燃气机组增压机控制系统可靠性研究
2014-12-10房之栋赵永珍史晓华
房之栋,赵永珍,史晓华
(1.北京太阳宫燃气热电有限公司,北京 100028;2.国网山西省电力公司电力科学研究院,山西 太原 030001)
0 引言
清洁能源的发展使燃气轮机发电的应用越来越广泛,燃气轮机除了对燃气成分及品质的要求外,对燃气的进气压力及压力的稳定性也有较为严格的要求。受燃气管线的限制,从供方直接来的燃气压力一般达不到燃气轮机的要求,因此,天然气增压机成为燃气电厂不可或缺的重要设备。
目前,国内大多数燃气电厂均设计有增压机,增压机的控制以各种品牌的可编程控制器PLC(Program Lecture Control)控制系统为主流,但由于系统设计及测点配置等问题,其发生故障导致设备非正常停运的可能性大大增加。北京太阳宫燃气热电有限公司从2008年4月起,由增压机控制系统原因造成机组非正常停运达8次之多,增压机控制系统较低的可靠性成为制约北京太阳宫燃气热电有限公司机组长周期稳定运行的瓶颈问题之一。
本文针对北京太阳宫燃气热电有限公司(以下简称“京阳公司”)增压机控制系统存在的问题,通过对软硬件进行综合考虑,结合集散控制系统DCS(Distribution Control System) 的设计规范,提出了全面提升增压机控制系统可靠性的方法,实践证明对提高其他重要设备的PLC控制系统的稳定性具有一定的借鉴意义。
1 京阳公司增压机控制系统存在的问题
北京太阳宫燃气热电有限公司天然气场站包含2台压缩机,用于向2台燃气轮机提供压力大约为3.2 MPa的燃料气体。增压机控制系统由Allen Bradley ControlLogix逻辑控制器、Allen Bradley操作员界面HMI(Human Machine Interface) 以及其他支持硬件组成。
1.1 就地测点存在的问题
重要保护信号未考虑冗余配置。
增压机共设有28项停机保护,其中喘振和危险气体两项保护采用单点配置。
喘振是通过进气压力、排放压力、压缩机流量进行计算。其中压缩机流量信号为单点信号,采用V型锥方式取压。一旦流量信号出现故障,将直接引发喘振保护误动从而导致设备非正常停运。
危险气体浓度高跳机分A/B两个区域,均为单点保护,一旦发生意外故障,必然给机组带来不必要的误动。
1.2 控制系统I/O卡件配置存在的问题
重要I/O点卡件及通道配置不合理,未考虑非同一板件的冗余配置。
京阳公司I/O卡件共分布在3层机架上,每层I/O机架控制网络的通讯配置均为“单卡双通道”,即通道冗余,但通讯卡均为单卡配置,一旦通讯卡件故障,跳机将不可避免。
