复杂三维曲面涡旋零件的精度检测*
2014-11-26王霞琴王永威
□ 刘 涛 □ 吴 军 □ 王霞琴 □ 王永威
兰州理工大学机电工程学院 兰州 730050
涡旋压缩机是一种节能、省材的新型回转式压缩机械,具有结构紧凑、效率高、噪声低、运行平稳、加工精度要求高等特点,是制冷与空调系统的新一代主机,为人类的生产生活带来了极大的方便。涡旋压缩机动、静涡旋盘是组成涡旋压缩机的两个关键零件,而动、静盘的内外涡旋面又是关键中的关键,它们的加工质量将直接影响到涡旋压缩机的工作效率、性能及使用寿命,因此对于涡旋零件检测的研究越来越重要。在实际生产中,人们大多采用各种各样的专用检具对产品进行检测,这些工具的制造过程需要花费大量的人力和物力,更加重要的是使用这些专用检具所得的检测结果还会过多地受人为主观因素的影响,检测结果难以科学、直观地来定量表达。对于涡旋零件检测方面的文献也并不多见,所以,研究涡旋零件型线的精度与检测对提高涡旋压缩机的可靠性、运转性能以及效率有一定的现实意义[1-5]。
本文提出一种全新的检测方法,它通过Geomagic Qualify软件对涡旋零件进行测量,具有适应性好、全面、直观和形象等优点,可以快速检测和分析涡旋零件的加工精度,为涡旋零件的加工质量提供准确的评估[6]。
1 基于3D数字化模型的检测方法
1.1 涡旋零件数字化
数字化是指利用三维测量设备,将涡旋零件表面几何形状转换成离散的三维坐标点数据,它是检测过程的第一步,也是很关键的一步,点云数据能否精确地表示实物原型,直接影响到后面的检测结果。因此,得到点云数据后,应该对点云进行适当处理,包括删除噪点和异常数据、点云采样以及点云拼接等操作,以确保获得一个比较理想的数字化模型[7]。
1.2 数字化模型的检测
