涂塑复合钢管双密封焊接的应用
2014-11-09刘静云
刘静云
(山西潞安工程有限公司,山西长治 046204)
涂塑复合钢管也叫涂塑钢管,是以钢管为基管,以塑料粉末为涂层材料,在其内表面熔融涂敷上一层塑料层,在其外表面涂敷上塑料层或其他材料防腐层的钢塑复合产品。双密封焊接是指管内层采用不锈钢焊接、管外层采用普通焊接的双层焊接施工工艺,其理念最早在20世纪90年代由德国汉诺威的霍尔茨明堡钢铁焊接实验室主住史奈特博士提出,后经新加坡、澳大利亚等国持续研发,但没有应用在管道领域上。国内很多研发单位对此项核心技术加以消化改造,成功地生产出了双密封焊接涂塑钢管,并应用到了工程项目,例:上海工商银行外高桥分行项目、辽宁葫芦岛造船厂项目等、无锡丽森大酒店、广元机场,填补了国内此项空白。
钢管在埋地时,由于所承载的介质重量以及实际工作状态下,在动态过程中有震动,加之土壤自身沉降因素,时间一长,传统的卡箍或法兰连接难免有渗漏的现象发生,而且不易发现。普通钢管选择直接焊接,这种方式性能稳定,牢靠,但是这种方式在涂塑复合钢管焊接过程中导致内壁涂层的破坏,最终导致涂层达不到其耐防腐,耐磨损的效果。而埋地涂塑复合钢管采用双密封焊接方式连接,这种连接不会因为大地的沉陷而导致管道断裂,且埋地涂塑复合钢管具有流体阻力小、不结垢、不渗漏、安装简单等优点,几乎适用于所有领域。
1 工程概况
山西潞安矿业(集团)有限责任公司高硫煤清洁利用油化电热一体化示范项目全厂给排水管网工程,位于山西省襄垣县王桥镇郭庄村,主要为厂区红线内装置界区线外的埋地给排水管网。本工程中生活给水系统主要供全厂生活饮用水、卫生间、浴室、食堂、洗眼器等用水。生活给水系统管道采用给水涂塑复合钢管,管径大于DN100的管道连接方式为双密封焊接。管道总长6 500 m,DN100长2 000 m,DN200长4 500 m。
2 涂塑复合钢管双密封焊接的工作原理
双密封焊接涂塑复合钢管是最新比较热门的涂塑管道焊接方式,其原理是涂塑钢管的端口均打有坡口,在涂塑钢管两端打磨抛光处理之后,在钢管内壁衬上宽度为5 cm~10 cm,厚度为0.8 mm的不锈钢薄板,在实际焊接时,先用304或者是114不锈钢焊条或氩弧焊不锈钢焊丝打底,进行内层不锈钢对接,然后用碳钢焊条焊接外层钢管,焊接完后外面需要用修补剂进行修补,恢复外层涂层的原样。
3 涂塑复合钢管双密封焊接的施工
施工流程:涂塑复合钢管及相关辅材进场检查→管材的运输及储存→接头打磨处理→氩弧焊接内衬不锈钢管→内侧涂抹环氧树脂修补剂→焊接支架安装、固定钢管→双密封焊接→管道打压与防腐。
1)涂塑复合钢管及相关辅材进场检查。管材焊接施工前进行外观检查,并符合以下规定:
a.型号、规格符合设计要求,管材表面有明显、不脱落的产品标识;b.管材内外壁涂层均匀,完好,无剥落、锈蚀等现象,管材内、外壁表面光洁,无毛刺、飞边、砂眼、气泡、裂纹、变形等缺陷;c.焊条、焊丝应根据母材的化学成分、机械性能合理选用,在使用前必需检查其质量合格证明书和产品是否相符。焊条、焊丝存放地点应符合焊材对温度、湿度的要求,按时填写保存环境记录。如果焊条受潮,焊材使用前应按其使用说明进行烘干。
2)管材的运输及储存。a.涂层复合钢管在运输过程中,应避免剧烈撞击、抛摔、日晒,严禁拖擦及用尖锐硬物刻划。b.涂层复合钢管在装卸时应使用尼龙带吊装。c.涂层复合钢管应平直存放于室内,距离热源不应小于1 m。露天存放时必须用遮雨篷遮盖,不应长期存放在室外阳光直射和严寒的场所。涂层复合管储存过程中的环境温度为-30℃ ~45℃。涂层复合管堆放时,底部应采用两道支垫垫起,支垫宽度为100 mm,涂层复合管离地面不应少于100 mm。
3)接头打磨处理。对管道的两端内外两面进行打磨,打磨宽度为15 cm~20 cm,使其出现金属光泽。经处理后,用清洁、干燥、无油的压缩空气将管道内部的砂粒、尘埃、锈粉等微尘清除干净。
4)氩弧焊接内衬不锈钢管。截一段长为5 cm~10 cm,外径与涂塑钢管内径相同、厚度为0.8 mm的不锈钢管,将其衬于钢管端部已打磨好的内侧,不锈钢管里面的一端与钢管使用304不锈钢焊条焊接。焊接采用氩弧焊接,焊接时电压要调小,确定不焊破且牢固。
