某航空零件加工精度的研究
2014-12-02袁琪
袁 琪
湖北职业技术学院机电工程学院,湖北孝感 432000
由于某航空厂数控加工中心在加工环型零件第50 和60 工序时,无法达到加工精度要求,而采用人工换刀加工。通过对现场进行调研和现场铣削试验,确定出影响环型零件加工精度的主要因素,并提出相应的解决方案。
1 原因分析
该航空零件为燃气机燃烧室单元体的主要部分,零件材料为高温合金钢。其第50 和60 工序中最重要的工步尺寸为大小弧段和两侧边的上下槽,且最小加工尺寸精度为。

图1 环型零件的实体模型
如图1 所示为零件的三维实体模型,其结构为框架结构,,在受到较大铣削力作用下容易发生变形,基于此将工件弹性变形作为影响加工精度的主要因素。运用UG 软件进行零件的三维造型[1],将零件实体转换成ANSYS 能够识别的文件格式导入,并对工件进行有限元分析[2]。由于软件的后处理功能所得的X、Y 向的最大位移量都很小可忽略掉,故不将工件的弹性变形列为影响零件加工精度的主要因素。
通过现场铣削实验了解到在铣削内外轮廓中铣削余量较多,而刀具材料为M42,在受到较大铣削力的作用,易出现刀具磨损现象。基于此将刀具磨损作为影响加工精度的又一主要因素。针对刀具半径的磨损监测,采用声发射法[3],通过对实验采集的AE 信号进行移频小波包的特征值提取+,结合BP 神经网络[5],建立刀具磨损监测预报模型。通过建立刀具磨损监测预报模型,对训练样本和验证样本的数据进行分析,其训练样本的最大误差为±0.0005mm,验证样本的最大误差为±0.0009mm。而该环型零件的最小加工尺寸精度为,均满足误差精度要求,故对零件加工精度的影响可忽略掉。
通过前期的调研了解到,由于铣削零件的环型槽其Z 方向的误差精度不能满足加工精度要求,而且该厂16 台数控铣床自99 年投入生产,一直都未彻底检修,基于此将机床误差作为影响加工精度的又一主要因素。结合零件的加工工况,只考虑机床的几何误差对加工精度的影响。
2 解决方法
实验方案:
本次实验是将两把铣刀分别装入刀库和机床主轴,采用自动换刀和手动换刀来测量其Z 方向的定位误差。首先用铣床压板将工件紧固在工作台上,以工件的上表面为定位基准,沿Z 方向下降10mm,用手工对刀的方式将工件的一个侧槽铣削出来,并以侧槽的下表面为定位基准,沿Z 方向下降10mm,依次铣出第二、第三个槽。由于零件四周均布环型槽,运用自动换刀的方式,以工件的上表面作为定位基准,以第一个槽等高度的其它三个方向依次铣削出第四、第五、第六个槽。然后采用自动换刀的方式,相对于前三个槽沿Z 方向下降10mm,按照上述方法,以各个槽的下表面为定位基准依次铣削出第七、第八、第九个槽。最后还是采用自动换刀的方式,相对于前三个槽沿Z 方向再下降10mm,以各个槽的下表面为定位基准依次铣削出第十、第十一、第十二个槽,如图2 所示。
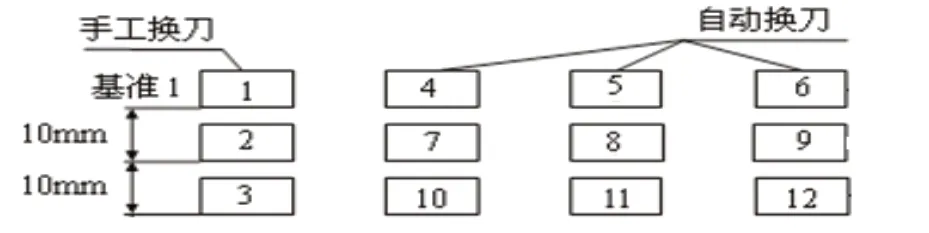
图2 实验方案示意图
试切实验完成后,利用杠杆千分尺,以第一个槽的下表面为基准,依次测量从第一个槽至各个槽的高度差。测量所得Z方向定位误差如表1 所示。
由Z 方向定位误差可知,在采用手动换刀对零件进行铣槽加工时其最大定位误差为0.07mm。而采用自动换刀对零件进行铣槽加工时,其最大定位误差为1.04mm。由于零件的最小加工尺寸精度为,根据试切实验测得的数据可知自动换刀加工过程中其Z 方向定位误差是影响零件加工精度的主要因素。

表1 Z 方向定位误差
由于机床Z 方向的定位误差值呈现不规则变化,为了保证零件加工精度的要求,应采取如下措施即:在修磨机床主轴和检修实验设备的同时,每次铣削加工前,通过杠杆千分尺测量出装刀后的Z 方向定位误差,将上述误差值以刀补的形式添加到相应程序段中。并运用宏程序对零件可以串编的程序进行调用,真正实现了自动换刀加工。
3 结论
通过对工件的弹性变形、刀具磨损、机床误差进行分析,结合铣槽实验所测得的Z 方向定位误差,确定出机床误差是影响零件加工精度的主要因素。为了保证零件的加工精度,在修磨机床主轴和检修实验设备的同时,每次铣削加工前,通过杠杆千分尺测量出装刀后的Z 方向定位误差,将上述误差值以刀补的形式添加到相应程序段中。并运用宏程序对零件可以串编的程序进行调用,真正实现自动换刀加工,极大地提高了工厂的生产效率。
[1]闫伍平,黄成.中文版UG NX8.0 技术大全[M].北京:人民邮电出版社,2013:104-367.
[2]李黎明.ANSYS有限元分析实用教程[M].北京:清华大学出版社,2005.
[3]余峰浩.刀具磨损、破损的声发射监控法的研究[J].机电工程技术,2005,34(9):72-74.
[4]路勇.加工工况信息远程监测与刀具磨损识别技术的研究[D].哈尔滨:哈尔滨工业大学,2000.
[5]闻新.MATLAB神经网络应用设计[M].北京:北京航空航天出版社,2001:207-232.