数字化模型的检测是指将实物数字化后得到的模型,在相关软件的环境下与参考模型(设计的CAD模型)对齐比较,生成相对理想涡旋零件表面的偏差。具体过程包括模型间的对齐和比较分析操作。
对齐是将数字化模型进行一定的位置变换操作,使其统一到参考模型的坐标系下,并使两者最大限度地重合。比较分析是在对齐的基础上,通过与CAD模型比较,生成数字模型的具体偏差值,从而达到检测的目的。其中对齐方式主要有3种:基准/特征对齐、最佳拟合和RPS对齐,分别适用于有规则外形的零件,由自由曲面组成的零件和具有定位孔、槽等特征的零件。
检测功能归纳为二维分析、三维分析和误差评估。二维分析可对模型的指定截面进行尺寸标注或生成偏差图;三维分析可通过3D比较,生成彩色偏差图,结果显示为CAD模型或点云上的偏差;误差评估包括对零件三维尺寸误差和形位误差的评估。检测结果以图文方式直观显示出来,有利于检测结果的共享。
2 涡旋零件检测
2.1 检测步骤
首先将设计好的涡旋零件三维建模文件导出为iges或stp格式文件,作为目标参考文件。其次,将加工好的涡旋零件在三坐标测量机上采集点云数据作为检测文件,与目标参考文件进行比对。最后,在Geomagic Qualify软件里将检测文件与目标参考文件同时导入,通过软件功能检测工件的符合度。
(1)三维模型的建立。在Pro/E软件中建立所设计涡旋零件的三维立体模型,如图1所示,并将该三维模型文件导出为iges或stp文件,作为目标参考文件。
(2)生成被检测工件的点云数据。基于三坐标测量机的数据采集是检测的关键,精准的数据才能更好地反映出工件的形状、尺寸精度。检测涡旋零件时须对工件表面做清洁处理,以确保工件的表面粗糙度达到数据采集的要求。生成的涡旋零件点云数据见图2。
▲图1 涡旋零件实体模型
▲图2 涡旋零件点云数据
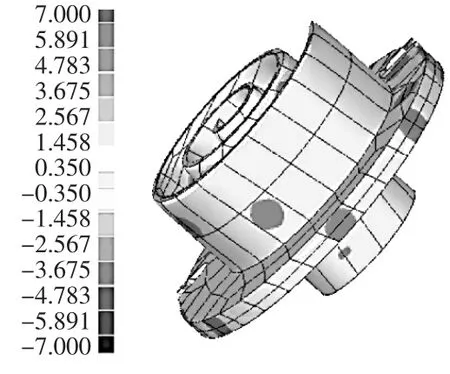
▲图3 数字化模型与参考模型的对齐效果
