802Dsl数控系统多主轴技术在立磨中的应用
2014-11-22张建维
张建维
(天津市第二机床有限公司,天津 300409)
0 引言
在数控机床的各控制轴中,作进给定位控制的轴定义为进给轴,由伺服电机驱动;带动工件或刀具旋转运动作速度控制的轴定义为主轴,由主轴电机或变频电机驱动。车铣类数控机床系统一般都由一个主轴和多个进给轴构成,而且现在市场上流行的数控系统大多为这种配置方式,比如日本发那科系统的Oi 系列、法国NUM 系统的1000 系列等;磨床类数控机床由多个进给轴和至少两个或两个以上的主轴构成,这类控制系统如果控制两个或两个以上的主轴就显得无能为力,即使能控制到两个主轴时,第二主轴的速度给定、速度反馈、倍率等的控制只能由PLC 处理,无法实现一个真正意义的模拟或者伺服主轴,给机床使用和维护人员造成了极大的困难。西门子802D sl 多主轴控制系统为此提供了很好的解决方案。本文仅以立式磨床为例说明802D sl 系统的多主轴控制功能。
1 系统方案构成
1.1 立磨硬件互联总图
如图1 所示,定义水平轴为X 轴,竖直轴为Z 轴,砂轮主轴为SP1 轴,工件主轴为SP2 轴,修整滚轮主轴为SP3 轴,3 个旋转主轴由变频电机驱动,数控系统通过ADI4 发送模拟电压指令驱动变频器。
1.2 数控系统
西门子802D sl 是一款结构紧凑的控制系统,将CNC、PLC 和HMI 都集成在同一控制单元中。该系统分为T/M 版和G/N 版,T/M 版主要应用于车铣加工机床,而G/N版应用于冲磨加工机床。采用PROFIBUS 工业现场总线连接ADI4 模块及其他总线外设,布线简单且不易受到干扰,提供了更为经济的系统连接方式。系统内置S7-200 PLC控制机床辅助动作;使用DIN 标准编程和ISO 代码。
1.3 ADI4 模拟驱动接口模块
如图2 所示,一块ADI4 模块可以控制4 个带模拟设定值接口(X3)的驱动装置,并且ADI4 模块有4 路输入用于TTL 增量信号编码器的反馈(X4X5)。其与802D sl系统通过PROFIBUS 总线接口(X2)互连,要求802D sl的软件版本为01.04.XX 及以上,总线地址在模块上以拨码等方式设定。
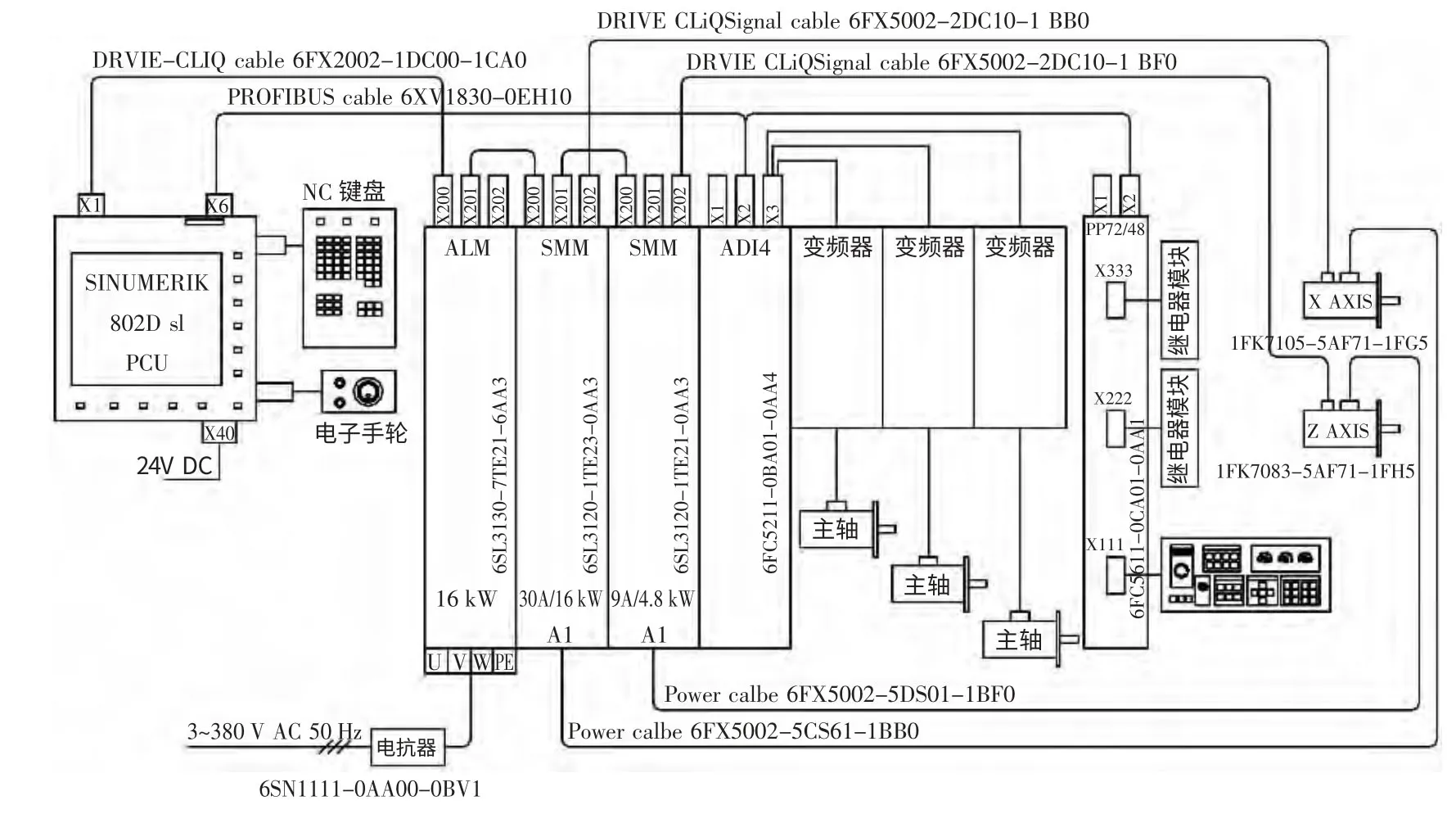
图1 系统互联图

