热轧带钢横折印缺陷产生原因及分析
2014-12-13刘鸿智张海宾刘宏亮
刘鸿智 张海宾 刘宏亮
(本钢集团公司板材热连轧厂,辽宁本溪 117000)
热轧带钢横折印缺陷产生原因及分析
刘鸿智 张海宾 刘宏亮
(本钢集团公司板材热连轧厂,辽宁本溪 117000)
从本钢2012-2013年统计热轧带钢外部质量异议情况看,横折印缺陷是主要热轧产品质量异议缺陷之一,用户反馈较频繁,因此对横折印缺陷进行系统的分析研究,具有重要意义。热轧钢卷,尤其是低碳类钢卷开卷后出现横折印是一种较为常见的现象,国内外热轧产品均不同程度的出现横折印缺陷。为了解决这一问题,许多企业都进行了研究和实验,但效果始终不理想;主要是对横折印产生的原因存在分歧,因此采取的解决措施也不明确。对横折印缺陷的分析,建议采用理论与实践相结合的方式,系统的分析其产生的原因,才能制定有效的解决措施,防止缺陷产生。
热连轧 产品缺陷 横折印
1 横折印缺陷产生机理分析
横折印缺陷是垂直或近似于垂直轧制方向的折痕或折纹。在钢板中心和边部可同时存在,甚至贯通整个板宽。横折印在热轧后钢卷表面不可见,均产生在开卷过程中,并且随开卷卷径的减小,曲率的增大,横折印逐渐加重。根据国内外大量关于横折印缺陷的资料研究,目前分析产生横折印的主要内因为钢板普遍存在屈服平台,并存在上、下屈服点;屈服平台的存在造成了塑性变形的集中,从而形成条带状的形变区。外因是钢卷在开卷过程中,承受拉应力与弯曲应力,在应力的作用下产生弹塑性变形,局部的变形量不均造成了横折印缺陷。
另外,部分研究资料认为,钢板板型不良造成的残余应力分布不均,也是造成横折印缺陷的原因之一。(图1)
2 热轧工艺对横折印影响分析
2.1 加热工艺与轧制模型
从统计上看,产生横折印的钢卷,钢种规格不同,加热工艺与轧制模型参数差别均很大,统计数据上看无关联性。普遍认为横折印缺陷与精轧之前的工序及轧制模型参数无关。
2.2 材料性能
由于横折印缺陷大部分钢卷均存在屈服强度偏低,延伸率偏高的特性。可以初步认为缺陷产生与钢板屈服强度与延伸率有关,除受化学成分影响外,受热轧钢板的终轧温度与卷取温度影响。目前统计横折印缺陷主要发生于低碳类软钢,高强类钢种很少发生横折印缺陷。
2.3 板型对横折印影响
对于热轧工序来说,从实际生产情况上看,板形与横折印缺陷未发现明显的关联性,可以初步认为横折印缺陷与热轧板形无根本性关联。热轧板形缺陷与横折印缺陷在宏观上的不同体现在:横折印是贯通板面,垂直于轧向的,并且有条状折痕和边界 ,主要发生在低碳钢种。浪形在局部产生,连续没有边界,与钢种无关。另外,浪形在热轧轧制过程中及轧制后均可发现,横折印只在开卷过程中产生。但是,浪形可能会加重横折印缺陷的程度。值得注意的是,在横折印缺陷的判定过程中,应仔细区分钢板“中间浪”与“横折印”的区别,中浪产生于钢板中部的横向折印,横折印在钢板整个横向上均可发生,并且横折印缺陷观察存在表面“细纹”类缺陷,中浪一般折印均较大。
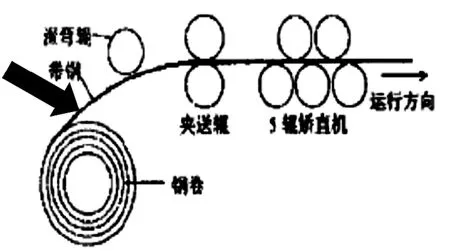
图1 钢卷开卷产生横折印位置
3 平整工序及其它因素对横折印的影响
3.1 平整工序分析
目前国际上公认用机械平整方式消除横折印缺陷,是最为经济、有效的手段。在实际生产过程中,对横折印平整效果来说,平整钢卷“伸长率”越大,横折印消除情况越好,即使平整碾压后不能完全消除,但至少可以将折印“碾平”无手感。另外适当降低开卷张力,可以减少开卷过程中的拉应力,加快开卷速度,可以减少钢卷不均匀变形的时间,这些因素也能够缓解横折印缺陷。
另外,通过实验发现热轧工序平整效果好于冷轧工序。热轧工序与冷轧工序平整的不同在于,一方面热轧工序平整机能力强于冷轧平整机,平整钢卷“伸长率”大于冷轧平整。另一方面热轧平整时在钢板“酸洗前”而冷轧平整时在钢板“酸洗后”。酸洗时钢卷温度在80℃左右,经过开卷酸洗后的钢板屈服平台得到更有利的释放,后续横折印缺陷更加难以消除。
3.2 钢卷开卷温度影响
钢卷开卷时温度越高,金属分子越活跃,越容易产生塑性变形,开卷过程中局部不均匀变形量将增大。因此在开卷过程中,必须防止高温开卷。从实际反馈情况上看,高温开卷横折印产生的概率很高。
3.3 开卷过程中矫直影响
横折印与开卷矫直的弯曲变形量有直接关系,当塑性弯曲超过临界值时,产生横折印缺陷。钢卷直径、钢卷厚度、矫直辊辊缝和矫直速度均影响弯曲变形量。优化不同厚度钢板的矫直辊缝,矫直力,提高矫直速度,能够对横折印缺陷起到显著降低作用。
4 消除横折印建议与措施
(1)改变化学成分,控制钢中N含量,适当提高C含量。
(2)从热轧工艺上,对低碳软钢类横折印缺陷,适当降低终轧温度或卷取温度,降低钢板的延伸率,提高屈服强度,可减少横折印缺陷。
(3)对于已经发现有横折印钢卷、或者横折印产生概率较高的钢种规格,进行平整。热轧平整优先于冷轧平整。在平整过程中,轧制力越大,开卷速度越快,开卷张力越小,越有利于消除横折印缺陷。
(4)对于易产生横折印的钢卷,开卷温度尽量控制在40℃以下。
(5)在用户开卷过程中,需要根据不同厚度、不同卷径,调整矫直辊辊缝与矫直力,并且尽量提高开卷速度,减少开卷张力,以减少横折印缺陷。
[1]王宏霞.Q235B热轧钢带横折印缺陷分析[J].中国重型装备,2009(4).29-32.
[2]马庆龙,杨利坡,彭艳,等.冷轧带钢平整时横折印缺陷的产生机理及消除措施[J].钢铁,2008,43(1):45-49.
[3]王丹,左军,黄徐晶,等.热轧板横折印缺陷的成因分析[J].钢铁钒钛,2000,21(1):29-35.
