论循环流化床锅炉水冷壁管磨损的分类及对策
2014-12-11郦建平
郦建平
(浙江省宁波市特种设备检验研究院,浙江宁波 315048)
论循环流化床锅炉水冷壁管磨损的分类及对策
郦建平
(浙江省宁波市特种设备检验研究院,浙江宁波 315048)
循环流化床锅炉因其高效、节能、环保的综合特性被广泛应用于国民经济的各行各业,但水冷壁管的各种磨损问题却一直困扰着我们,因磨损而造成的爆管事件时有发生,`按磨损产生的不同机理,对磨损进行分析总结及分类管理,从中得出的防磨对策更具有针对性。
循环硫化床 锅炉 水冷壁管 磨损 分类 对策
1 循环流化床锅炉的物料循环
典型的循环流化床锅炉物料循环的基本流程为:燃烧所需要的一次风,二次风分别由炉膛底部和侧墙送入,燃料燃烧主要在炉膛中完成,煤和脱硫剂送入炉膛后,迅速被大量惰性高温物料包围并着火燃烧,同时进行脱硫反应,并在上升烟气流作用下向炉膛上部运动,对水冷壁和炉膛内布置的其他受热面放热。粗大颗粒进入悬浮区后在重力和其他外力作用下偏离主气流,从而贴壁下流,形成贴壁流,此所谓物料的内循环。气固混合物离开炉膛后进入高温旋风分离器,由气流带出炉膛的大量颗粒(煤粒脱硫剂)被分离和收集,通过返料装置被送回炉膛,进行循环燃烧,此所谓物料的外循环。由此可见,循环流化床锅炉物料循环由内循环和外循环组成。
2 炉膛内床压变化的分析
鼓风机以+P的风压送入炉膛注入压力能,此压力能在炉膛的高度方向渐渐地将能量转换为物料的机械能即物料的动能加势能,使物料以一定的速度上升。物料获得了能量,而炉膛内的床压随炉膛高度的增加渐渐减小,趋于0并在锅炉引风机的作用下逐渐变为负压。
3 磨损的影响因素
(1)床压大小:床压越大磨损的动力越大,磨损越厉害。
(2)物料颗粒特性:颗粒硬度大,表面尖锐的磨损越厉害。
(3)物料的流速:流速越大,单位时间内管壁受磨次数越大,磨损也越大。
(4)物料密度大小:物料密度越大,磨损越大。
4 水冷壁管磨损的几个概念
(1)流道:膜式水冷壁自上而下,由两个水冷壁的1/4圆弧和一个鳍片宽度所组成的截面为四边形的通道即为一个流道。
(2)流线:我们将物料在流道内流动的轨迹看成是垂直线,那么紧贴流道边缘的物料分布线就是流线。以下用流线密度来描述物料的密度大小。
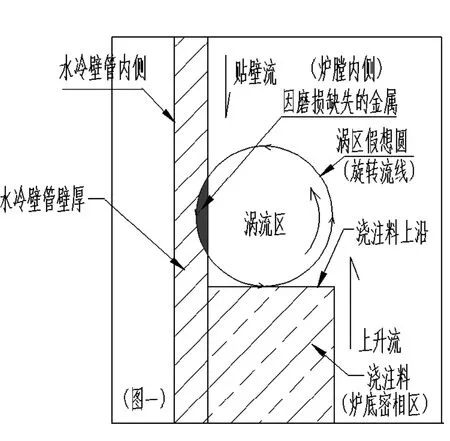
(3)旋转流线:物料在涡流区域旋转流动形成的运动轨迹即为旋转流线。(见图一)
5 磨损的分类及分析
5.1 整体磨损
