热连轧机支承辊辊型曲线多目标优化设计研究①
2014-11-06董志奎
董志奎
(燕山大学机械工程学院 河北秦皇岛066000)
1 前言
支承辊作为热连轧机的重要工作部件,其能否正常工作,对带钢产品质量和生产稳定性有直接的影响。在热连轧生产中,受磨削设备等生产条件的限制,以往支承辊一般采用直线倒角辊型在其端部进行简单加工[1,2]。随着技术的进步和生产能力的提高,以往的支承辊辊型越来越显现出不能满足生产要求的趋势。支承辊边部剥落、异常磨损等状况造成非正常辊耗增加,给企业造成巨大的经济损失,同时简单的直线倒角辊型也未考虑对带钢板凸度和板形控制的影响,优化设计方法逐渐被广泛应用到热连轧生产中[3-5]。本文根据实际生产状况和板带轧制理论,建立多目标优化的数学模型,优化设计了某厂850mm热连轧机精轧机组支承辊辊型曲线。理论计算和工业应用都表明,优化设计的支承辊辊型曲线在防止轧辊辊面剥落与降低辊耗方面效果良好,并且有利于提高弯辊对板凸度和板形的控制效果。
2 辊型优化设计目标函数的建立
某厂850mm热连轧生产线是国内自主设计建造的中宽带热连轧生产线,精轧机组由七机架普通四辊轧机串列布置,每个机架均配备了工作辊正弯辊。为了满足用户的需求,能够给下游冷轧厂提供更宽的原料,厂方自主将支承辊和工作辊辊身长度分别由原来的800mm和850mm进行了适当的增加,改造后精轧机组主要参数如表1所示。
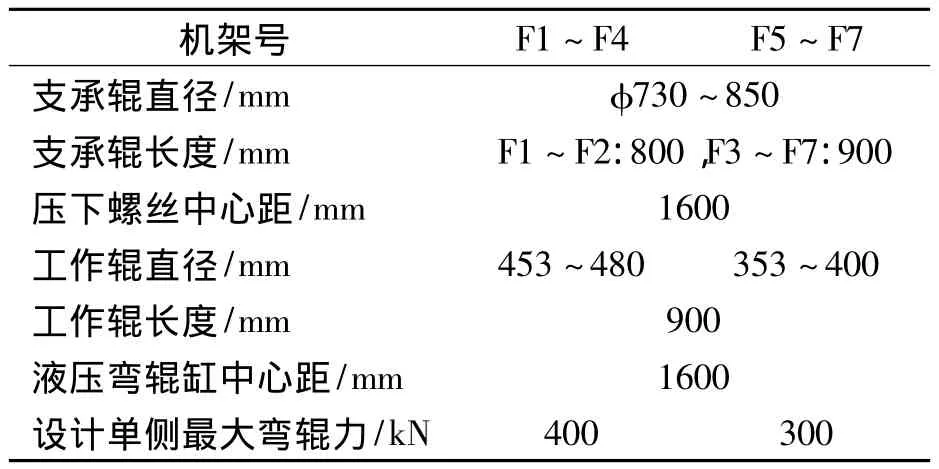
表1 精轧机组主要参数
精轧机组轧辊辊身长度增加后,轧制带钢宽度也随之增加,最宽达到720mm。随着热轧轧制带钢宽度的增加,轧制负荷也随之增大,精轧机组支承辊在使用过程中出现了不同程度的边部剥落现象,既增加了轧辊辊耗,又影响轧制生产的顺利进行,对轧后带钢的质量也造成较大影响,给企业带来较为严重的经济损失。支承辊端部剥落实物照片如图1所示。

图1 支承辊端部剥落
支承辊服役周期长,工作环境恶劣,支承辊使用寿命是辊型优化设计中所要考虑的首要因素。根据对轧辊表层剥落现象及机理的分析得知,辊间接触压力分布不均造成辊身磨损不均,局部接触压力过大是导致该部位提前疲劳破坏的主要原因。因此,辊型优化设计要考虑均匀辊间压力分布,降低辊间接触压力峰值,目标函数可表示为:

式中 qmax—沿辊身单位宽度上的最大的辊间压力;
qmin—沿辊身单位宽度上的最小的辊间压力;
ˉq—平均单位宽度辊间压力。
合理的辊型是获得良好板形的基础条件,合理的支承辊辊型能在一定程度上提高弯辊力的作用效果。弯辊力是板凸度和板形在线调整的主要手段,辊型优化设计应保证轧机在线弯辊力有较大的调整范围,从而增强板形的控制能力。在本次优化设计中,其他参数都不变,弯辊力取为基态弯辊力(对于本例只有正弯辊的轧机,一般基态弯辊力取为最大值的三分之一),通过优化计算,寻求使带钢出口板形最为良好的辊型参数。
板带材的板形是指板带材横向各部位是否产生波浪和瓢曲,它取决于带材内部的残余应力分布,当应力较大超过一定程度时引起带钢屈曲变形,产生表观的板形问题;当应力较小时,产生潜在的板形问题,即板形的好坏可以通过带钢前张应力的分布来表征。对于热轧生产,一般无法直接测得带钢内部的应力分布,可通过轧后取样,纵向裁条来计算转换。因此,考虑板形的目标函数可用下式表示:

