咬口机自动上下料控制系统设计
2014-10-22吴焱明叶云龙年夫来朱家诚吴天星
吴焱明,叶云龙,年夫来,朱家诚,吴天星
(合肥工业大学 机械与汽车工程学院,安徽 合肥 230009)
0 引言
汽车燃油箱是汽车燃油供给系统的重要部件,油箱的生产质量直接影响了汽车的安全。其中咬口机是加工油箱的关键设备之一,现有的咬口机上下料基本采用人工操作,该生产方式不能满足当前油箱的生产,而且劳动强度比较大[1,2]。本文设计了一种基于PLC的咬口机自动上下料系统,实现了自动从生产线上取油箱准确送到咬口机工作台上,并可将一端咬合完成的油箱进行翻转,最后将另一端咬合完成的油箱再送回生产线的控制要求。
1 咬口机自动上下料系统工作原理
咬口机自动上下料机械系统主要由上下料升降装置、上下料横移装置、上料旋转装置和液压夹紧装置等组成,如图1所示。其中,上料升降装置、上料横移装置、上料旋转装置、下料横移装置均主要由伺服电机驱动,而下料升降装置和输送线主要由普通电机驱动。
当油箱输送到取料位时,输送电机停止,上料液压装置运动到取料位夹紧油箱,并提升一定的高度后将其送到咬口机工作台;待油箱的一端咬合完成后,上料液压装置夹紧油箱并提升一定的高度,再将油箱旋转半圈,并放在咬口机工作台上,完成另一端咬合工作,下料液压装置将油箱取出并送到下料位上。
2 控制系统硬件设计
控制系统硬件主要由PLC、触摸屏、伺服电机及其驱动器、传感器及按钮等组成,如图2所示。PLC的输入点包括启动、停止、急停、复位、报警清除、液压缸夹紧和松开、液压电机启动和停止等11个开关按钮,以及原点、正极限、负极限、取料位、下料位等14个接近开关,共计25个输入信号。输出点主要包括4台伺服电机的动力电源、脉冲与方向、压紧电磁阀、松开电磁阀、2个输送线驱动电机接触器、下料升降电机接触器以及正常运行和报警指示灯等共24个输出信号。从I/O点数、性能要求、可靠性和成本等角度综合考虑,最终选用了欧姆龙的CP1 H系列的PLC和一个扩展单元CPM1 A-20EDT[3]。

图1 咬口机自动上下料机械系统结构示意图
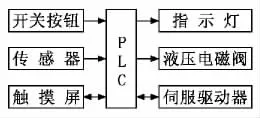
图2 控制系统结构框图
3 控制系统软件设计
整个控制系统软件设计采用模块化结构思想,将控制系统主要分为手动调整、手动操作、自动运行、参数设置、产品选型和故障报警6个模块,如图3所示。控制系统软件设计主要包括PLC程序设计和触摸屏界面设计。其中触摸屏界面包含开关按钮、界面切换
按钮、状态显示灯、数据输入和显示框等[4-6]。

图3 系统功能模块框图
(1)手动调整模块:该模式主要用于维修调试时使用,可单独对4台伺服进行电机位置调整、液压电机操作以及压紧、松开电磁阀动作,如可以对提升伺服电机进行点动升降、快动升降等操作。
(2)手动操作模块:该模式主要用于手动操作时使用,分别对4台伺服电机、液压电机以及压紧、松开电磁阀进行控制,如可以手动实现对旋转伺服电机的转动任意角度等操作。在该模式下,操作人员可以手动分步控制来完成对油箱的上下料操作。
(3)自动运行模块:开机以后,首先应复位,系统会根据原点接近开关信号建立整个系统的坐标系,然后操作人员只需按下“启动”操作按钮,系统即可自动完成整个上下料流程,如图4所示。整个上下料流程如下:当油箱在输送线上被送到取料位,此时输送线暂停输送,上料升降和上料横移伺服电机带动上料液压装置快速向取料位运动,接近油箱前慢慢减速停止;接着上料液压装置夹紧油箱中心,并将其提升一定的高度后送向咬口机工作台,缓缓对准咬口机工作台中心之后松开油箱,此时上料所有电机快速退回到系统设定的起点;之后,咬口机开始加工油箱的一端直至被咬合好,此时上料升降和上料横移伺服电机带动上料液压装置再次运动到咬口机工作台夹紧油箱后,提升一定的高度,再由上料旋转伺服电机将油箱旋转半圈,并缓慢地再次放在咬口机工作台上,松开油箱,继续对另一端咬合;最后,当油箱全部咬合完成后,由下料横移伺服电机和下料升降电机带动下料液压装置将油箱取出并送到下料位上,此时输送线继续运行,下料全部电机快速退回。
(4)参数设置模块:用来设定产品参数和系统数据,为了防止数据的错误改动,只有输入密码后才能进入。该模块可设定或更改产品的型号参数,如油箱的长、宽、高等,也可设定系统数据,如横移伺服电机快进量、快进速度等。
(5)产品选型模块:当需要更换不同规格的油箱时,操作人员选择将要操作的油箱型号,按下界面上的“确认”按钮,此时程序将调用该型号所对应的所有系统参数,并将一些重要的参数显示在界面上,以便操作人员核对调用的参数是否正确。这样便实现对不同规格的金属油箱进行上下料操作,从而提高了设备的通用性。
(6)故障报警模块:当提升机架或横移机架在移动过程中超出安全位置,如碰到正、负极限开关时,或者伺服电机由于过载等原因报警时,或操作人员进入危险工作区域时,报警器都将发出声光警报,同时触摸屏上弹出窗口显示报警信息。

图4 咬口机上下料自动运行流程图
4 结束语
该系统的自动化操作大大提高了生产效率,减轻了操作人员的劳动强度,并保证了产品质量。
[1]刘碧俊.汽车燃油箱自动化生产线的开发研究[D].镇江:江苏大学,2007:4-7.
[2]肖艳军,李磊,周婧.基于PLC的自动续料机械手[J].机械设计与制造,2011(2):152-154.
[3]王冬清,谭春.欧姆龙CP1 H PLC原理及应用[M].北京:电子工业出版社,2009.
[4]吕品.PLC和触摸屏组合控制系统的应用[J].自动化仪表,2010,31(8):45-51.
[5]赵玉刚,宋现春.数控技术[M].北京:机械工业出版社,2003.
[6]朱丽辉.浅析数控加工中的电机及其伺服驱动[J].机械电子,2010(7):513.
