浅谈6000立方米液氨球形储罐焊后热处理
2014-12-11王玉亮
王玉亮
(石油化工工程质量监督总站安庆石化分站,安徽安庆 246001)
浅谈6000立方米液氨球形储罐焊后热处理
王玉亮
(石油化工工程质量监督总站安庆石化分站,安徽安庆 246001)
简要回顾了6000立方米球形储罐的焊后热处理过程,及所使用的高速喷嘴内燃法工艺。指出微电脑自动控制系统是今后球形储罐焊后热处理的发展方向。
球形储罐焊后热处理 高速喷嘴内燃法
1 工程概况
2台6000m3液氨球形储罐(罐D-3701A、罐D-3701B),介质为液氨,设计压力0.6MPa,设计温度13/-10℃,为Ⅲ类压力容器。球罐结构为12柱5带混合式,设计内直径为22.6m,球壳板设计厚度为30mm(赤道带板、下温带板、下极板)、26mm(上温带板、上极板),球壳板材质为Q345R。
2 热处理方法及工艺规程
2.1 热处理方法
采用球罐内部燃油法进行整体热处理,用球罐腔体为炉膛,球罐外侧用保温材料进行绝热保温作为炉体,选用全自动比例燃烧器进行加热,随着燃油不断燃烧,产生的高温气流在球罐内进行对流传导和辐射,使球罐升温到热处理所需的温度,并保持一定的时间,然后停火自然降温。
2.2 热处理工艺规范
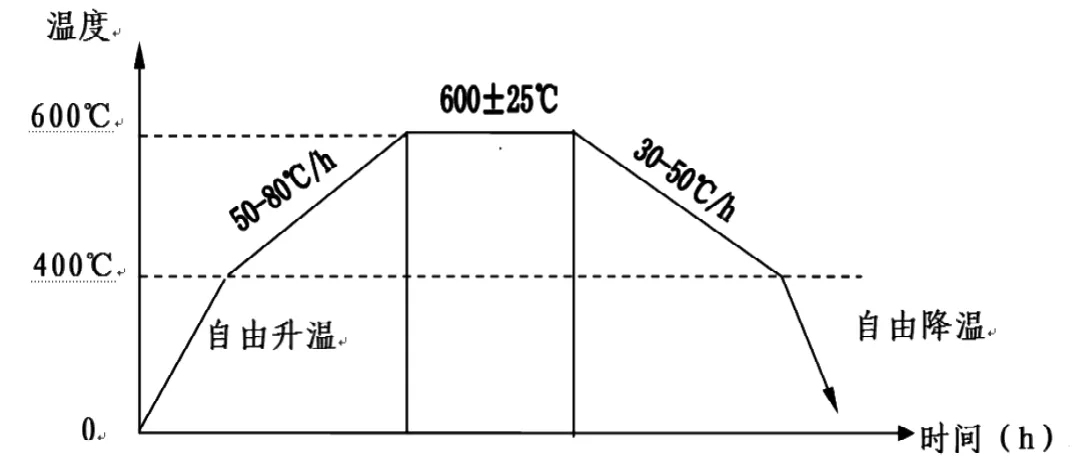
图1 热处理工艺曲线图
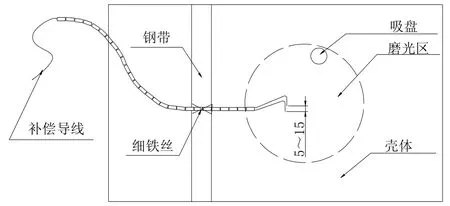
图2
根据设计图纸和现行国家规范的要求,热处理工艺参数(表1)和工艺曲线如(图1)。
3 热工计算
在500℃~600℃区间以50℃/h速率升温时,单位时间耗油量数值最大,具体数值见表2。
4 热处理工艺系统
热处理工艺系统由保温系统、加热与控制系统、检测温系统组成。
4.1 保温系统
球罐热处理保温过程,本质上是常规意义上的筑炉过程,保温材料及保温材料厚度的选用、保温质量的好坏,直接影响着热处理质量。根据以往的经验及保温效果,该球罐的保温材料选用无碱玻璃棉被。保温工程施工包括钢带制造、安装及保温层安装三个部分。
4.2 加热与控制系统
4.2.1 燃烧器
根据热工计算,本次球罐热处理选用EK9.1000L-R自动燃烧器。燃烧器用四个倒链固定在临时搭设的脚手架上,并与球罐底部的下人孔法兰连接,下人孔法兰与燃烧器之间用保温材料隔热、密封。
4.2.2 温度控制设备
由微电脑及执行机构组成。在微电脑上设定加热程序,由执行机构自动完成加热及温度控制。
4.3 检测温系统
检测温系统由热电偶,补偿导线和彩色无纸记录仪组成。
4.3.1 测温点的布置
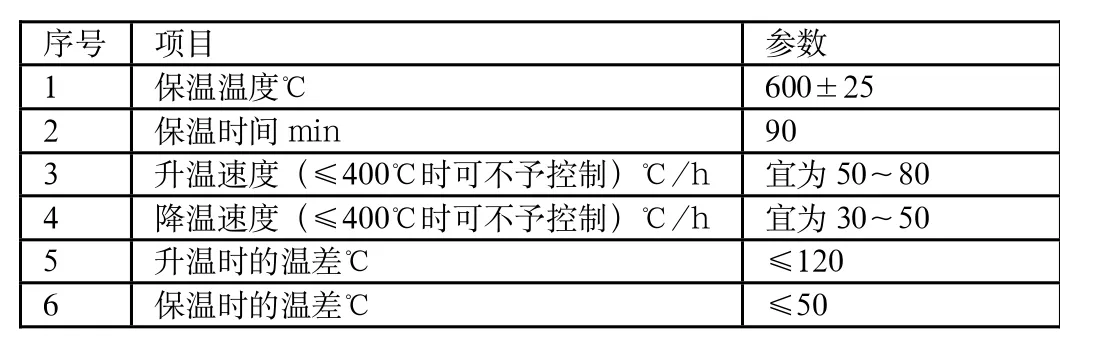
表1 热处理工艺参数

