大型轴类工件快速划线工具的设计与应用
2014-12-02齐齐哈尔北方机器有限责任公司黑龙江161000黑玉龙李龙海赵翔宇
齐齐哈尔北方机器有限责任公司 (黑龙江 161000) 李 娟 刘 敏 黑玉龙 李龙海 赵翔宇
1.传统的划线方法
通过加工所获得的半成品,基准通常是已加工过的外圆。再以外圆为基准划出与中心对称的键槽线。传统的方法是在平台上,通过滚轮支架或可调V形铁支承工件不同轴径的外圆,然后调整V 形铁的高低,用水平仪等对工件进行找正,使工件的轴心线与划线平台平行。然后调整可调式高度尺,将轴的外圆最高点和最低点分中,找出对称中心线后,将高度尺再分别向上下调1/2 键槽宽度尺寸,划出键槽线。
大型轴类工件毛坯直径大、长度长、重量大,每次划线都要上平台,吊运不方便,也很费时间,调整时也不安全。笔者针对这一情况,设计出快速划线工具“轴类键槽划线器”,工件可以不用上平台,在地面上或地面支架上即可完成划线操作。
2.轴类工件键槽划线器的设计原理
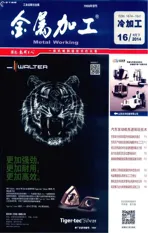
(1)设计原理:由于轴类工件在几何学中是圆的延伸体,根据圆的性质:“圆外一点到圆的两条切线相等,它的角平分线,平分角且经过圆心”我们能知道,只要找出两条切线的角平分线就可以找到圆的中心线。轴类工件的键槽的对称中心线也正是圆的中心线。在设计原理上首先确定出一个V 形块,V 形块在和圆柱体相切接触时就符合了圆的切线定理,将尺寸A的上下面与V 形块的角平分线分别平行且相等(见图1),这样就可以满足划线操作的要求。在设计V 形块的夹角时,考虑到在外形尺寸A 不变的情况下,增大角度能增加V 形块的尺寸B,有利于安装调节螺栓,所以不采用90°夹角,而采用120°夹角。
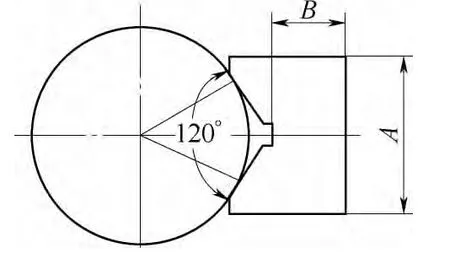
图1 设计原理
(2)组合划线小平台的设计:从上述原理的讲述当中,我们只要把尺寸A 的两个平面除以2 就得到了V 形块的角平分线也就是圆的中心线,即尺寸H=A/2。在V 形块尺寸A 的任何一面,通过一个弯板6和紧定螺栓7 将一块长条的可自由伸缩的平铁1 与V形块3 的下面紧密贴合,建立起一个组合划线小平台(见图2),用以安放划线盘,配合划出工件键槽中心线和宽度线。但需要解决如何将其固定在工件上使它悬浮起来。在设计中在V 形块内加上了手动磁力装置,划线时打开磁力开关手柄4,使V 形块完全吸附在工件的外圆面上,完成划线后关掉磁力开关,即可轻松取下组合划线小平台。
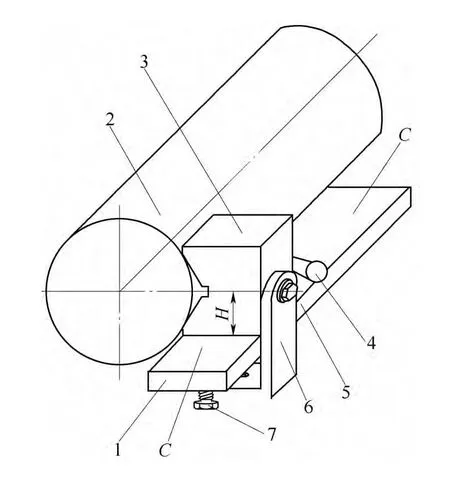
图2 组合划线小平台
(3)卡规式划线盘的设计:为了配合组合划线小平台,快速地划出轴类工件键槽中心及宽度尺寸线,特别设计了一个卡规式划线盘(见图3)。图3中高度尺寸H 与图2 中尺寸H 一致,这样当卡规式划线盘的C 面放在组合划线小平台的C 面上时,就可以直接获得中心线D 面,即底座4 和划针1 的贴合面。松开夹紧螺母2,在D 面上加垫1/2 键槽宽度尺寸的块规,即可划出键槽线。

图3 卡规式划线盘
3.轴类工件键槽划线器的应用
通过对图2、图3 进行了组合使用,将图3 的C面放在图2 的C 面上,划针1 的D 面划针尖处即为圆的中心线。再配合钢板尺、直角尺、块规和R 规等工具,就可以完成对轴类工件键槽的划线操作。其具体操作步骤分以下两步:
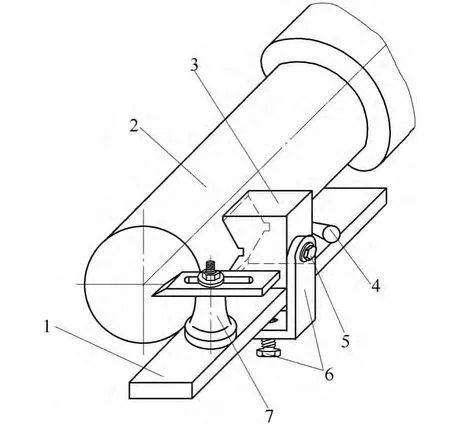
图4 划中心线方法示意图
(1)先划出键槽的对称中心线:如图4 所示,将工件置于地面上或放在地面支架上,将底面垫平,用楔铁或木楔将工件固定住,防止其滚动。按照产品图的要求,将紫色涂在要划的键槽位置上之后,将平铁1 伸出长度调整好后,利用夹紧装置6 将平铁1 固定在V 形块3 的下面,然后将V 形块3 靠在轴的外圆表面上,再把小水平仪放在V 形块3 上面,使V形块3 在轴的径向方向上汽泡为零,打开磁力开关4,使它吸附在轴的外圆表面上。移动卡规式划线盘7,即可划出一条键槽的对称中心线。
(2)划键槽宽度尺寸线:如图5 所示,在划线盘5 (见图3)的D 面上加垫1/2 键槽宽度尺寸的块规4,即可划出键槽的一侧宽度尺寸线。松开可调螺母7,将平铁1 调转180°,通过夹紧装置8 将平铁1与V 形块3 的上面紧密贴合。再利用划线盘5 即可划出键槽的另一侧宽度尺寸线。然后用直角尺连线划出槽底尺寸线。划完后,关掉磁力开关6,即可取走划线器。用钢板尺截取轴向键槽尺寸,R 规轮圆划出键槽端部R 线,即完成键槽划线操作。

图5 划键槽线方法示意图
4.结语
轴类键槽划线器的优点:
(1)对一些超过平台的长度较长、重量大的轴类工件,有着明显的应用效果,可以节省吊装和找正的时间,提高划线的效率。
(2)工件不用上平台就可以进行划线操作,应用起来特别安全,方便快捷。
(3)适用于半成品时划键槽以及与中心线对称的槽等,改变了划键槽线时离不开平台的老传统,创新了划线方法,值得推广。