多工位级进铸造模在汽车内板冲压件上的研究与应用
2014-11-25刘迪祥黄顶社崔礼春何成曹龙兵
刘迪祥,黄顶社,崔礼春,何成,曹龙兵
多工位级进模又称连续模,其模腔中具有两个或两个以上的工位,且这些工位都在一条直线上,在压力机一次行程中,可完成冲裁﹑弯曲﹑拉深﹑成形等多个工序。具有效率高,生产成本低的特点。在国内,多工位级进模一般在家电钢板模领域使用比较普遍,但在汽车领域,特别是铸造模领域应用还较少。本文以某汽车门槛加强板为实例,将左右件合模并用级进模生产,从工序排布到模具设计、调试及实现给予简析,供有关人员参考。
一、产品工艺分析
产品材质为B250P1,厚1.4mm,零件尺寸为320mm×137mm×92mm,零件形面与孔均不左右对称(见图1)。该件如用单冲工艺,工艺路线为OP10落料→冲孔→OP20成形→OP30翻边→OP40冲孔侧冲孔,共需开发7套模具。因单冲生产效率低,不满足产能要求,经评议后采用左右件合模的多工位级进模生产,因模具尺寸较大,模具类型选用铸造模。
二、料带图设计
在多工位级进模中,每冲压一次条料就由送料机向前送一个步距,以到达不同工位,每个工位的工作内容都不相同,在完成所有工序前,工序件与料带不分开。
料带图设计就是确定每个工位的加工内容。料带图设计是多工位级进模设计的关键,也是模具结构设计的依据,料带图一经确定,也就确定了模具的工位数、步距及产品的材料利用率。在设计料带图时,需注意如下事项:①压力机中心与模具中心需基本一致,保证受力平衡,如无法保证一致,偏心不得超过100mm,可适当设置空工位,以备后期产品设计变化或避让干涉及保证受力平衡。②为使料带定位可靠,一般可在第一工位冲压一些工艺孔作为后工位定位孔,孔离形面较近时,可先冲小孔定位,后面冲到需要尺寸的大孔,或先成形后冲孔。③废料及成品件应能顺畅排落,送料需要顺畅。④既有成形又有弯曲的工件,先成形后弯曲,以免因材料流动影响已定形形面。⑤需考虑模具制造及维修的方便性。⑥载体必须有足够强度,能平稳地按工序送进。
本文案例设计的料带,如图2所示,载体选择的是双中载体,料片展开采用的软件是AUTOFROM,选择的冲压机为带连冲功能的6300kN压力机。
三、零件的定位设计
多工位级进模中,为保证凸凹模及工序件之间相对位置的准确,必须有可靠准确的定位装置,定位主要定3个方向,即X向、Y向和Z向。通常采用导正销和其他粗定位方式配合使用,导正销导正就是用装在上模的导正销插入料带上的导正孔,保证料带在模具中每一次冲压的位置一致。本文即在工位1冲出工艺导正孔,工位2~6中都用导正销精定位X、Y向,全工位用浮顶销粗定位Z向,用导料板辅助定位定Y向和Z向。再在工位7中导正孔位置处冲出产品孔,如图3所示。

图1 产品示意

四、结构图设计
1.模具结构
为减小模具尺寸,本级进模具未采用常规模具的导腿导板结构,而是使用4个导柱导向,模具长度由此减短约750mm,然后使用嵌入式吊耳,宽度也由此减少约400mm,最终该级进模具尺寸为2575mm×1020mm×800mm。模具主要由上模座、卸料板、下模座、托料板,各成形及修边凸凹模,以及各类标准件等部件组成。
2.卸料装置
卸料装置是多工位级进模中的重要部件,一方面在开始冲压之前压紧料带,防止料带窜动,另一方面保证平稳卸料并保护凸模。卸料板压紧料带的压力一般为冲裁力5%左右。其计算公式为