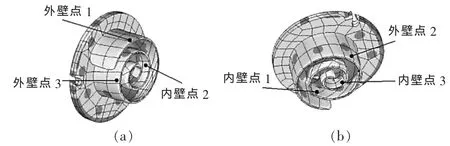
▲图4 三维分析比较结果
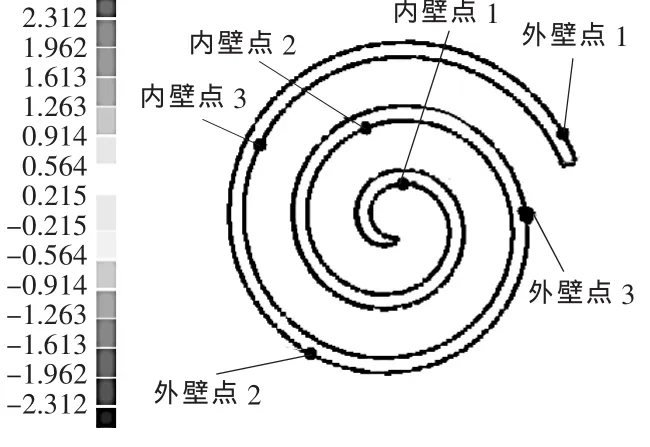
▲图5 剖切截面位置
▲图6 二维分析比较结果
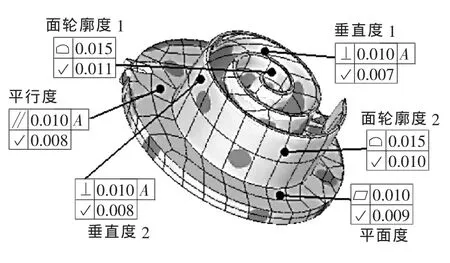
▲图7 形位公差评估结果
(3)数据文件的对比。将获得的涡旋零件点云数据(数字化模型)及其CAD模型(参考模型)均导入Geomagic Qualify软件。由于涡旋零件表面形状不规则,选用 “基于特征”和“最佳拟合”的方式进行对齐操作,它是利用特征与特征、点与点间的匹配,从而达到两个模型的整体对齐,对齐时可增加匹配的点数,提高对齐精度,对齐后效果如图3所示。
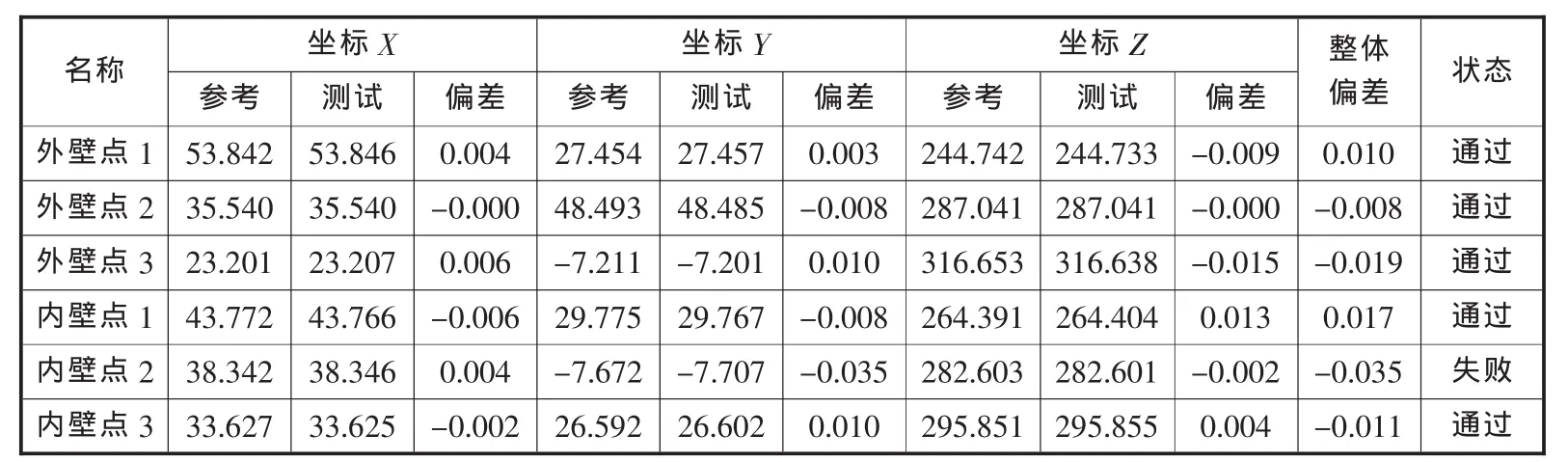
表1 三维偏差分析结果/mm
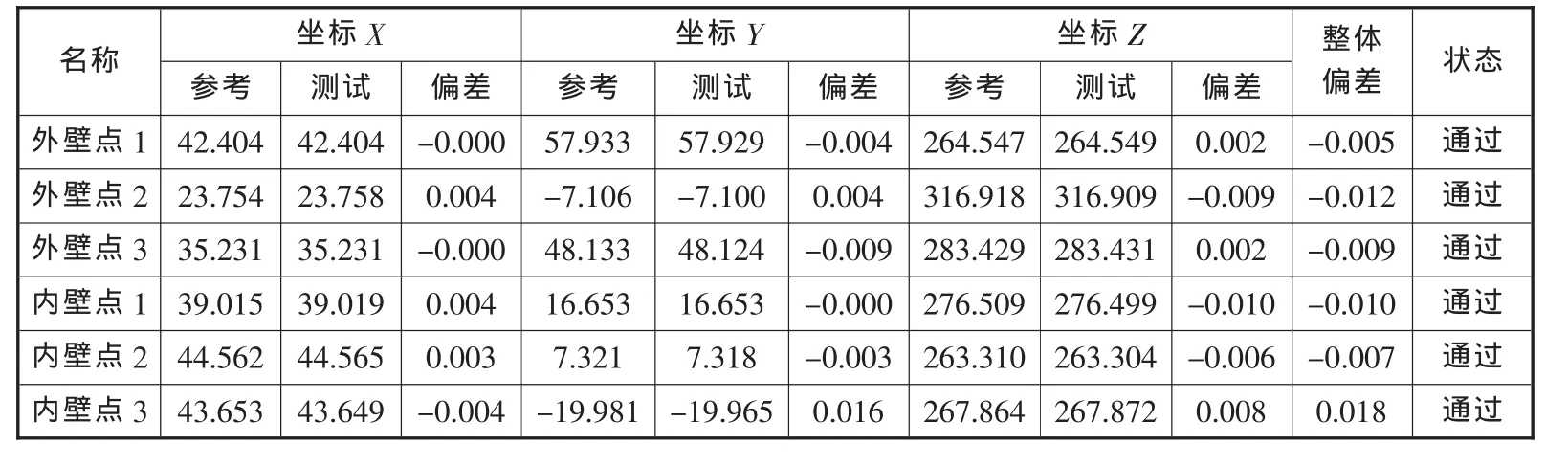
表2 二维偏差分析结果/mm
2.2 三维分析
完成对齐操作后,进行两个模型的三维比较和分析,可以获得涡旋零件的外形偏差值,生成全面、直观和形象的检测结果,如图 4(a)和图 4(b)所示。图 4(a)和图 4(b)中标识的6处内外壁位置,其偏差的具体数值可利用“创建注释”操作得出。设定上下偏差为±0.020 mm,三维偏差分析比较结果见表1。表中状态栏的通过状态表示为合格,失败状态为不合格。
2.3 二维分析
利用二维比较对涡旋零件任意截面进行检测。截面的具体位置根据展开图所标识的剖切位置确定,如图5所示。在图6所示截面上选取6个位置点进行分析,设定上下偏差为±0.020 mm,二维偏差分析比较结果见表2。表中状态栏的通过状态表示为合格,失败状态为不合格。
2.4 形位公差评估
