散货船阀门遥控多芯管安装方法研究
2014-10-30黄金华
黄 金 华
(广州中船龙穴造船有限公司,广州 511462)
0 引 言
阀门遥控二芯管的传统安装方法都是直接靠人力一根一根地从头到尾拉放,由于其作业具有环境复杂、工种面广等特点,多芯管拉敷难度和强度都比较高,往往要投入大量的人力和时间,施工效率低,直接影响到生产进度,而且对人员也存在一定的安全隐患。因此,用机械方法替代纯人工拉敷多芯管是发展趋势。为此,本文以82000t散货船[1]为对象对多芯管的安装方法进行探讨和研究。
1 研究目标
1) 通过研究,设计和选购方便、可靠的工装工具,减少作业人员的投入,提高劳动效率,降低劳动强度。改进现有的施工工艺和作业方法[2],减少因敷设过程中多芯管破损更换带来的成本损失;
2) 形成先进的多芯管安装工艺方法;
3) 缩短多芯管拉敷周期。
2 研究工作
82000t散货船阀门遥控的多芯管共53条,其中45条布置在管弄,5条布置在甲板面,3条布置在舯吃水和艏吃水处。管弄内多芯管的布置为左边21条,右边24条。电磁阀箱在机舱下平台前壁。管弄内空间狭窄且受结构影响较大,管路最多,为研究重点。多芯管的具体布置见图1。
2.1 多芯管套料
根据多芯管的来货规格是800多米一捆,以及每根多芯管从液压蝶阀到电磁阀箱的总长度(加点余量)进行套料,达到余料最少的目的。套料时应考虑拉放顺序,有利于拉放作业。具体套料结果见表1。
