冲即可驱动,硬件设计上接口少;位置传感器和状态传感器可确保组合凸轮的每个转动角度精确;同时具有反馈故障的功能。
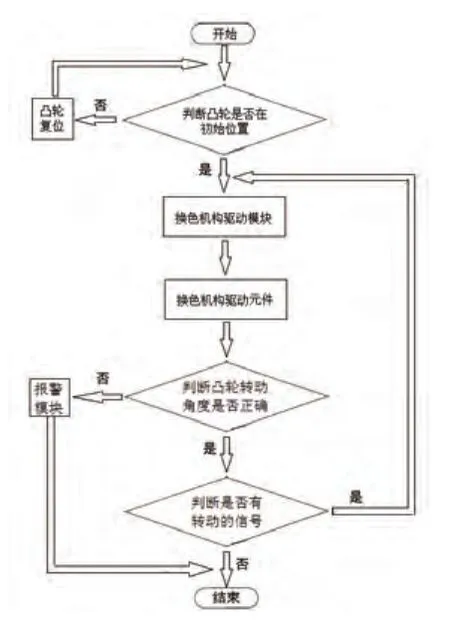
图5 组合式凸轮换色基座电控流程图
7. 结语
电脑横机组合式凸轮换色基座改变了原采用组合电磁铁来分别推动所需切换滑块的结构,避免了电控部分造成的干扰、稳定性差的缺点。利用电机驱动组合的凸轮,推动所需切换滑块,由切换滑块带动导纱器滑架,凸轮与切换滑块之间工作配合无冲击力,因此机械故障率少、噪声也小;其减少了电路控制连接,结构简单,各相关部件也不容易损坏,稳定性好,维修少,使用寿命长;是电脑针织横机换色基座更新换代的方向。
[1].常熟市国光机械有限公司,电脑针织横机组合凸轮式换色基座,CN 102808279 B。
[2].常熟市国光机械有限公司,电脑针织横机组合凸轮式换色基座的控制方法, CN 102787441 B。
