Ce元素添加量对Sn-Zn-Cu无铅合金焊料的焊接组织和性能的影响
2014-12-11张宇航高瑞军孙福林韩振峰潘凯华钟茂山
张宇航,高瑞军,孙福林,韩振峰,潘凯华,钟茂山
广东省工业技术研究院(广州有色金属研究院),广东 广州 510650
随着电子信息产业日新月异的发展,电子产品的数量急剧增多,使铜的消耗量激增.为节约资源和降低成本,人们提出了铝代替铜的方案.但在软钎焊时发现,由于铜与铝的物理及化学性能差异较大,而目前广泛使用的无铅焊料如 Sn-3.0Ag-0.5Cu和Sn-0.7Cu等只能与铜形成良好的润湿结合,与铝之间的互溶度较小,因此,这些焊料不能很好地对Cu-Al异种金属进行钎焊.
笔者曾经研制了一种适用于铜铝异种金属软钎焊的无铅合金焊料[1],在Sn-0.7Cu二元合金中,加入与金属铝互溶度较大的Zn元素,这种三元合金系与铝和铜均能形成良好的润湿,当Zn含量为1.0%时,焊料的综合性能最好.近年来,国内外开始大量研究稀土元素在无铅焊料中的作用,研究表明[2-4],在无铅焊料中适量添加稀土元素可改善合金焊料的组织结构和性能,并能获得非常强的界面结合力.
本文以Sn-1.0Zn-0.7Cu为母合金,探讨了添加微量Ce对该合金钎焊组织和性能的影响,以期寻求一种更适合铜铝异种金属软钎焊的无铅合金焊料.
1 试验方法
1.1 熔炼焊料
熔炼合金焊料所选用的原材料分别是纯度为99.99%的锡块、锌锭、无氧纯铜片及稀土纯铈.在石墨坩埚电阻炉中进行熔炼,熔炼温度控制在400~450℃之间,熔炼过程中采用熔盐保护.将熔炼精炼好的合金在300~350℃之间浇注成所需的试样,空冷至凝固待用,所配制的合金成分列于表1.
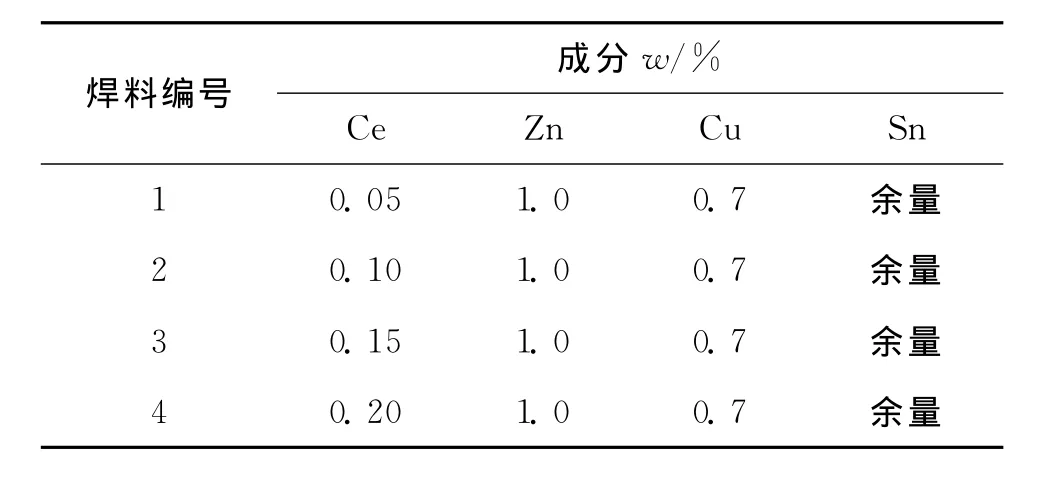
表1 无铅合金焊料成分Table 1 The composition of lead-free solder alloy in the experiment
1.2 润湿性实验
按国家标准 GB/T11364-2008《钎料润湿性试验方法》中的要求进行试验.试件材料为纯铝板,试验用合金焊料的成分如表1所列,每种焊料制成5个试样,每个试样约为0.3g.助焊剂选用广州有色金属研究院研制的AL-3型铝焊剂.将制备好的合金焊料试样置于铝板中央,滴上助焊剂,在280℃下恒温30s,使焊料熔化并在铝板上铺展开来,空冷.测量每种焊料的平均铺展率,以此来评价其润湿性.