在床压作用下,正常流动的某种物料,在等截面(相对的)流道内有序流过,所产生的管壁磨损叫整体磨损。循环流化床锅炉炉膛四壁铮亮,反映出来的磨损状况就是整体磨损。整体磨损是随床压的减少而减小的,因此自下而上磨损呈递减的趋势。
5.2 局部磨损
在整体磨损基础上, 流道横截面突变的局部由于流线受到压缩或畸变而造成的磨损叫局部磨损。局部磨损可分为以下几种。
(1)涡区磨损:水冷壁管炉底密相区浇注料上沿一定高度位置处(这个高度一般不超过浇注料的厚度)出现的水冷壁管成排局部磨损叫涡区磨损。引起涡区磨损的原因是下降的贴壁流和上升的物料流在此特殊的截面突变处形成了漩涡(磨损示意见图一),引起物料对水冷壁管磨损的正压力是床压引起的正压力与涡流带着物料旋转引起的离心力的叠加,又因为涡流连续旋转使单位时间内物料对水冷壁管的摩擦接触次数增加,两者共同作用使局部磨损加剧。因此涡区磨损严重且涉及受损的管子数量最多(几乎炉膛四壁每根水冷壁管在这个特殊的位置都存在涡区磨损),应引起足够的重视。
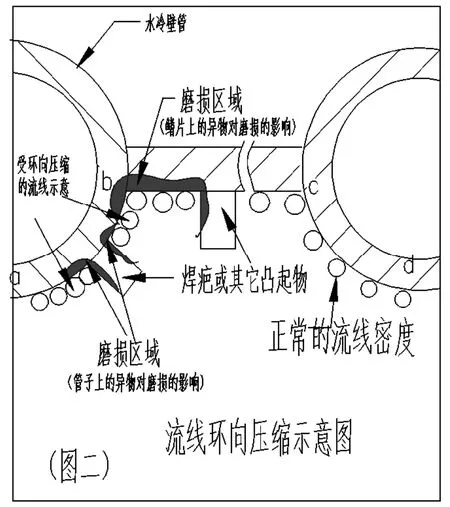
(2)流线压缩形磨损:在水冷壁管外表,流道内存在凸起的异物而使运动的流线被挤压压缩后,流线密度和流速增加所造成的异物边缘水冷壁管局部磨损叫流线压缩形磨损。
磨损的具体表现:
(1)鳍片上存在焊疤或其它凸起物造成其旁边水冷壁管磨损(磨损示意见图二);
(2)水冷壁管上的焊疤或其它凸起物造成的磨损(磨损示意见图二);
(3)水冷壁管对接环缝上边缘的磨损;
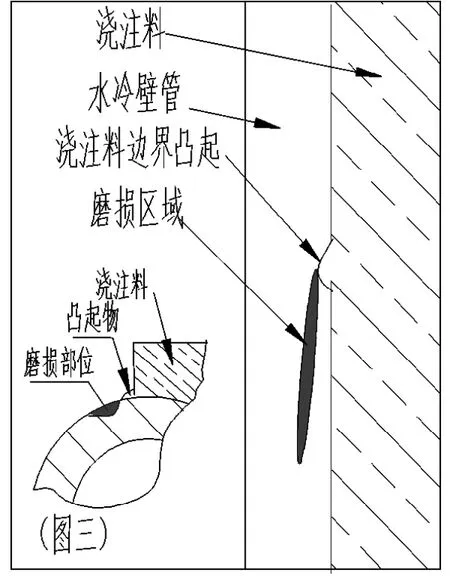
(4)水冷壁管上垂直的边界不平整浇注料,其边缘突出部位管壁的磨损(磨损示意见图三);
(5)炉膛的取样管或窥视孔管两边水冷壁管的磨损。
对流线压缩形磨损如果流道内凸起的异物体积比较大,流线受压缩程度严重的话,也很容易引起爆管事故的。
5.3 冲撞磨损
冲撞磨损一般只发生在密相区浇注料脱落区域,物料直接冲撞水冷壁管表面而引起的磨损,(另外屏式过热器底部如果浇注料脱落使受热面管子裸露遭受磨损也属冲撞磨损)。
5.4 冲刷磨损
进行外循环的细相物料离开炉膛进入旋风分离器前横向冲刷水冷壁管,其迎风面上产生的磨损叫冲刷磨损。
6 磨损的检验
(1)整体磨损:用宏观检验配合超声波测厚仪对水冷壁管进行定点测厚跟踪,使历年的测厚其数据具有可比性。
(2)局部磨损:各种局部磨损的出现都有其特定的位置,所以只要找对了位置,磨损都是可以检出的,检验方法为宏观检验超声波测厚或采用深度卡等方法。
对于磨损的检验最终是得到管子的剩余厚度,其数值应大于强度计算得到的最小壁厚加上周期磨损量。
7 防磨措施综述