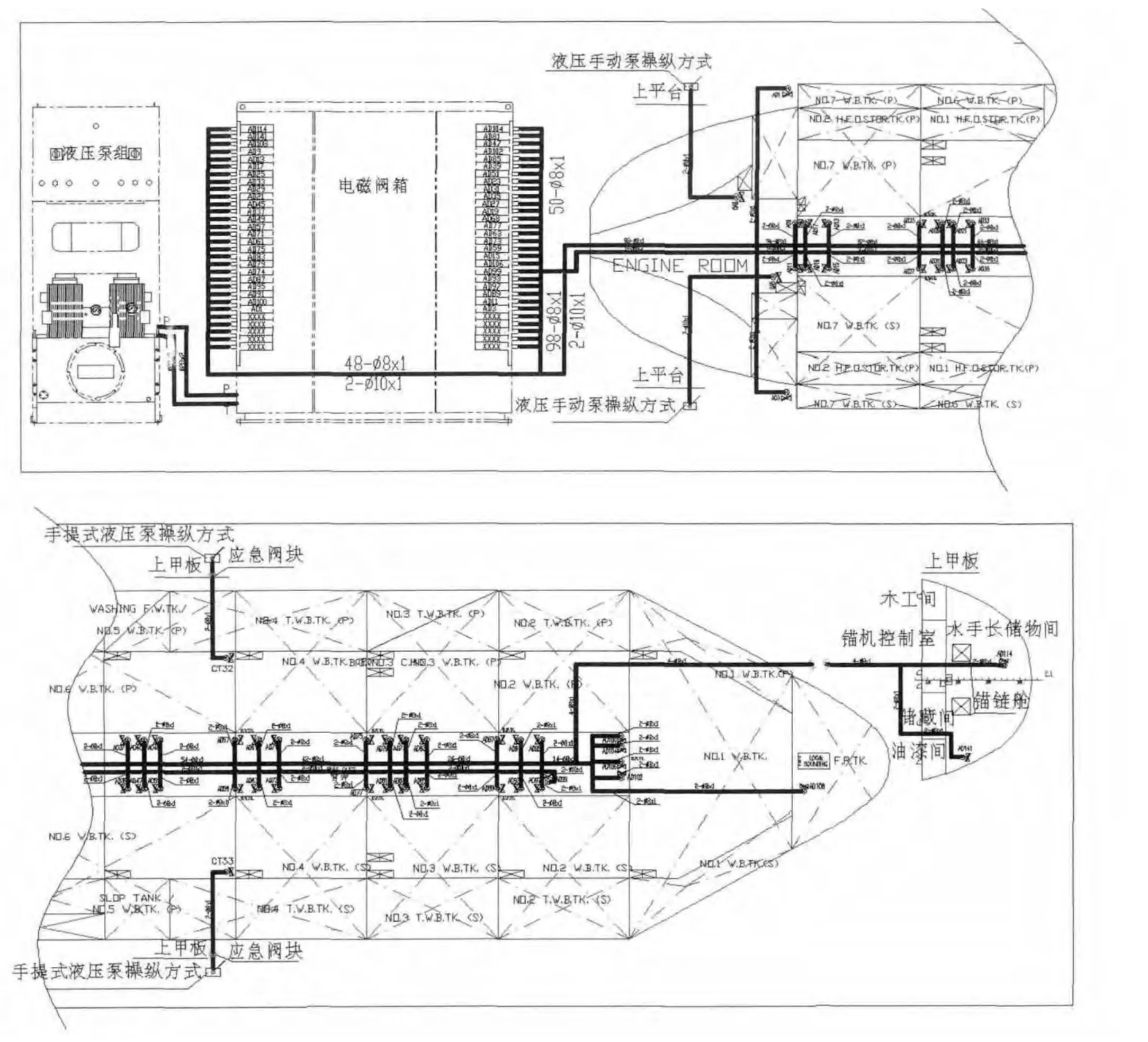
图1 阀门遥控布置
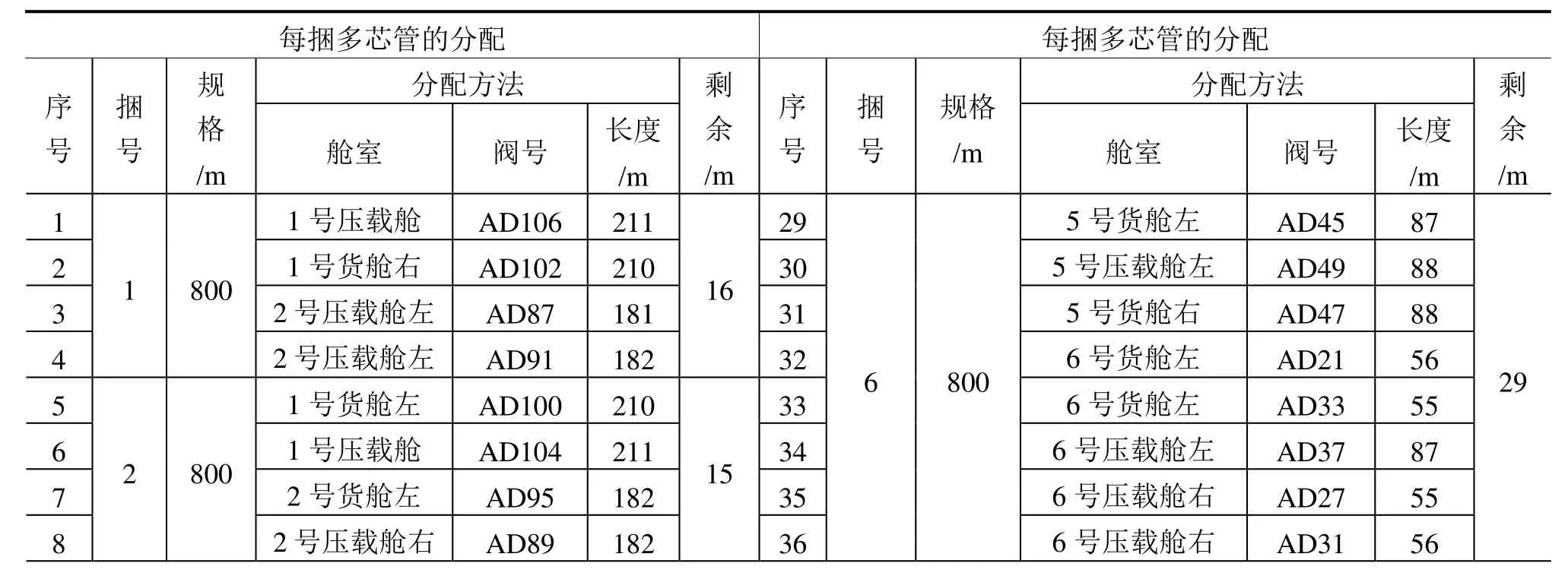
表1 每捆多芯管分配

续表1
2.2 选择工装
通过对多芯管的走向布置分析,按实际情况选择 CW-2500卷扬机作为管弄一端拉放多芯管的主要动力,选择平板式直线滑轮置于拉放的路径中。
2.2.1 拉敷中滑轮的保护作用
在传统的人工拉敷中,由于与管支架和结构发生摩擦,会使多芯管外表皮破损,如图2所示。在多芯管敷设路径中设置滑轮,就能有效提高对多芯管的保护。在进行多芯管拉敷前,对多芯管拉放路径进行检查,对存在锐边、积水、转弯等易造成损伤的地方安装滑轮,使多芯管与支架或托架间的滑动摩擦变为滚动摩擦,如图3所示,有效地保护了多芯管。

图2 多芯管受刮擦损伤

图3 滑轮在托架上保护多芯管
2.2.2 卷扬机、滑轮降低劳动强度和提高生产效率的作用
以位于船首的1号压载舱遥控阀为例,其从机舱来的多芯管长约210m,一般需要在起始、终止端各设置2人,由于距离较长,为防止过程中挂、钩等损伤,在中间设置约20人用于传送多芯管,平均10m距离设置1人,共需24人(见图4所示)。在多芯管拉敷过程中,各人必须随时处理拉放中可能发生的刮、擦、拖等情况,但由于管弄中的空间狭小,走动不便,实际上还存在多芯管在托架上拖拉、刮伤等情况。
