SIEMENS 840D在全自动柔性活塞生产线中的应用 (上)
2014-10-12山东滨州渤海活塞股份有限公司256602王龙昌耿兴华宋立科
山东滨州渤海活塞股份有限公司 (256602) 王龙昌 耿兴华 宋立科
1.项目简介
公司内燃机活塞生产线共有六台机床组成,共完成从活塞毛坯到成品的12道工序的切削加工。毛坯需要人工放置到第一台机床的料道上,通过料道运送到机床内机械手将活塞送入机床内,切削完成的活塞通过机床内机械手再放置到料道上,料道运送活塞到机床间机械手,机床间机械手运送活塞到下一个机床的料道,料道运送活塞到该机床的机床内机械手……如此循环直至运送到最后一个机床的料道。考虑到其动作的复杂性、加工精度的原因,电气配置全部采用SIEMENS 840D。前五台机床均使用MPI通过SIEMENS 840D NCU的X122接口联网,用来传送机床间的信号,从而实现了生产线的全自动化 (见图1、图2)。

图1 滨州活塞车间一角

图2 全自动柔性活塞生产线
2.系统的组成及完成的功能
SINUMERIK 840D的数控单元被称作NCU(Numerical Control unit)单元。根据选用硬件如CPU芯片等和功能配置的不同,NCU分为 NCU561.4,NCU571.4,NCU572.4,NCU573.4(12 轴),NCU573.5(31轴)等若干种。同样地,NCU单元中也集成SINUMERIK 840D数控CPU和SIMATIC PLC CPU芯片,包括相应的数控软件和PLC控制软件,并且带有MPI或Profibus接口,RS232接口,手轮及测量接口,PCMCIA卡插槽等,所不同的是NCU单元很薄,所有的驱动模块均排列在其右侧。
SINUMERIK 840D配置的驱动一般都采用SIMODRIVE 611D。它包括两部分即:电源模块+驱动模块 (功率模块);电源模块主要为NC和给驱动装置提供控制和动力电源,产生母线电压,同时监测电源和模块状态。
OP单元和PCU建立起SINUMERIK 840D与操作者之间的交互界面。
SINUMERIK 840D应用了MPI(Multiple Point Interface)总线技术,传输速率为187.5K/s,OP单元为这个总线构成的网络中的一个节点。为提高人机交互的效率,又有OPI(Operator Panel Interface)总线,它的传输速率为1.5M/s。在OP单元、MCP及NCU之间即是通过OPI总线进行通讯的。
附表是其中一台机床使用的SIEMENS 840D的主要组件 (其他附件未列出)。
系统安装完成 (见图3),检查电气接线及各种规格电源的正确性,逐级合上各级断路器,即可进行软件的调试。
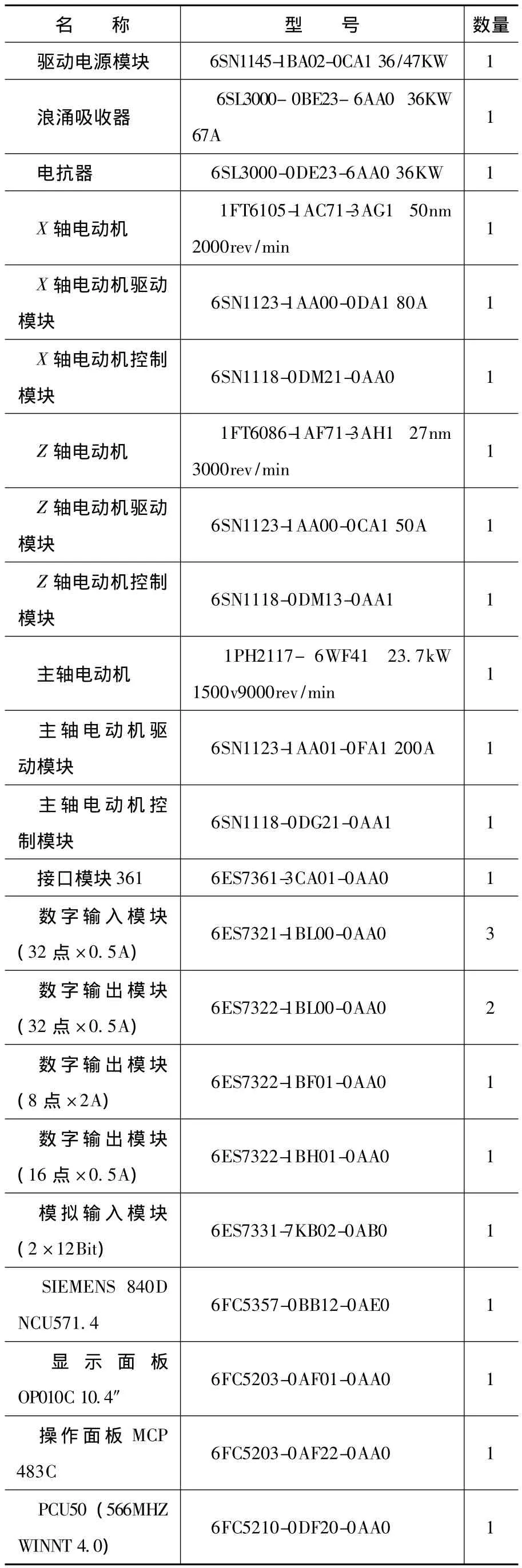
SIEMENS 840D的主要组件表