增压机有轴系保护共18项,其中振动4项,轴位移1项,温度13项,全部采用二取二的保护方式。就地测点首先进入Bently3500系统,然后由本特利卡件进行判断后送出跳机信号给PLC,进入Bently3500系统的保护,同项保护分配在同一块I/O卡上,一旦卡件故障,即造成保护误动作。
由PLC输出的数字量输出点(DO) 主要分为两类:保护动作DO点及设备操作DO点。由于设备操作DO点均为脉冲型指令,因此卡件故障不会对其带来影响;需要进行优化的是保护动作DO点,由于保护继电器为失电关断,一旦发生机架上通讯卡件故障、自身DO卡故障或机架失去电源将导致保护误动作。
2 增压机控制系统的优化方向
为提高增压机控制系统的可靠性,彻底避免因控制系统本身故障造成机组的非计划停运,技术人员多次进行技术改造优化方案论证,根据DCS系统设计规范,从就地测点、控制系统硬件、控制系统软件、远程监控4个方面进行综合考虑,提出了相应的优化措施。
3 京阳公司增压机控制系统提高可靠性的优化措施
3.1 就地测点的优化
3.1.1 增压机出口流量的改造
增压机出口流量为单测点配置,如果发生下面任意一个问题,均可导致喘振保护动作,给机组带来重大损失。
a)取样一次元件磨损损坏。
b)流量变送器故障。
c)线路故障。
d)PLC模拟量输入点AI卡件故障。
为此,进行如下设计方案。
a)增加2对V型锥流量取样装置及对应变送器。
b)将新增加的流量信号送入PLC不同机架的不同AI卡件上。
c)在逻辑中将流量信号进行三取中组态后送入喘振计算回路。
通过改造后,单测点变为了三取中的经典方案,从原理上完全规避了测点故障造成的机组误动的风险。
3.1.2 危险汽体浓度测点的改造
由于罩壳出口处已没有燃气管线,且其上方布置有罩壳风机连续运转,因此,该区域检测出危险气体的概率不存在;或者说,在该区域达到报警值之前,管线上方的探头如果没有故障,必然已提前动作。
考虑以上的分析,同时为规避单测点带来的风险,做了如下改造方案。
a)取消罩壳出口处燃气危险气体探头。
b)增加增压机上方危险探头为2个。
c)保护逻辑改为
探头1动作 and(探头2报警or探头2故障)or
探头2动作 and(探头1报警or探头1故障)
触发保护条件。
3.1.3 改造后就地测点的状况
经过改造后,增压机控制系统的就地测点均实现了冗余配置。对增压机出口流量而言,三取中的测点配置,在防止设备误动的同时,也可以保证保护系统的可靠动作;对危险气体浓度探头可靠性也大幅度得以提高。