图2 ADI4 介绍
1.4 主轴驱动
不同于一般数控机床的单主轴控制,数控立磨需要多主轴控制技术,具有主轴特性的轴包括带动刀具旋转的砂轮主轴、带动工件旋转的工作台和修整滚轮。在数控的轴分配参数中我们都将其定义为主轴,一般它们都采用变频器和变频电机的驱动方式。市场上常见的经济型通用数控系统只能外接一路模拟主轴信号,而802D sl 则可以通过ADI4 模块驱动三路甚至更多的模拟主轴。其主轴的设定值、反馈值、倍率等状态变量都能够在加工界面监控,而且对主轴的数控编程简单明了。
如图3 所示,以ADI4 控制西门子MM440 变频器驱动砂轮主轴为例。

图3 主轴驱动
2 系统软件设计及调试
2.1 系统初始化
为了简化802D sl数控系统的调试,在802D sl 工具盒里提供了车铣床、外圆磨床等工艺文件,立式磨床和平磨结构大致相同,在这里选用平磨的工艺文件下载至NC:

2.2 进给轴驱动调试
这里主要为数控系统配置详细的驱动器、电机及编码器信息,由以下步骤完成:1)驱动器固件升级:确保驱动器各部件具有相同的固件版本;2)驱动器初始化:激活各部件的出场参数;3)驱动器配置:读出驱动器连接的拓扑结构以及实际电机的控制参数。
2.3 设定机床NC 参数
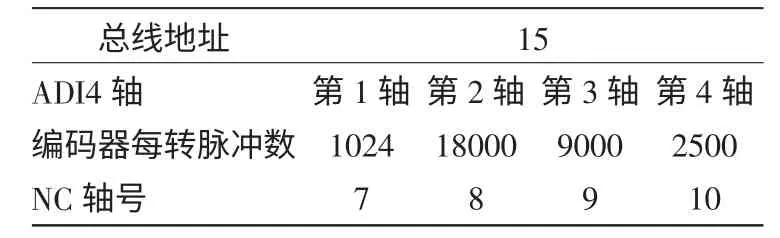
表1 轴号配置
主要完成数控轴和驱动器的对应关系、位置控制器的使能、传动系统的参数配比、驱动器参数优化、坐标速度和加速度的设置、返回参考点等相关机床数据。
2.4 主轴调试
2.4.1 ADI4 标准参数导入
通过U 盘或RCS802 导入标准ADI4 参数,标准参数文件是Toolbox 中SpecialADI4ADI4.ini,将该文件拷贝到系统中。
在加载配置文件SpecialADI41_ADI4.WPC 后按表1 配置轴号。
2.4.2 关于主轴在系统侧的参数设置
如果下传1_ADI4.WPC 后NC 参数分配如下(ADI4模块的PROBIBUS 地址为15):

2.4.3 关于三路模拟主轴的NC 编程
模拟主轴一(砂轮主轴):S1=XXXX M1=3/4/5(砂轮主轴正/反/停)。
模拟主轴二(工作台主轴):S2=XXXX M2=3/4/5(工件主轴正/反/停)。
模拟主轴三(滚轮修整主轴):S3=XXXX M3=3/4/5(滚轮修整主轴正/反/停)。
3 结语
经实践检验,802D sl 的多主轴控制技术在数控立磨的成功应用,丰富了立式磨床的数控配置,大大降低了其配套成本,取得了良好的经济效益。也使得机床的可靠性和可维护性得到了进一步的提高,而且也可以将其功能扩展用在模拟驱动的改造项目中。
