AGC在轧机中的应用
2014-10-23李俊红
李俊红
(太重集团 榆次液压工业有限公司,山西 晋中 030600)
0 引言
液压伺服控制技术在现代工业发展进程中占有重要地位,特别是在一些要求功率大、反应速度快、定位精准的液压系统中。在冶金行业中,大部分轧机设备都采用了带计算机控制的液压系统,一些旧的设备也通过改造转型成为AGC轧机。计算机控制和液压AGC已成为轧机专业化程度高低的标志。
1 轧机的发展过程
最早的轧机设备压下部分采用的是电动压下,运行过程通过电动机带动减速齿轮旋转实现。该方式存在转动惯量大、反应速度延迟、调整精度受限、工作效率低等缺点。随着现代工业的发展对钢材产品的要求也越来越高,尤其是对板材厚度的精确控制。因此,电动压下装置已经不能满足工艺的要求。全液压压下系统具有全行程秒流量控制、恒辊缝控制、恒轧制力控制、调偏控制、自动预压靠控制、厚度预控AGC、厚度监控AGC、张力/速度AGC、加减速AGC补偿控制、轧辊偏心补偿等控制功能,以及轧制工艺数据库、数据显示及操作控制、产品质量跟踪功能、高速轧制数据自动记录、自动报表产生、故障报警及记录等过程管理功能。液压压下系统与电动压下系统性能比较见表1。
2 轧机液压AGC工作过程
轧机液压AGC工作过程如下:AGC液压缸压下建张,同时卷取机压辊、开头机上夹送辊、上矫直辊抬起,机前和机后测张装置、激光测速仪、测厚仪投入,机前导卫装置打开,工艺润滑乳化液自动从带材入口喷向轧辊,机组升速轧制,轧制到带尾时,机组减速轧制,开卷机压辊压住带卷,当带尾过机前转向辊进入轧辊前机组停止轧制,乳化液自动停喷,卸张,打开辊缝,测厚仪退出,完成第一道次轧制;在机前、机后转向辊及其压辊的作用下,机后卷取机反转(与第一道次相比)使带尾向机前卷取机方向运行,经机前转向辊进入机前卷取机卷筒钳口,机前导卫装置合上,对中带材,机前卷取机卷筒涨径,同时钳口咬住带材,活动支承闭合,压辊压上卷筒,启动机前卷取机开始卷取带材,当卷到2~3圈后,AGC液压缸压下建张,同时卷取机压辊抬起,机前和机后测张装置、激光测速仪、测厚仪投入,机前导卫装置打开,工艺润滑乳化液自动从带材入口喷向轧辊,机组升速轧制,待轧到尾部时,机组自动减速,准确停车,乳化液自动停喷,完成第二道次轧制,如此反复经过数道次轧制直到轧成成品卷材。
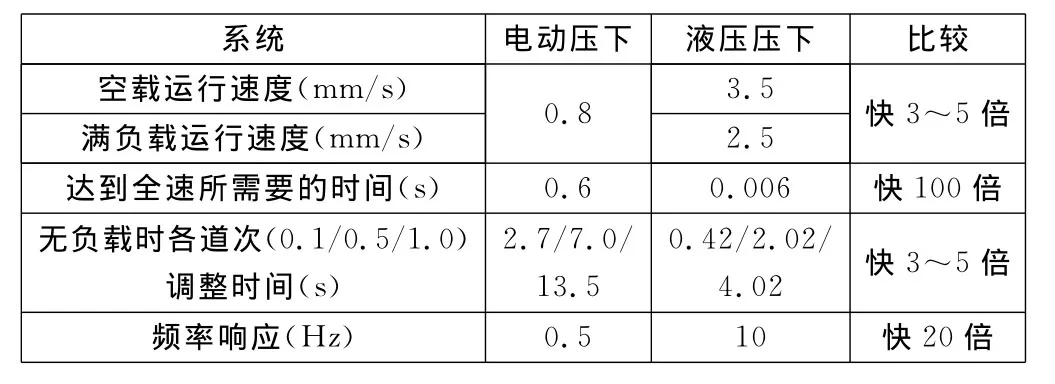
表1 液压压下系统与电动压下系统性能比较
3 轧机AGC液压系统的构成
轧机AGC液压系统用于轧机轧制力及辊缝的给定和控制,与电控系统构成轧制力和辊缝的闭环控制。该压下系统由1台AGC液压动力站、1台控制阀站、2台蓄能过滤装置、2台压下油缸装置和1台循环油站组成。
3.1 AGC液压动力站(1台)
1台AGC液压动力站配置2台恒压变量泵,1台工作1台备用。为防止泵过载,每台泵的出口都装有隔离单向阀和电磁溢流阀作为超压保护。泵输出的油流经高压过滤器、单向阀、蓄能器向系统供油。同时在系统中还装有电磁溢流阀,以实现泵的空载启动、停止以及系统的卸荷。系统中的回油经单向阀、回油过滤器等流回油箱。
动力站中设有独立的循环和冷却系统,以保证系统油液的清洁度、油温以及系统的可靠性。油箱上设有液位控制器,对高液位、正常液位、低液位、极低液位进行相应的报警连锁控制。油箱上还设有温度控制器和加热器,对油液温度进行相应的控制和报警。动力站上设有压力监控、接线箱和出口球阀等。
3.2 控制阀站(1台)
控制阀站由压下缸返程控制与背压控制阀组、压下油缸装置与动力源隔离控制用阀组、入口高精度过滤器等组成。在控制阀站上设有接线箱、进出油口球阀等。
3.3 蓄能过滤装置(2台)
蓄能过滤装置上装有压下回油稳压蓄能器、高压稳压蓄能器、二次阻挡高精度过滤器(过滤精度3μm)和进油截止阀。该装置安装在压下油缸轧机牌坊两侧。
3.4 压下油缸装置(2台)
压下油缸采用活塞式、内置高精度位移传感器的结构形式。每个压下油缸装置均配有集成阀块。在集成阀块上安装有电液伺服阀、压力传感器、电磁溢流阀等控制元件,并设有相应的防护罩、空气隔离等保护设施。油缸形式为压下式活塞缸。
4 AGC轧机具有的优势
AGC轧机具有如下优势:①具有工艺过程参数的预设定、工艺过程参数和设备关键参数的检测、显示、报警和存储记录功能;②主操作台设有人机界面,完成轧机状态画面显示(开卷、卷取张力值、电流值、速度值等主要工艺参数)及人工调整、轧制工艺参数设定、故障报警和打印报表;③机组采用激光测速仪,实现秒流量控制,提高成材率;同时保留编码器测速;④轧机电气系统具有过载保护、断带保护和紧急停车等安全保护措施;机组具有带尾自动减速、准确停车功能;卷取机具有圈数记忆、带长计算、钳口及工作辊接轴准确定位功能。总之,AGC轧机由于它的诸多优势,已经在轧机行业中占有不可动摇的地位,并且对推动液压伺服控制的发展具有重要的意义。
[1]朱梅,朱光力.液压与气动技术[M].西安:西安电子科技大学出版社,2004.
[2]许福玲,陈尧明.液压与气压传动[M].第2版.北京:机械工业出版社,2004.
[3]杨叔子,杨克冲.机械工程控制基础[M].武汉:华中科技大学出版社,2002.