就地测点的改造完善后,对增压机系统基本避免了因为单测点故障给设备保护带来误动的风险。
3.2 控制系统硬件的优化
3.2.1 优化方向
根据DCS系统“集中操作,风险分散”的指导思想,重新对I/O测点在控制系统卡件上的通道进行再分布,主要有以下两方面。
a)所有保护测点分散布置于三层机架上。
b)所有自动测点分散布置于三层机架上。
改造后,将实现任一I/O卡件的故障不会导致机组保护的误动,同时,不影响机组保护的可靠动作。
3.2.2 模拟量保护项目I/O侧的改造
直接进入PLC系统的6套模拟量保护测点已分散布置在不同机架的不同卡件上,有效规避了通讯卡及单个I/O卡故障带来的保护误动风险。增压机18项轴系保护,由于目前轴系保护的测点分布不合理,为此,进行测点重新分配的改造方案,同时另增加1块轴位移卡。
改造完成后,可确保所有模拟量卡件的单卡故障不会造成机组保护误动,同时也可确保保护正确动作的可靠性。
3.2.3 开关量保护的I/O侧改造
京阳公司增压机控制系统重要DI卡件分为两类:一类直接进入PLC形成跳机指令,此类保护目前只有危险气体浓度高与主电机故障(启动指令发5 s后,电机运行信号未返回)两项;另一类接受Bently3500系统的跳级与报警信号,目前的配置如表1所示。
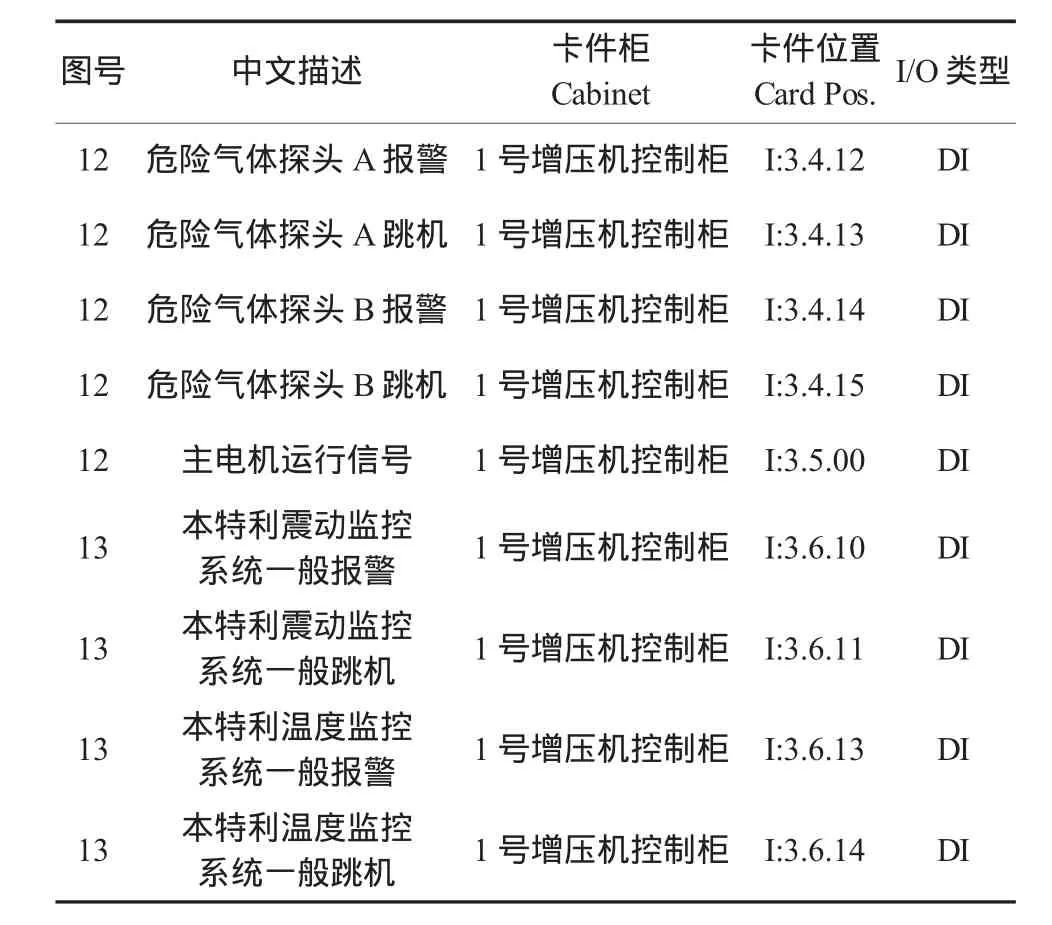
表1 重要数字量输入点测点配置表
表1中I为卡件通道。进行了以下几项改造。
a)危险气体浓度高:取消增压机电机区危险气体浓度高报警后,A/B探头均测量增压机区域的危险气体浓度。采用二取二保护,将其DI信号在卡件上重新分布。
b)主电机运行信号另并一路硬接线进入另一块I/O卡件。
c)Bently3500系统送入PLC的4路跳机信号,进行卡件号的重新分配。
改造后的配置如表2所示。
改造中原属于3号机架的第5块I/O卡重新分配到4号机架的第2块空槽位上,这样即可确保无论通讯卡还是I/O卡甚至整个机架失电均不会导致保护条件误发。
3.2.4 D/O测点的卡件分散改造
由PLC输出的数字量输出点DO主要分为两类:保护动作DO点及设备操作DO点。由于设备操作DO点均为脉冲型指令,因此卡件故障不会对其带来影响;需要进行改造的是保护动作DO点,由于保护继电器为失电关断,一旦发生机架上通讯卡件故障、自身DO卡故障或机架电源失去将导致保护误动。
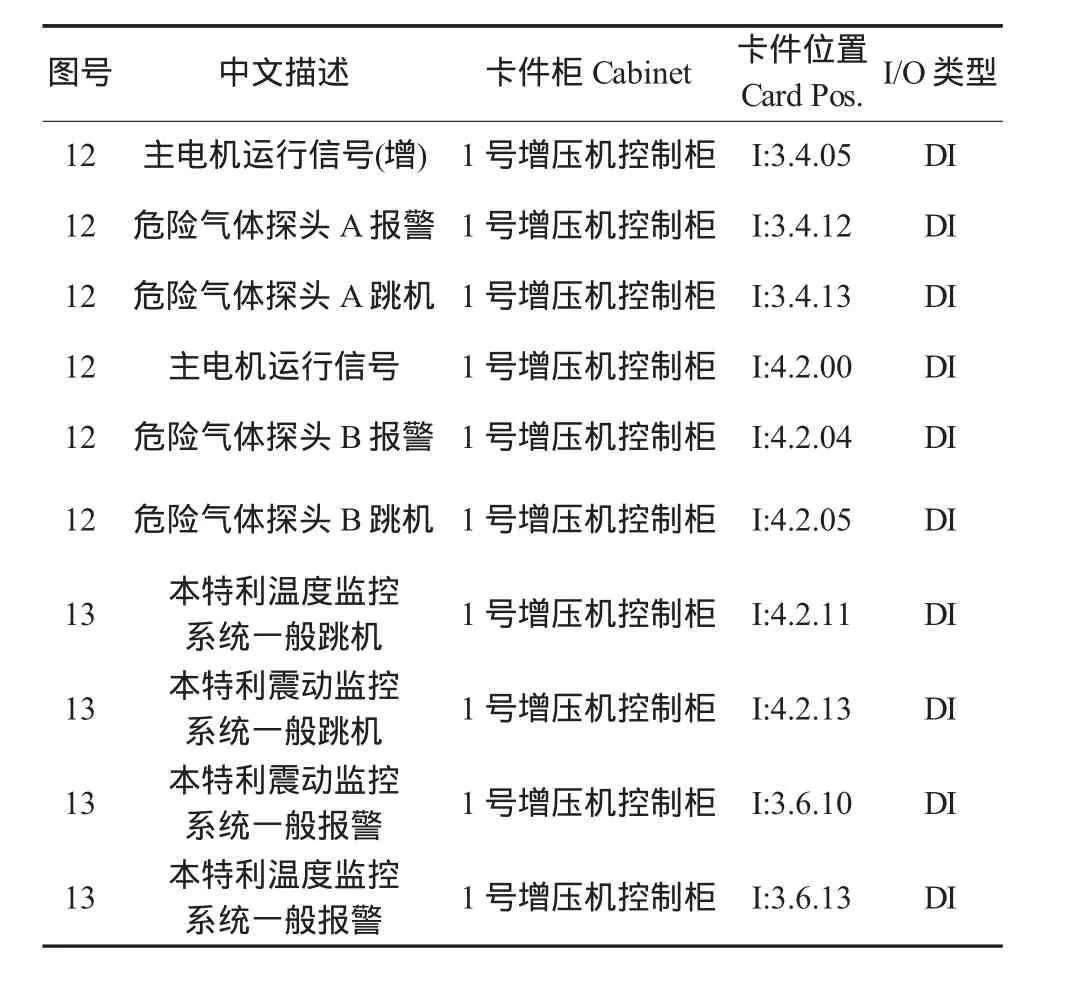