图3 电气柜SIEMENS 840D的安装画面
PCU50和笔记本通过网线连接,在WINDOWS环境下,将HMI及和HMI版本对应的汉化软件拷贝到PCU50,进行安装。在此时可以方便的将报警文本拷贝到相应的文件夹下。至此,可运行HMI进入SIEMENS 840D的画面进行相应参数的设置和驱动数据的配置。
在NCU单元上,将S4调整到3,S3调整到1,按一下相邻的RESET小按键,总清PLC和NC的内存,NCU上电完成,将S4、S3调整到0。
在笔记本打开STEP7,建一新工程,插入S7-300的站,进行硬件组态,编译并下载到PLC。在OB1中编写相应基本运行的程序,并将随机光盘TOOLBOX安装的块一起拷贝到STEP 7并下载到SIEMES 840D的PLC中。
在面板设定通用参数、通道参数、轴参数,并根据电动机型号设定驱动数据,则此时可调试各个轴的运行。随后可根据机床的实际动作要求编写PLC较复杂的逻辑关系。较为详细的参数的设置、驱动数据的配置、报警文本的编写、PLC功能块的调用等问题可参考简明调试手册、DOC ON CD等电子文档资料,在此不再详述。下面着重介绍在使用SIEMENS 840D中,用到的几个较为重要的概念和碰到的技术难点。
(1)双通道及其程序的同步 多通道是SIEMENS 840D的一个重要概念。SIEMENS 840D可创建两个方式组,10个通道,31根数字轴。此生产线使用了双通道的概念。双通道是SIEMENS 840D的选件功能,通过SIEMENS安装相应的数据包可实现双通道的控制。在两个通道各编制一套加工程序,这样便于处理机床复杂的逻辑关系。每个车床双通道程序的同步是通过在PLC调用FC21,用NC通道程序读取PLC的位状态,以实现各种动作之间的互锁。当然FC21也可实现PLC读取NC数据及其他功能,请参考DOC ON CD对FC21参数的定义。生产线每台机床均控制机床内机械手、机床间机械手。机床内机械手、机床间机械手、料道及阻挡器,用系统的第二通道控制。第一通道控制进给轴和主轴,进行相应的活塞切削加工。调用FC21的程序如下:
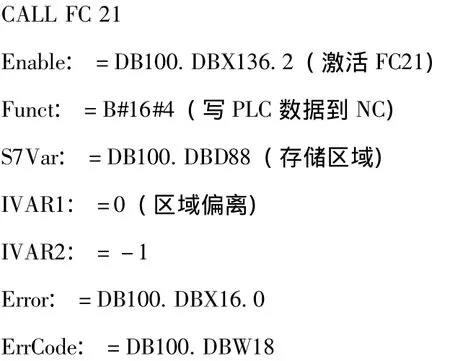
注意:FC21在PLC中定义的数据起始字节,和NC程序中DBD[0]的高字节相对应。例如:FC21的起始字节为DBD88(PLC),则:
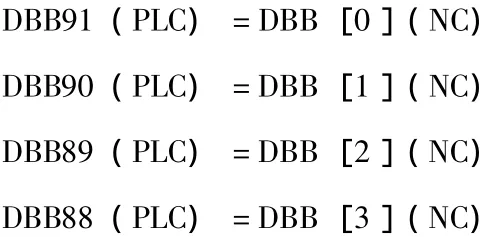
NC加工程序举例 (通道一,见图4):


图4 通道一
此程序段是通过NC加工程序读取PLC的状态位,判断是否具备向下转步条件。第一、第二通道NC程序编制的判断语句即是各种逻辑关系的互锁,也是两通道根据实际动作进行的“同步”。
(2)EasyMask的使用和活塞止口内径全自动补偿的实现 EasyMask是一种不需要OEM软件包就可在PCU50上创建多达24个画面的工具,使用一种简单的文本编辑器编辑INI和TXT文件就可完成画面的设计。借助此工具用户可访问NCU和PLC的变量。同时支持在线的语言选择,在WINDOWS或在MMC的DOS环境下安装即可。
下面是EasyMask可实现的功能:
通用功能General functions:PLC接口的画面激活信号;定义可编辑变量的最大/最小值;定义访问变量的权限 (查看SINUMERIK 840D的访问权限);定义画面的数量 (可以是8、16或24个画面)。
静态元素static elements:直线;静态图片;(文件格式:BMP,WMF,ICO)文本;有效文本,如:用光标选择文本=〉PLC置位;竖列软键激活PLC位。
动态元素dynamic elements:百分比条,限制最小/最大值。
根据监控的值可选择3种填充色,动态图片。
在同一画面的相同位置,根据监控变量的值选择显示3幅图片 (图片格式:BMP、WMF、ICO)中的一幅;输入/输出域;状态显示。
例如:Bit=0:文本1,背景色1,
1:文本2,背景色2;
文本数组:根据监控变量的值显示不同的文本。
因该单机机床的手动动作共计60多个,若采用外加按钮控制,既繁琐又占用大量的空间,并且不能显示测量部分的浮点数值和根据活塞尺寸填写的标准数值。EasyMask软件在此有了用武之地,可编辑各种按钮和指示灯,并且有字体和背景颜色,显示各种图标和PLC的计算数值,这是普通按钮所无法替代的。非常方便,使用者一目了然。下面是第一台机床的一个测量活塞止口内经画面和刀具寿命画面 (见图5、图6)。
图5 测量活塞止口内径画面

图6 刀具寿命的画面,美观且功能性强