6000t/h装船机结构制造和总装技术研究
2014-10-30倪国春
倪 国 春
(中船江南重工股份有限公司,上海 200023)
0 引 言
装船机是散料码头装船时使用的大型高效、自动化机械,用于把散料例如煤炭、铁矿石、粮食等的装船作业。随着散货海运贸易不断攀升以及航运竞争导致的成本控制需要,对散货船吨位、港口设备包括装船机的装卸能力都提出了更高的要求。目前国内秦皇岛码头和曹妃甸码头都可以达到6000t/h装载能力,已属国内先进水平。同时,出口的最大装船机已达到12000t/h装载能力。
1 构造及主要参数
6000t/h装船机包括主体和尾车两部分,主体由门架、行走机构、塔架、臂架及穿梭、溜筒等部件组成,尾车采用直爬式单尾车,见图1。主要参数及特点如下:
1) 门架轨道跨度为26m,横跨5条皮带运输线,也就是说在同一码头运输线下,可以容纳5台装船机同时作业,为目前国内装船效率最高的码头作业线;
2) 臂架最大伸缩行程达21m,可以满足1.5万~10万dwt船舶的装载要求,适用能力很强;
3) 臂架工作仰角从+15~–12°,可以满足船舶在不同潮位情况的装载要求,装载适应性较好;
4) 溜筒可回转±180°,端部抛料弯头可摆动–16~+29°,可以满足多种船舱的装料任务。
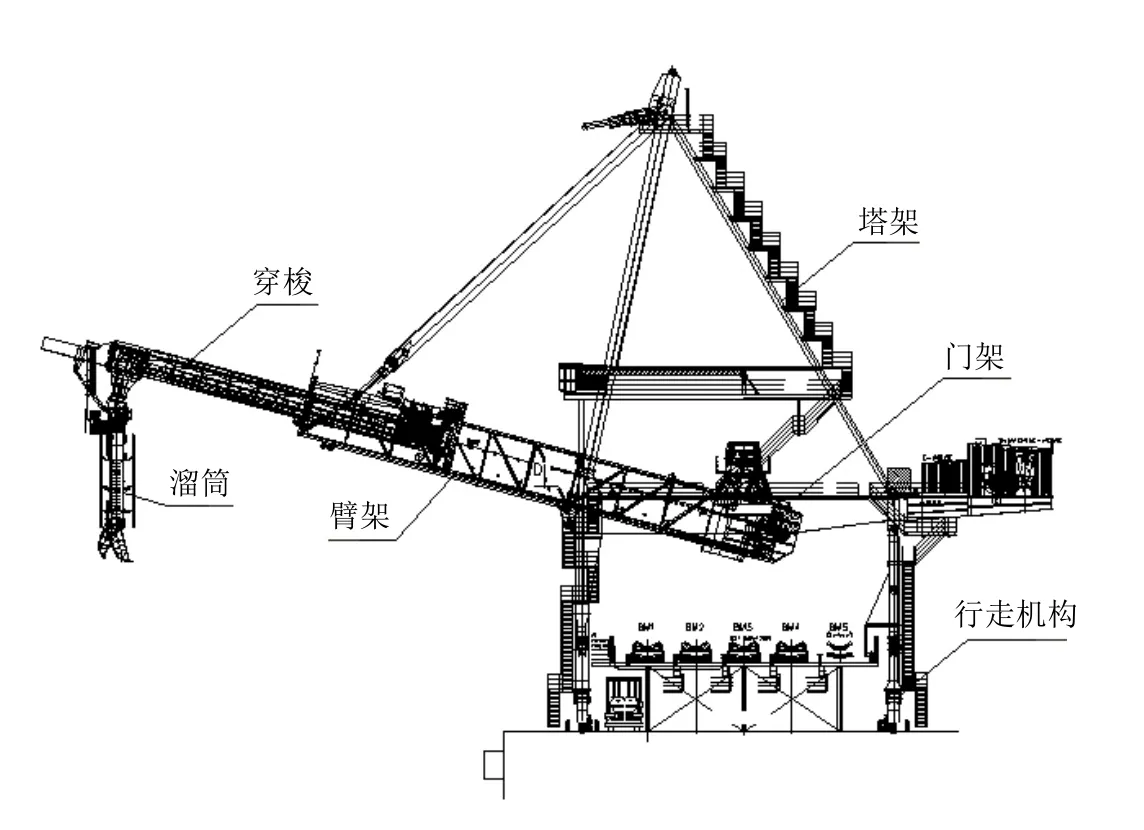
图1 装船机结构
2 关键制造技术
2.1 穿梭耐磨轨道板的焊接
穿梭结构的上、下平面装有四根通长轨道,与臂架导轮在行程内走合。上轨道并排装有齿条,通过装在臂架驱动装置上的齿轮与齿条的啮合,使穿梭结构在臂架框架内沿臂架轴线方向做直线运动,见图2。
轨道材质为 S690QL[1]高强度结构钢,采用欧洲标准 EN10025-6,最小屈服强度 690MPa,冲击值 40J/–20℃。考虑到轨道焊接不同于其他高强结构焊接,为了确保轨道焊接后在强度、硬度、冲击性能上能够满足要求,进行了专项焊接攻关。经对比国产高强度焊条和进口焊条后,最终选用了进口焊条E11018-G Phoenix SHNi2K100;通过焊接试验,采用小线能量的滴状熔滴过渡方式,确定焊接工艺参数见表1。
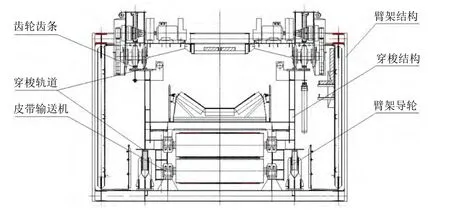
图2 臂架和穿梭结构的机械总成