表2 重要DI测点改造后配置表
目前,PLC侧共有DO卡2块,均分布在3号机架上,将其中1块DO卡重新分配到机架5上,并利用机架5上新分配的DO卡所余的空通道进行保护输出优化(将3号机架2号DO卡移至5号机架2号空槽位,并利用空余通道10、11重新组态一路报警及保护通道,与原有信号并联后接线至保护继电器)。由于保护继电器采用失电关断的原理,因此,在避免硬件故障导致保护误动的同时,丝毫未增加保护拒动的风险。同样,BENTLY3500系统到PLC的4路DO输出利用已有的2块DO卡进行分散布置。
3.3 控制系统控制逻辑的改造
3.3.1 模拟量保护的逻辑改造
三取二的温度保护测点若发生断线、干扰导致的温度异常飞升,组态中直接予以剔除,保护自动变为二取二逻辑,待热控人员处理好测点问题后,手动投入该测点的保护以恢复为原有的三取二方式。该组态用于出口温度及供油温度两项保护。
轴系18项温度保护均为二取二方式,因此自动剔除问题测点的保护没有意义,目前的解决方案是利用断线保护的组态为报警输出,同时启动应急预案,待测点故障解决后,手动复位报警。
3.3.2 自动系统逻辑的改造
出入口压力及出口流量采用三取中后参与自动控制,若有1测点损坏,或与2测点偏差大时,剔除该测点,采用二取平均控制,同时发出报警至阴极射线显示器CRT(Cathode Ray Tube)。待热工人员处理好测点故障后,手动回复原三取中控制方式,同时复位CRT报警。
3.3.3 AO输出逻辑改造
对每一路AO输出,做以下几项逻辑改造。
a)当通道故障信号发出时,AO输出切换至上一周期数值。
b)AO输出保持时发出软光字报警,同时退出协调系统,保持工况稳定。
c)通道正常后,恢复原有AO输出。
3.4 远程监控改造
a)所有增压机画面测点远传至DCS画面,以供运行人员监测。
b)保护项目测点在DCS增加软光子报警。
c)断线保护、AO通道故障报警及所有卡件报警信号在DCS侧增加软光字报警。
4 结论
北京太阳宫燃气热电有限公司自投产以来由增压机控制系统故障导致机组多次非正常停运的问题,依据控制系统设计的相关规范、原则,从就地测点、硬件与网络配置、卡件分布、远程监控4个大的方面提出了提高增压机控制系统可靠性的优化方案。2011年4月进行了增压机控制系统的优化改造。改造后,增压机控制系统连续稳定运行至今,再未发生过保护误动作的事故,取得了良好的效果。
京阳公司提高控制系统可靠性研究的成功实践,为控制系统在生产投运后如何提高可靠性这一课题提供了良好的范本。