式中 t——料厚(mm);
L——切断长度(mm);
τ——切断强度(kg/mm2)。
本文共采用三块卸料板,并采用导柱导套导向。从空间及使用寿命考虑,选用氮气弹簧作为压料板压力源,为了使压力衡定和及时发现问题,氮气弹簧串联在一起并在模具外安装有可视压力表。
3.托料装置
多工位级进模是依靠送料装置按设计步距自动送料,料带经过修冲成形后,在料厚方向都会有不同程度的变形,为使料带顺利送进,必须将已经成形的料带顶起,使料带稍高于下模工作部分。本文在修冲工位共使用三块托料板,在成形工位使用1个托料芯(下方镦死)和8个浮顶销,所有托料装置均使用导柱导套导向。
4.设计注意事项
设计多工位级进模结构时(见图4、图5),还需注意如下事项:
(1)因为冲压节拍很高,冲孔废料可能会带出模具表面而损坏模具,所以正侧冲选择的冲头均应为顶料型凸模。
(2)为便于加工及维修,所有修冲刀块应设计为嵌块式,成形部位剧烈变形处采用拼块式,因产品材料为高强度板且料厚为1.4mm,所有修冲及成形刀块均选用Cr12MoV的材料,且淬火硬度达到55HRC以上。
(3)为保护凸凹模,所有卸料板及下模活动块均需使用导柱导套导向,以保证其较高运动精度,且模具精度要求更高时,导柱导套还应选用滚珠式。
(4)所有冲孔凹模使用凹模套标准件,便于维修及更换。
(5)卸料板应在成形前压住板料,且所有卸料板应同时接触料带,行程也需完全一致,安全螺钉行程比工作螺钉行程要长5~10mm。卸料螺钉应对称分布,并选用带管套的卸料螺钉,可配合使用行程调整轴环来延长行程。
(6)为减少料带与凸模之间的摩擦,应采用托料板或浮动装置顶起料带,顶出高度应高出下模成形刀块。
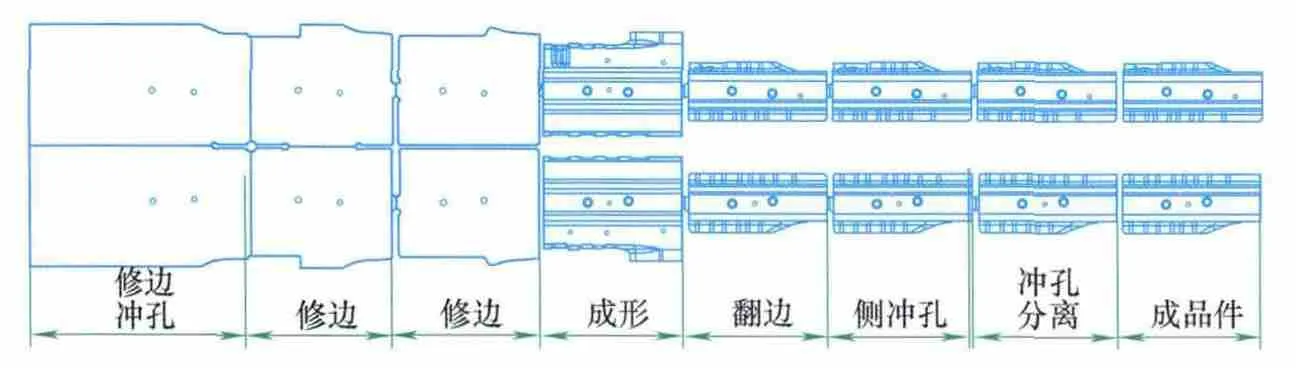
图2 料带图

图3 料带定位示意
(7)为使废料能自动滑落,废料滑料角度应不小于25°,且有足够的旋转空间。
5.级进模的加工与调试
级进模不仅要求成品冲压件精度合格,为保证模具高速运行精度,级进模对数控加工精度及模具各部件位置精度要求也很高。本级进模就将成形、冲孔凸模等位置精度要求高的部件装配到模座上后,再与模座一起在高精度数控机床上一次加工而成,压料芯等活动部件加工出坐标基准孔后建立坐标系数控加工完成,各种镶块及刀块是加工出装配面后,再用装配面建立坐标系加工。
模具完成加工及装配后需要调试,其第一阶段保证模具可动部分如斜楔、托料板、卸料板等部件运行顺畅稳定无干涉。第二阶段提升研合率及成形件出品率,保证件能生产出来,第三阶段是提升冲压件精度,消除毛刺及其他表面问题等。
模具出厂前需进行模具静态、动态检查,冲压件表面质量检查及合格率检查,均合格后才可以出厂。
模具静检主要检测铸件是否有缺陷,型面、导滑面质量,硬度等是否符合技术要求。模具动检主要检测各部件是否运行顺畅,工作部分研合率(在料带上涂上颜料检测其与模具的贴合面积)是否达标。冲压件表面质量检查主要检查冲压件拉毛、暗伤、起皱、毛刺、开裂、压伤等表面质量缺陷。合格率检查是在检具上结合冲压件基准书对冲压件进行精度检测。经过4个月工装厂家调试,本级进模顺利出件,冲压件及模具均验收合格后进入冲压厂生产基地。
6.多工位级进铸造模实现
模具进场后经过一个月的压力机与模具的匹配性调试整改,全面达到量产状态,量产节拍为40次/min,生产效率明显提升,减少了生产人员及设备。
本模具将汽车内板高强度板在级进铸造模中得以自动、高速、安全的实现,并且左右件合模,克服了传统模具手工送料、效率低、成本高的缺陷,具有良好的应用价值和推广价值。

图4 多工位级进模上模示意

图5 多工位级进模下模示意
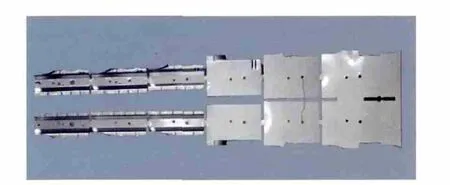
图6 料带实物
[1]吴裕农,杨亘,袁根华.冰箱上、下梁冲压工艺改进及多工位传递模设计[J].锻压技术,2012,37(6):91-95.
[2]陈文琳.塑性成形工艺与模具设计[M].北京:机械工业出版社,2007.
[3]陈炎嗣.多工位级进模设计手册[M].北京:化学工业出版社,2012.