表1 焊接工艺参数
在施焊前制定了详细的焊接指导书,对焊前准备、焊接要求、焊后保温各方面作了规定。焊后经过无损探伤,焊缝质量符合设计要求。
2.2 穿梭结构精度控制
穿梭轨道长度34m,图纸要求制造精度为:上下轨道面尺寸偏差0~–2mm,两轨道中心距偏差±1mm,导轨上下左右的弯曲度偏差均不大于1mm。
穿梭本身为板梁结构,自身刚度差,通过分析整体制造工艺流程,将其拆解为结构精度控制和机加工精度控制两个阶段,以达到最终尺寸控制的要求。
在结构制造阶段采用对称组装、对称焊接的制造工艺,以降低框架件组装的弯扭变形;选择埋弧自动焊对称焊接工字型大梁,确保结构件焊后应力均匀,变形较小。除了考虑结构件焊接收缩余量外,还增加了轨道板和齿条安装面的机加工余量,以弥补结构刚性不足可能导致的尺寸超差。
在机加工阶段,通过工艺措施解决超长轨道面的加工难题。考虑到穿梭轨道长度较长,机床无法一刀加工完成的情况,采用了同一基准、分段校调、分段机加工的工艺。首先加工轨道板基准面,这是轨道面及齿条安装面加工的基面,伸出机床行程部分,用激光配合校调,两侧水线校至同一平面,确认后用钢针划出基准线,再机加工。超出机床行程部分,将穿梭件移动接刀机加工。接刀前,根据已加工的基面和基准线重新校调,划线确认后继续机加工。轨道板基准面加工后安装轨道,然后用机床校调直线度、垂直度,按照前述相同的工艺进行导轨面及齿条安装面的加工,两个加工面在同一状态铣削加工,以确保形位公差符合要求。单面加工完成后翻身,找准先前的加工轨道板基准面重新校调,并进行划线检测,采用分段校调加工反面。
通过两个阶段精度控制,在最终机加工完成后,检验确认:尺寸偏差完全满足了设计要求。
2.3 臂架变幅绞车卷筒的平衡试验
臂架变幅绞车卷筒采用钢板卷制而成,直径φ1500mm,长度7580mm,壁厚55mm,材料为S355J2。由于在卷筒加工过程中存在制造误差、机加工误差,会导致质量分布不均匀。卷筒作为刚性转子,工作时这种不均匀不仅使其支承轴承座承受动载荷,产生机械噪音,而且还引起机器的振动,造成机构的疲劳损坏。因此必须把质量分布不均匀控制在允许范围内,通过平衡试验确定卷筒是否符合要求。
设计提供的卷筒平衡品质为G16,卷筒质量m=14282kg,转速n=8.15r/min,根据标准[2]计算可得到许用剩余不平衡量peiU 。