表2 热工计算表

表3 测温点分布数量表

表4 柱脚移动数据
按照《GB50094-2010球形储罐施工规范》的要求,6000m3球罐布置测温点需≥53个,我单位在热处理过程中布置71个测温点(见表3)。
4.3.2 测温热电偶安装
热电偶应在其施焊区域的保温工作结束后用储能压力焊机进行焊接。
(1)揭开热电偶预留位置处的保温棉,在基体表面用磨光机磨出一块直径60~100mm的光滑区域。
(2)用双股细铁丝将热电偶固定在光滑区域附近的钢带上,并保证热电偶焊接端位于光滑区之内。
(3)将热电偶焊机的吸盘吸附在磨出的光滑区域边缘内侧。
(4)用平口钳将热电偶线焊接端修剪成平面,并用焊钳将热电偶线弯成90度进行施焊。并保证两条热电偶线端点分开5~15mm距离(见图2)。
(5)焊接结束后轻轻覆盖上保温层,并将热电偶冷端吊离保温层400mm以外。
(6)热电偶在壳体上布置均匀,按照热电偶分布图布置测温热电偶。
(7)热电偶补偿导线由铜-康铜导线制成。每条补偿导线选用整条导线,中间应无断头或接头。补偿导线与热电偶连接后,固定于离壳体保温层外围200mm以远的位置上,不得与保温层外的保温铁钉相接触。
(8)热电偶应在使用前经校验合格。补偿导线两端的编号应一致,便于及时、迅速地确定测温部位。
4.3.3 温度监测
温度记录使用彩色无纸记录仪。配置40通道彩色无纸记录仪2台,共可记录80个测温点,用于记录球罐的温度。
4.4 柱脚移动装置的设置
(1)柱脚移动装置由千斤顶、移动固定框架构成。柱脚移动框架,在柱脚移动时固定在支柱底板上。
(2)球壳板平均温度每升(降)100℃,柱脚移动一次,升温向外移,降温向内移。现场检查员及时检查支柱移动情况,并做好支柱移动记录。每次移动的距离见表4。
5 热处理质量检验和验收
(1)承压设备焊后整体热处理报告;
(2)热电偶布置图;
(3)承压设备整体热处理曲线及承压设备整体热处理曲线说明;
(4)承压设备热处理过程记录表;
(5)球罐柱脚移动记录。
6 高速喷嘴内燃法热处理的优势
本次对球罐实施焊后热处理的过程中,实现了利用微电脑对球罐焊后热处理过程进行自动控制,取代了人工操作,具有准确、快速、可靠、节能等特点。控制系统实现了系统参数设置和同步存储、采集个通道的测温数据,并能动态显示工艺曲线和温度控制曲线。整个系统装置结构简单,价格便宜,具有广泛的应用潜力。
[1]GB50094-2010.球形储罐施工规范.中国计划出版社.
[2]GB150-2011.压力容器.中国标准出版社.
[3]GB12337-2010.钢制球形储罐.中国标准出版社.
[4]SH/T3512-2011.石油化工球形储罐施工技术规范.中国石化出版社.