5)内侧涂抹环氧树脂修补剂。用环氧树脂修补剂对不锈钢管与钢管焊接的部位进行修补,使管道内表面涂敷上一层防腐层。修补剂使用前应搅拌均匀。防腐层应平整、光滑,无流挂、无划痕等。严禁在雨、雪、雾及风沙等气候条件下露天作业。
6)焊接支架安装、固定钢管。将衬好不锈钢的涂塑钢管运送至现场后按顺序堆放,两端平放在升降式焊接支架上,用水准仪对架体进行抄平,保证管体两端在一个平面上;接口处采用接口支架对接,支架采用两块40 cm长,10 cm宽,8mm厚钢板长向焊接成“L”形,水平段外侧焊接活动式卡口,卡住管口避免管口移动。
7)双密封焊接。焊接时,第一步用不锈钢焊丝打底,第二步用304不锈钢焊条氩弧焊进行内层不锈钢对焊,焊接完成后进行检查焊缝质量,合格后进行第三步操作,用碳钢焊条焊接外层钢管。
8)管道打压与防腐。管道焊接完毕后,进行管道压力试验及冲洗,对局部不合格接口进行返工处理至符合设计要求。
用涂塑复合钢管专用修补剂对管道之间焊缝的部位进行修补,达到最终防腐的效果。
9)注意事项。a.内衬通常选择304的不锈钢,其所含的重金属比较少,不易生锈,可用于输送净水。用在化工防腐上面时,建议使用316不锈钢,因其防腐效果较明显。b.较适用于DN100以上管径管道连接。当管径为DN100以下时,氩弧焊枪头难以进入管道内施焊。c.涂塑复合钢管在运输、安装过程中,严禁剧烈碰撞、抛摔管道,吊装时用柔软的尼龙吊装带,严禁使用钢丝绳等坚硬吊具吊装,应避免使用尖锐的安装工具。
10)管道的回填。a.根据给水管道防冻和减少地面荷载影响的考虑,须使管道位于冰冻线以下。b.回填必须在管道工程主体隐蔽验收合格后及时进行,回填前选好合适土源,不能回填淤泥、腐殖土、冻土及有机物。回填前将沟槽底木料、草帘等杂物清扫干净。槽底如有积水,应先排除,不得在水中回填土。c.回填土应由沟槽两侧对称运入槽内,不得直接推入槽内,不得直接回填在管道及其他部件上。d.非同时进行的两个回填土段的搭接处,不得形成直槎,应随铺土将夯实层留成阶梯状,阶梯的长度大于高度的2倍。e.回填土压实应逐层进行,不得损伤管道及其他附件。f.为尽快达到夯实的密实度标准,回填土的含水量以接近最优含水量为宜。回填土前,应对所填土壤进行实验,求出最优含水量和最大干容重。g.回填土密实度要求应符合《市政工程质量检验评定标准》。
4 涂塑复合钢管双密封焊接的优点
双密封焊接涂塑钢管克服了原有涂塑钢管法兰连接、卡箍连接的成本高、抗压强度低的缺陷(对比见表1),管道采用特种焊接预制技术,使碳钢和不锈钢有效的结合在一起,避免了钢管在焊接施工时对涂覆层的破坏,是目前涂塑钢管特别是埋地涂塑钢管最佳连接方案。
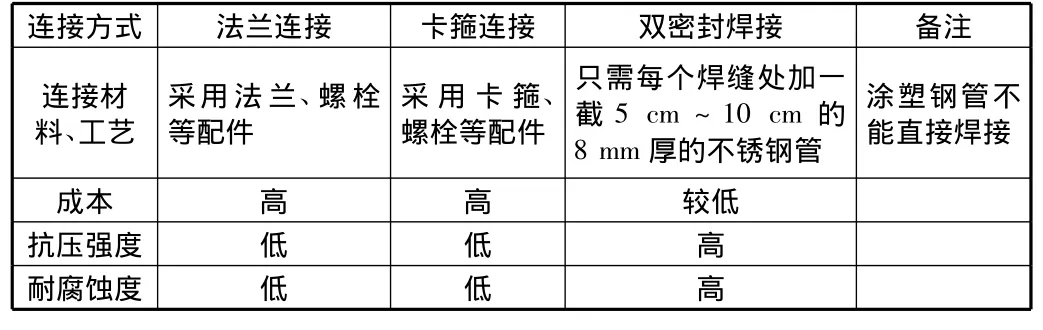
表1 几种金属管道连接方式的对比表
5 涂塑复合钢管双密封焊接在本工程应用的创新
1)管道采用焊接,节点强度高,解决了湿陷性黄土地质条件造成土壤自身沉降,会导致管道接口断裂的问题。2)管道采用特种焊接预制技术,使碳钢和不锈钢有效的结合在一起,不锈钢内衬宽度超出焊接影响范围,避免了钢管焊接施工时对涂覆层的破坏。3)施工安装时,管道内外部焊缝采用涂塑防腐,避免了采用螺栓、卡箍连接时连接金属件易锈蚀、密封件易老化漏水等缺点。4)管道焊接时使用自制的夹具固定,保证了焊缝质量及焊接后管道的平直度。
6 实施效果及经济效益
在2013年高硫煤清洁利用油化电热一体化示范项目全场给排水管网工程中使用了涂塑复合钢管双密封焊接,缩短了施工工期,降低了施工成本,安全的完成了施工任务,得到了建设单位、监理单位的认可,对以后工程承揽提供了有利的条件,并取得了良好的经济效益和社会效益。
根据实际计算,最大的收益是工程成本的降低,经济效益显著,而且连接方式性能稳定,牢靠,避免渗漏现象的发生,提高了工程质量,取得了业主的认可,提高了公司的信誉度。此种连接方法节约了材料,降低了能耗,同时又取得了良好的社会效益。
[1]GBJ 15-88,建筑给排水设计规范[S].
[2]GB 50268-2008,给水排水管道工程施工及验收规范[S].
[3]GB 50235-2010,工业金属管道工程施工规范[S].