只要卷筒通过平衡试验测得的数值小于peiU ,则说明卷筒平衡性能可以满足使用要求。平衡试验在卷筒光面加工后进行,按照使用工况,卷筒两端应处于自由旋转状态,试验中利用车床夹头和顶针作为旋转支撑,用来模拟实际工况,同时将车床设置为空挡,以避免车床减速机的惯性矩参与试验,见图3。
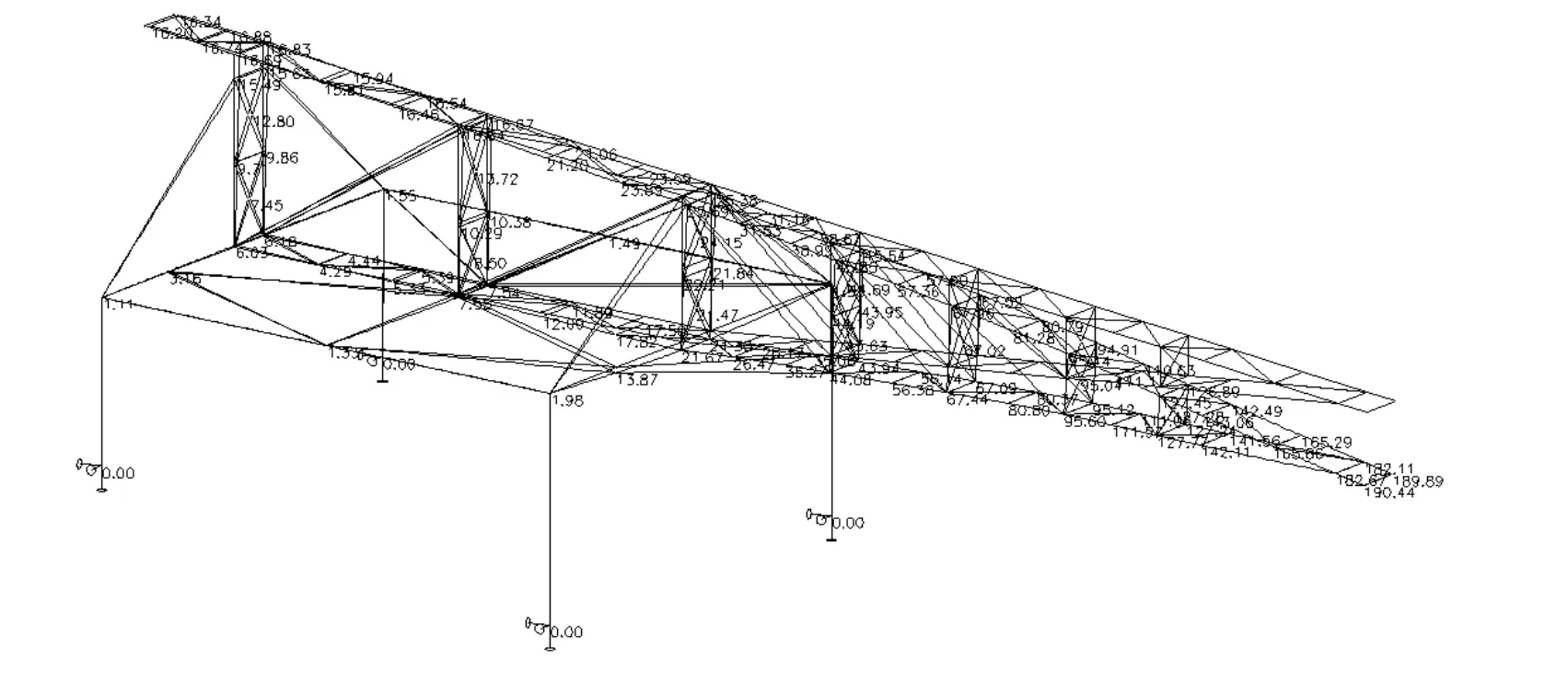
试验按照规范采用了单(静)平衡方法,通过试验测得卷筒的剩余不平衡量为 15kg·m 塔架为人字形结构,底部与A/B主梁通过法兰连接。由于塔架四根柱体轴线与门架主梁水平面形成斜角,四个法兰面并不在同一平面,因此给安装带来了很大的困难,见图 4。若采用通常工艺,法兰板配钻后各自焊接到塔架和门架,最终拼装时极有可能造成螺栓孔错位甚至法兰面对不齐,造成重大返修。为避免发生这种情况,经过工艺探讨,采用先将门架法兰座与塔架螺栓对接,再用塔架和门架预组装的方式将门架法兰座焊接到门架主梁,这样既保证了法兰面对接正确,也同时完成了塔架和门架的法兰焊接。 图3 卷筒的平衡试验 图4 法兰底座构造 首先制作法兰底座本体结构,底部留50mm调整余量,然后与塔架法兰底座配对,配对后进行栓接端法兰面机加工和螺栓钻孔,完成后用临时螺栓全部栓紧,与塔架立柱焊接。接下来分别进行门架的组装和塔架立体组装。在预组装场地上先把门架包括刚性腿、柔性腿、A/B主梁和绞车平台按图纸与行走机构组装成形,固定后吊装塔架整体落位,根据塔架基准线位置将法兰底座临时定位在门架主梁相应位置,按图纸尺寸割除底座余量后最终落位焊接。焊接检验后拆除法兰临时螺栓,将塔架分离,这样塔架与门架的法兰连接端施工完成,端面和螺孔质量得到了充分保证。 尾车主要包括主臂架桁架、尾车门架以及支撑构造。主臂架采用螺栓连接,尾车A门架直接销接在装船机主门架上,尾车B门架与尾车行走机构连接作为支撑。 考察尾车的结构体系,门腿为大跨度门架,主臂架为全螺栓连接的大悬挑空间桁架,结构体刚度差,制造后会产生较大的变形。采用计算机模拟尾车变形后发现,在自重工况,尾车大梁下挠 7mm,尾部下挠38mm;在皮带压载工况,大梁下挠21mm,尾部下挠190mm,见图5。对此在尾车制造工艺中,门架大梁和尾部桁架根据计算机模拟的下挠量,在工艺上设置了预起拱,以抵消皮带总装后引起的尺寸偏差。