(1)选用适当的燃料:尽量选用颗粒特性比较软的燃料,如石化行业采用石油焦作为循环硫化床锅炉的燃料,同样条件下磨损就很小,这是改善燃料减少磨损的一个很好的例子。
(2)加强制造安装的质量控制:许多水冷壁管的局部磨损如流线压缩型磨损本来是可以避免的,引起这种磨损原因也很清楚是流道内出现了不连续的凸起,只要对水冷壁制造和安装过程中发现的不连续进行及时处理,对于管子的对接环焊缝炉内侧的焊缝余高进行清理,相应的局部磨损是可以避免的。另外,安装过程中水冷壁管整体平直度也要严格控制,不然的话炉膛四角的密封鳍片尺寸差异太大的话,四角的特殊流道截面尺寸不易保持一致,则截面尺寸小的部位两边的水冷壁管磨损就会大一点。因此重视这些细节问题后,许多流线压缩形的局部磨损是可以避免的。对于其它不能避免的结构不连续,应可以事先进行局部防磨(如金属喷涂)保护。
(3)防磨梁的设置:贴壁流的下落流动一般可分三个区域,即下落开始区,下落加速区,减速回流区。在下落开始区和下落加速区之间设置一道或几道防磨梁,贴壁流下落时遇到防磨梁阻挡后流速逐层递减。由于防磨梁能降低贴壁流的整体流速,故对水冷壁管的整体和局部磨损的防止都有明显的作用。
(4)涡区磨损的防止:1)加大密相区浇注料上沿的宽度:通过增加浇注料上沿宽度来增加形成涡流的旋转半径,从而减小涡流的旋转速度,减小磨损频率,减小离心力的作用达到减弱磨损的目的。2)让管设计:将涡区水冷壁管整体向外作让管设计,让管后,能使下部浇注料侧面与上部水冷壁管取得一致的位置,这样消除了台阶,旋转涡流就无从产生,从而达到防磨目的。
(5)金属喷涂:水冷壁管的局部磨损一般都可以用表面金属喷涂进行防磨保护,但是喷涂前引起磨损的因素能消除的话一定要消除,另外对磨痕根部呈尖状的应考虑先补焊再喷涂。
(6)转移磨损区:不平整的浇注料边界会对其边缘水冷壁管造成磨损,那么可以在浇注区边界设计一圈鳍片,浇注料边界不直接和水冷壁管接触而跟鳍片接触,这样边界不平整而产生的磨损被转移到鳍片上,水冷壁管就得到了保护。
(7)设置扰流鳍片:受烟气横向冲刷磨损的水冷壁管区域在管子轴线方向设置鳍片,能很好地起到防磨作用。
(8)加强锅炉运行管理:在保证锅炉出力满足生产需要的前提下,尽量选择较低的风压和循环流速。加强锅炉定期检验,发现磨损及时处理。
8 结语
综上所述,我们发现循环流化床锅炉水冷壁管的磨损是有规律的。整体磨损是可控的,因为在许多磨损爆管事件中几乎没有发现是因整体磨损过度而引起的,局部磨损是危险的,几乎所有的磨损爆管事故都是由局部磨损过度引起的,应该引起足够的重视。相信通过大家的共同努力,循环流化床锅炉水冷壁管爆管事故将越来越少。