式中 σ1max—板带沿宽度方向中最大的前张应力;
σ1min—板带沿宽度方向中最小的前张应力;
ˉσ1—平均前张应力。
采用加权处理的方法将上述两个目标函数合成为一个综合目标函数,对机组的每个机架进行辊型优化设计,同时考虑到优化设计的辊型要适用于所有轧制规格产品的需要,一般根据产品大纲选出几种典型规格产品来进行优化计算,因此,综合目标函数可表示为以下形式:

式中 n—机架总数;
m—典型规格产品总数;
i—具体某机架;
j—具体某种典型规格产品;
λ1i和 λ2i—第 i机架分目标函数的权值系数。
其值取决于优化设计的侧重点和各个目标函数的重要程度,由于热连轧中板形控制主要在下游机架,所以,当 n<5时,取 λ1i=1,λ2i=2;当 n≥5 时,取 λ1i=λ2i=0.5。
优化设计计算时采用的约束条件:辊型优化参数应满足辊间接触线宽大于板带宽度;为了防止轧辊辊身肩部疲劳破坏,在轧辊辊身端部20mm内不允许有接触应力。
3 辊型优化设计数学模型
辊型优化设计中前张应力分布和辊间压力分布计算的数学模型主要包括轧件塑性变形模型和辊系弹性变形模型。轧件塑性变形模型主要是计算单位轧制压力和前后张应力横向分布,辊系弹性变形模型主要是计算辊间接触压力横向分布和轧件出口厚度横向分布,前者为后者提供轧制压力边界条件,后者为前者提供轧件出口厚度边界条件,因此,二者互为条件,是一个耦合迭代的求解过程。
单位轧制压力和前后张应力计算采用文献[6]的模型,其中,变分法求解前张应力计算式如下:

式中 σ1(y)—板带前张应力横向分布值;
T1—平均前张力;
E和υ—板带材的弹性模量和泊松比;
H(y)和h(y)—板带材入口和出口的厚度横向分布值;
L(y)—板带材入口长度横向分布值;
H、h和 L—H(y)和 h(y)和 L(y)的平均值;
u(y)—带材出口横向位移函数的导数;
b—轧件宽度;
Δb—轧件宽展量。
辊系弹性变形采用分段离散法计算,列出轧机的力-变形关系方程、辊系平衡方程和变形协调方程,通过轧件塑性变形模型和辊系弹性变形模型的迭代求解,就可以得到轧机辊间接触压力分布和轧件前张应力分布。轧件塑性变形模型与辊系弹性变形模型迭代计算流程图如图2所示。

图2 迭代计算流程图
辊型设计的优化算法有多种,其中Powell算法收敛速度快,不需要计算目标函数的导数,是计算多元函数最优解的较好方法。采用Powell算法进行辊型优化设计,计算流程如图3所示。
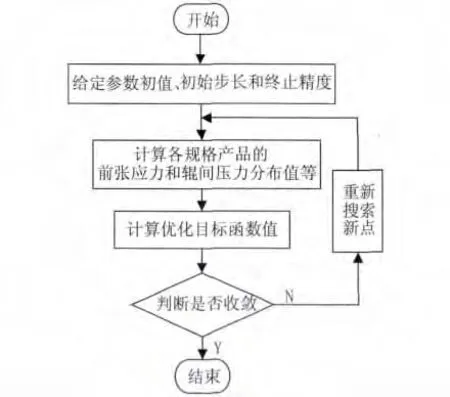
图3 计算流程图
4 辊型优化设计实施方案
支承辊辊型采用平辊辊身+辊端辊型的方案,辊身端部辊型示意图如图4所示,辊型曲线采用下面的幂函数曲线,即:

式中δ0、ly和β—根据优化目标确定的常数;
y—幂函数曲线中某参数。
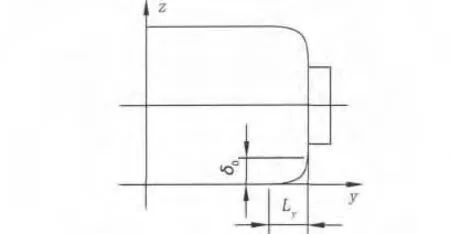
图4 辊型示意图
辊型曲线优化设计时选用以下8种典型规格产品进行计算,如表2所示。
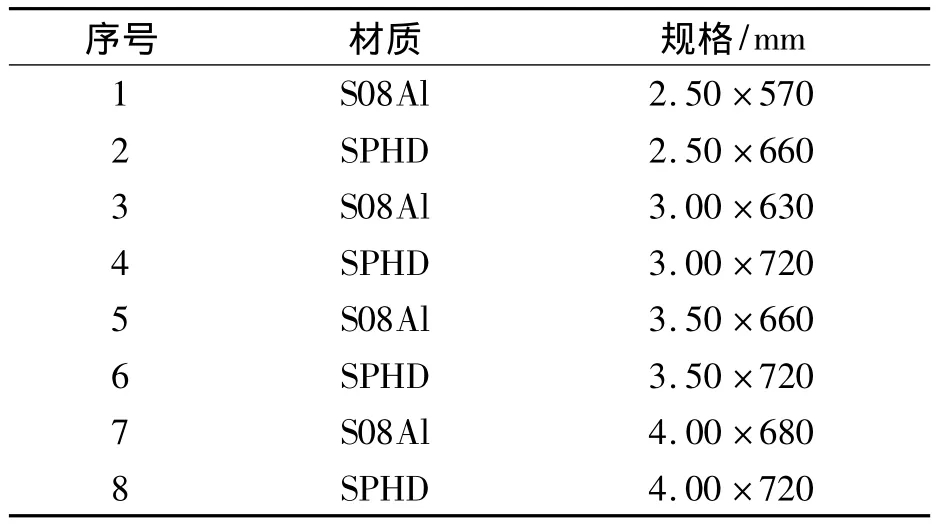
表2 典型规格产品