另外在尾车制造方式上采用立体预拼装的方式进行组装,这样可以确保尾车与门架、行走机构的相关尺寸。从最终现场安装情况来看,尾车采用预起拱工艺和立体预拼装工艺,完全满足了设计要求。 图5 计算机模拟尾车变形情况 对于大型机械来说,采用整机驳运,整体吊装无疑是最适合的安装方式,但装船机体积庞大,根据其结构特点以及海运的海况要求,整机驳运安装从安全和经济性来说都是不可取的。通过综合考虑,采用了分部套运输和安装的方案。 2.6.1 部套拆分和运输 按照装船机结构特点,可分成四个部套:门架和行走机构、塔架、臂架及穿梭、尾车(见表2)。考虑到尾车长度过长,不便于整体运输和安装,散装后到现场整体组装。 表2 部套参数 在运输设备上,采用7000t甲板驳及一艘2648kW全迴转拖轮配合进行水上运输作业。 2.6.2 现场安装 现场安装按照门架、塔架、臂架和穿梭、尾车、附属结构的顺序依次进行。在吊装设备上,根据装船机部件的重量和吊高要求,勘察码头到轨道中心跨距尺寸,采用900t浮吊作业。首先吊装门架和行走机构,落轨时主要控制行走机构车轮与轨道中心对齐,调定后用钢丝绳和车轮铁鞋固定行走机构,以防止漂移。接下来吊装塔架,法兰面对接采用高强螺栓拧到设计力矩。臂架和穿梭的安装是施工难点,先用900t浮吊销轴连接臂架根部与门架铰接座,再临时连接臂架头部和塔架顶部。连接完成后移开900t浮吊,采用卷扬机进行产品钢丝绳的穿绕连接。尾车和辅助结构包括溜筒、扶梯等则采用汽车吊完成。 在装船机的制造过程中,通过工艺摸索攻克了一系列施工难点,获得了许多重要的工艺方法和工艺参数,例如高强轨道板的焊接参数,穿梭制造精度的控制工艺,卷筒静平衡试验方法,尾车预拱度的参数确定方法,大型机械的运输配载和总装方案等,对企业成套设备的施工积累了大量工艺资料。 [1] DIN EN10025-6-2009 Hot Rolled Products of Structural Steels-part6 [S]. [2] GB/T 9239.1-2006. 机械振动恒态(刚性)转子平衡品质要求第1部分:规范与平衡允差的检验[S].2.4 塔架法兰与门架法兰的对接措施


2.5 尾车组装的精度控制
2.6 运输和总装技术

3 结 语