如果用卷扬机代替人力进行拉敷,中间使用滑轮,可以在首尾端各设置1人,隔20m布置一个滑轮(见图5所示),滑轮之间设置1人来回监护,专门处理拉放中可能存在的刮、擦、拖地等情况。这样,既减少了12个人作业,也使拉敷过程的保护监护工作质量提高,既降低了劳动强度,又提高了生产效率,也使敷设的质量得到保证。

图4 人力拉放多芯管过程
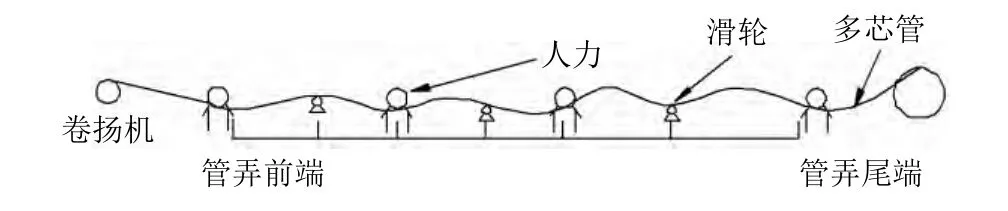
图5 滑轮拉放多芯管过程
2.3 推进工序前移,提高施工效率
传统的施工方法是货舱底部全部成型后才开始多芯管拉放,而推进工序前移的方法是在后半部底部成型后就开始拉敷后半船的多芯管,待底部全部成型后再拉敷前半船。整船拉敷存在很多不利因素,包括施工环境比较密闭、劳动强度大、安全隐患较多、投入人力要多、交叉作业影响较大、周期比较紧迫等。虽然投入大量人力物力,但往往施工周期都很长,质量也不能保证。工序前移后使施工环境有了改善、人力投入量减少、周期得到有效控制等。
2.4 实施效果
1#船是在船体底部成型后采用传统的人力拉敷的工艺。2#船是利用机械代替人力的方法并实行推进工序前移的拉敷工艺。1#船和2#船的主要数据记录见表2。

表2 两种安装工艺的过程监控数据