铺展的焊料高度用测微计或其他适当的工具测量,铺展率根据国家标准GB/T11364-2008《钎料润湿性试验方法》中的规定按式(1)计算:

式(1)中:SR——铺展率,%;H——焊料在铝板铺展后的高度,mm;D——将试验所用合金焊料看作球体时的直径,mm,D=1.24V1/3,V——试验中使用的合金焊料的质量/密度.
1.3 力学性能测试
常温下采用标距为25mm,标距段直径为5 mm的哑铃型标准拉伸试样,用拉伸试验机测试样品的力学性能,拉伸速率为2mm/min.
1.4 焊点界面金相显微组织观察
将做完铺展性试验的样品从中间剖开,制作成金相试样,对其进行焊点界面的显微组织观察.
2 实验结果与讨论
2.1 润湿性能
钎料在母材表面的润湿性和铺展性主要由两个过程决定:一是物理反应过程,由杨氏方程及润湿过程的热力学分析可知,液相润湿固相的粘着功为:WSL=γL(1+cosθ)[5],其中,θ为液相表面与固相的接触角,且0≤θ≤180°;γL为液相的表面张力,J/m2.只有当WSL>γL时,液相才能润湿固相.在θ<90°时,减小θ有助于增大WSL而利于液相润湿固相.所以,熔融钎料的表面张力γL是影响钎料铺展性的重要因素.另一个是冶金化学反应过程.钎焊时钎料能否与母材金属之间形成固溶体及金属间化合物的趋势和程度,是衡量钎料润湿性的另一个重要因素.由于软钎焊的焊接温度较低,且焊料与母材金属是在瞬间完成焊接的,因此,焊料与母材之间的冶金化学反应较慢,且不能在短时间内充分反应,所以在软钎焊过程中,冶金化学反应过程对钎料润湿性的影响较物理反应过程要小一些.
在合金焊料中添加不同含量的稀土元素Ce对铺展率的影响如图1所示.从图1中可以看到,随着Ce含量的增加,焊料的铺展率呈先升高后降低的变化趋势.这主要是由于Ce为活性元素,容易在焊料界面处富集,进而降低界面自由能,减小熔融焊料的表面张力[7],提高了焊料在Al板上的润湿与铺展.但是由于Ce很容易被氧化,过量的Ce又会增加熔融合金焊料的表面张力,反而会降低焊料的润湿性.所以稀土元素Ce的加入量不能过多,由图1可见,当w(Ce)=0.10%时,焊料的铺展率最大,达到90%以上,完全满足实际钎焊过程中焊料对Al母材的润湿与铺展的要求.
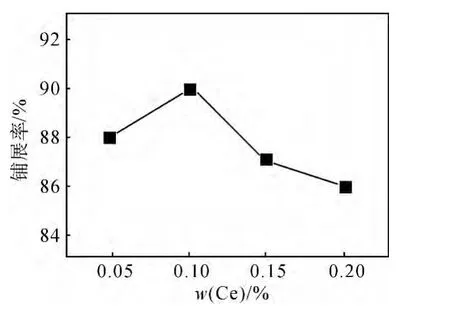
图1 Ce含量与合金焊料在铝基体上铺展率的关系Fig.1 The relationship of Ce different content in lead-free alloy solder on spreading rate to Al-base
2.2 力学性能
在电子设备中,焊点不仅承担着电子元器件与线路板之间的电气连接,还承担着电子元器件在基板上的机械支撑.因此,在实际使用中,无铅焊料除应具有良好的导电性外,还必须具备较高的力学性能才能保证焊点具有长期可靠的机械支撑.在Sn-1.0Zn-0.7Cu焊料中添加不同含量的稀土元素Ce对焊料力学性能的影响如图2所示.由图2可见,随着Ce含量的增加,焊料的拉伸强度和延伸率都呈现出先增加后降低的趋势.由于稀土元素具有净化、变质和微合金化作用,因此,在焊料中添加稀土能改善焊料的力学性能.在Sn-1.0Zn-0.7Cu焊料中加入微量的表面活性元素Ce可降低焊料的晶体边界应变,预防空洞形核[8-9],另外,由于稀土 Ce在凝固时可增加形核中心,达到细化晶粒的目的,因此,在合金焊料中加入Ce可提高焊料的拉伸强度和延伸率.但当稀土的添加量过多,尤其是当w(Ce)≥0.15%时,形成的大块稀土相(硬脆相)Ce-Sn金属间化合物,会严重地恶化焊料的力学性能;稀土的含量过多还会生成大量的稀土氧化物,这些氧化物颗粒在焊料处于熔融状态时无法及时全部浮到焊料表面,焊料凝固后会在合金内部形成夹杂等缺陷,影响了焊料的力学性能.因此,当Ce的添加量超过0.10%时,合金焊料的拉伸强度和延伸率都明显降低.