为了实现动、静零件的有效啮合,对涡旋型面的加工精度要求较高,重要参数有涡旋型面的轮廓度和涡旋齿与端板的垂直度。故在参考模型上创建平面度、平行度、面轮廓度、垂直度形位公差,然后评估GD&T标注,在扫描数据上进行拟合,并产生反馈值,如图7所示,基准面A为端板下表面,评估结果见表3。
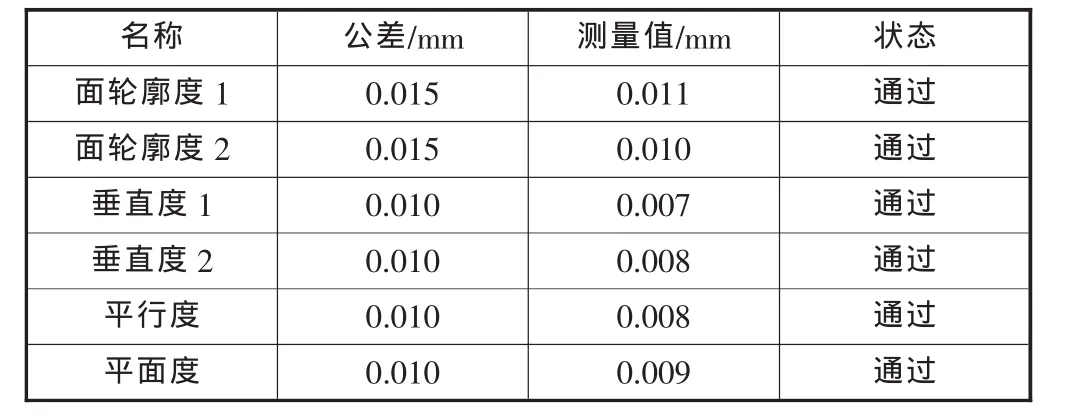
表3 形位公差评估结果
3 结论
利用三坐标测量机获取涡旋盘的表面点云数据,并运用Geomagic Qualify三维检测软件对获得的数据进行检测,进行了数字化模型与参考模型的二维分析、三维分析和形位公差评估。分析结果表明,复杂型面涡旋零件形位公差符合要求,但某些型面上的点存在着缺陷,加工误差相对较大。该检测方法适应性好,可快速、方便地对涡旋盘精度进行检测。
[1] 邹付群,成思源,李苏洋,等.基于geomagicqualify的软件的冲压件回弹检测[J].机械设计与研究,2010,26(2):79-81.
[2] 徐铮.逆向工程中复杂型面的坐标测量及重构技术[D].兰州:兰州理工大学,2009.
[3] 饶锡新,柳和生,钟春华,等.基于3D对齐技术的冲压件质量检测[J].机械设计与研究,2007,23(2):90-94.
[4] 程新平,李力,张科.逆向工程技术在水泵叶轮测量和加工中的应用[J].CAD/CAM 与制造业信息化,2004(12):50-52.
[5] 张德海,梁晋,郭成,等.逆向工程的流程研究和基于Geomagic的实例应用 [J].机械研究与应用,2008,21(3):106-108.
[6] 杰魔(上海)软件有限公司.三维检测软件GeomagicQualify[J].航空制造技术,2009(20):99.
[7] 崔秀梅,冯文杰.逆向工程中的数据采集技术[J].重庆工学院学报(自然科学),2008,22(8):14-16.