表3 支承辊辊型优化参数值
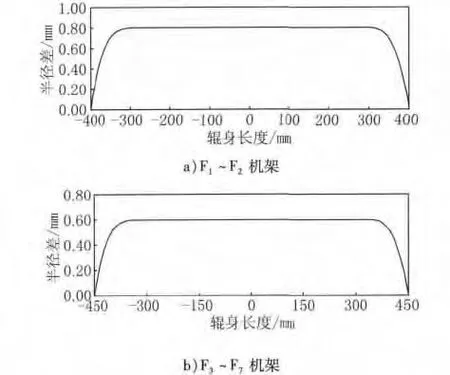
图5 支承辊半径差曲线
支承辊辊型优化过程中,需要给定工作辊的辊型情况。由于在支承辊服役期内要经历多次工作辊更换,即使在一个工作辊工作周期内,也存在工作辊热凸度和磨损量随时间的变化过程,因此支承辊辊形优化过程中,根据现场下机工作辊辊型数据,综合考虑工作辊原始辊型,将工作辊辊型选定为一固定辊型。在辊型优化过程中,假设带钢初始来料板形是良好的。为了方便轧辊的磨削和管理,并考虑支承辊辊身长度的不同,F1~F2机架和F3~F7机架分别使用两组辊型曲线参数,优化设计结果如表3所示,辊径差曲线如图5所示。
5 理论对比及现场应用
以3.00×720mm典型规格产品为例,进行了理论模拟计算,为了便于对比,其中弯辊力取为基态值不变。限于篇幅,仅列出了F2机架辊型优化前后轧辊辊间接触压力分布和F7机架轧件出口带钢前张力分布情况,如图6和图7所示。由图6可知,辊型优化后降低了支承辊端部辊间接触压力峰值,从而能够有效的遏制支承辊边部剥落,延长支承辊的使用寿命。由图7可知,在相同弯辊力作用下,优化后的前张力分布更加均匀,即相当于提高弯辊力对板形的控制效果,使得板形状况得到明显改善。

图6 F2机架辊间接触压力

图7 F7机架出口带材前张应力
辊型优化设计完成后,首先在F2机架和F6机架分别上机试验800mm和900mm支承辊各一对,经过多次下机再上机的循环试验,使用效果良好,优化辊型基本遏制了支承辊掉肩和掉肉等剥落现象,带钢在线板形能够得到较好的控制。上机试验结束后,优化设计的支承辊辊型作为磨辊规范正式投入使用,长期跟踪表明,支承辊辊使用状况良好,带钢板凸度和板形得到较好的控制,辊型优化设计达到预期效果。
6 结论
1)支承辊是热连轧机重要的工作部件,简单的直线倒角辊型越来越不能满足当前的生产需求。
2)以均匀轧辊辊间接触压力和板形良好为目标建立了支承辊辊型多目标优化模型。
3)理论研究与生产实际都表明,优化设计的辊型满足生产需要,基本杜绝了生产中支承辊掉肩和掉肉现象,带钢板凸度和板形得到较好的控制。
4)此项技术无论对新建轧线还是旧轧线改造都具有推广价值。
[1]邓建中.支承辊的维护与保养[J].江苏冶金,2004,Vol.32(6):43-46.
[2]胡衍生,程晓茹,李虎兴,等.辊型制度改进对降低辊耗的效果[J].武汉科技大学学报(自然科学版),2005,Vol.28(1):14-15,23.
[3]王仁忠,何安瑞,杨荃,等.LVC工作辊辊型的板形控制性能研究[J].钢铁,2006,Vol.41(5):41-44.
[4]连家创,戚向东,岳晓丽,等.最优辊型技术的开发和应用[J].钢铁,2007,Vol.42(10):60-63.
[5]张殿华,赵旭亮,徐建忠,等.1250mm热带轧机辊型曲线优化设计[J].钢铁研究学报,2009,Vol.21(1):26-28.
[6]连家创,刘宏民.板厚板形控制[M].北京:兵器工业出版社,1996:41-98.