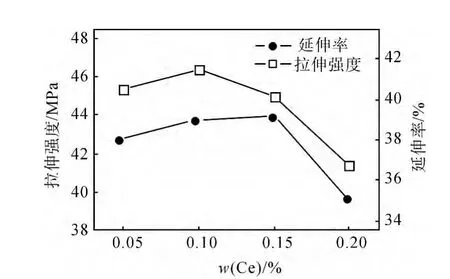
图2 Ce含量与合金焊料拉伸强度和延伸率的关系Fig.2 The relationship of Ce different content in lead-free alloy solder on tensile strength and extensibility
2.3 时效后焊点界面处的组织
图3为钎焊试验各合金试样在150℃下保温120h后,在金相显微镜下所观察到的在焊接界面处的微观组织形态,界面之间的白色部分是钎焊中焊料与Al基板反应形成的金属间化合物(IMCs),它主要由Cu5(Zn,Sn)8及 Al-Zn固溶体等组成.从图3中可以看出,经过长时间时效后,随着Ce含量的增加,界面处IMCs的厚度逐渐增加,说明过量的稀土元素Ce易在焊点/Al界面处形成大量的IMCs.研究表明[10],由于IMCs属于硬脆相,过厚的IMCs会导致焊点的断裂韧性和抗低周疲劳能力下降,从而导致焊点可靠性的下降,所以应严格控制稀土元素Ce的加入量.当w(Ce)≤0.10%时焊接界面的微观组织形态较好,见图3(b).

图3 时效后焊料/Al界面处的显微组织(a)1号焊料;(b)2号焊料;(c)3号焊料;(d)4号焊料Fig.3 Microstructure of solder/Al interfaces after aging(a)sample 1;(b)sample 2;(c)sample 3;(d)sample 4
3 结 论
(1)在Sn-1.0Zn-0.7Cu合金焊料中添加稀土元素Ce,随着Ce含量的增加,焊料的铺展率、拉伸强度及延伸率都呈现出先增加后降低的趋势.
(2)在150℃下保温120h时效后,焊料/Al界面处的IMCs的厚度随着Ce含量的增加而增加,IMCs过厚对焊点的可靠性极为不利.
(3)当w(Ce)=0.1%时,Sn-1.0Zn-0.7Cu合金焊料的综合性能最佳.
[1]张宇航,戴贤斌,罗时中,等.适用于铜铝异种金属软钎焊的无铅焊料合金:中国,200710026378.9[P].2008-12-03.
[2]CHEN W X,XUE S B,WANG H,et al.Effects of rare earth Ce on properties of Sn-9Zn lead-free solder[J].Journal of Materials Science:Materials in electronics,2010,21(7):719-725.
[3]胡玉华,薛松柏,陈文学,等.Sn-9Zn-xCe钎料显微组织及钎焊性能的分析[J].焊接学报,2010,31(6):77-80.
[4]卢斌,栗慧,王娟辉,等.添加微量稀土元素对Sn-Ag-Cu系无铅焊料性能的影响[J].稀有金属与硬质合金,2007,35(1):27-30.
[5]黄培云.粉末冶金原理[M].北京:冶金工业出版社,1982:365.
[6]肖纪美.合金能量学[M].上海:上海科学技术出版社,1985:517.
[7]张亮,韩继光,何成文,等.稀土元素对无铅钎料组织和性能的影响[J].中国有色金属学报,2012,22(6):1680-1696.
[8]WU C M L,YU D Q,LAW C M T,et al.Microstructure and mechanical properties of new lead-free Sn-Cu-RE solder alloys[J].Journal of Electronic Materials,2002,31(9):928-932.
[9]冯武峰,王春青,李明雨,等.电子元器件焊接中的钎料合金研制及设计方法[J].电子工艺技术,2000,21(2):47-52,59.
[10]梁建烈,谢世标,唐轶媛.Sn-Zn基无铅焊接材料的界面反应和润湿性能[J].广西民族大学学报,2007,13(2):83-86.