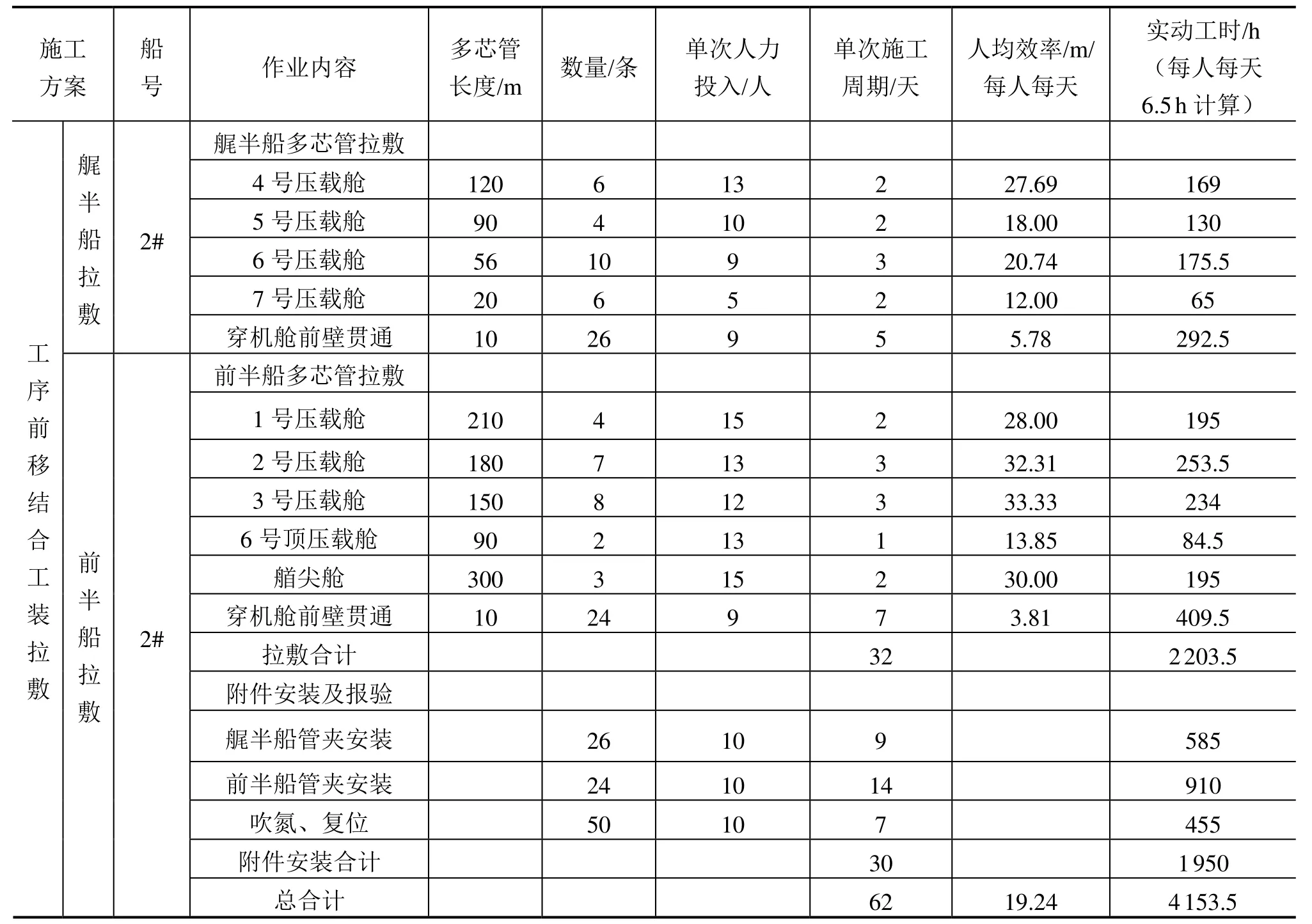
续表2
由表2看出,2#船比1#船总施工周期缩短了(98-62)/98=36.7%,其中拉敷周期缩短了(60-32)/60=46.7%,人均效率(m/每人每天)提高了(19.24 - 8.18)/8.18=135%,总工时减少7845.57-4153.5=3692 h,拉敷工时减少了5375.5-2203.5=3172h。
3 关键技术和经济效益
1) 通过研究和实施,实现机械拉放代替人力拉放,降低了劳动强度和减少了作业人员,施工周期相对缩短36.7%,达到研究目的;
2) 制订出《多芯管安装方法培训》材料、《多芯管修补工艺》来指导现场的作业,改进施工工艺,规范现场操作;
3) 工时成本按50元/h计算,节约成本为3692×50=184600元。
4 结 语
为达到本次的研究目的,在工法技术和实际施工都做了深入的探讨,通过图纸优化,更加贴合实际施工,大大降低施工的难度;工法方面结合工序前移将多芯管的安装时机达到最佳的状态,大大缩短施工的周期;实际施工中,及时反馈遇到的问题和找出解决的措施,确保了本次研究的实效性。
[1] 赵耀中. 国内航行散货船总体设计特点[J]. 上海造船,2011(2): 1-5.
[2] 刘兴永. 船舶管系工工艺与操作[M]. 哈尔滨:哈尔滨工程大学出版社,2010.
