数字化工厂规划仿真在冲压生产线的应用
2014-10-10许成张纯涛伍宏昆奇瑞汽车股份有限公司规划设计二院冲压部
文/许成,张纯涛,伍宏昆·奇瑞汽车股份有限公司规划设计二院冲压部
数字化工厂规划仿真在冲压生产线的应用
文/许成,张纯涛,伍宏昆·奇瑞汽车股份有限公司规划设计二院冲压部
通过数字化工厂规划的方法,在虚拟环境中输出与生产线现场生产中一致的模型与仿真动作,满足生产线的工艺要求;从而获取更加贴近生产现场的规划生产线的方案,减少生产线的整体调试时间,缩短生产工期,节约人力和物力资源。
随着目前汽车制造业的飞速发展,汽车制造企业自身生产规模在扩大的同时,生产线自动化程度也在不断提高。生产规模的扩大通常包括两方面,一是提升原有生产线的效率;二是引进自动化程度及效率更高的生产线。
针对引进生产线来说,需要对生产线以及厂房进行相应的整体规划。而传统的以经验为手段的规划方法和动态验证的分析手段,设计人员的能力差异性对规划和动态分析结果有很大影响,在资源、效率、成本的压力下,企业亟待寻求一种快速有效的规划方法来完成高质量的自动化生产线及厂房的规划建设。
生产线规划方法分析
传统冲压生产线规划及自动化验证方法
⑴规划流程(图1)

图1 传统冲压生产线的规划流程
传统的规划生产线的方式具体为:首先,基于各种设计软件的辅助,自行或由厂家设计生产线相关设备产品,并按照原有生产线的布置经验,绘制生产线各部分的图纸;然后,通过以往的制造经验和案例,对设计出的设备产品的三维数据和绘制出的生产线各部分的图纸进行相应的分析,如对生产线的产能、布局、装配、加工工艺、人员劳动环境和人员劳动强度等的分析;最后,根据分析的结果进一步调整设备产品的三维数据和生产线各部分的图纸,直到得出最终的规划方案。
传统生产线规划的方式,其分析过程主要依靠的是原有生产线的布置经验,以及以往的制造经验和案例,缺乏立足于生产线生产现场的工艺要求。按照最终的规划方案建立的生产线,其生产现场的调试过程往往会出现模具的开口高度不能满足机械手或端拾器取件、部件干涉、设备布置与现场施工图冲突等情况,进而影响生产线的整体调试、延误生产工期以及浪费企业资源和人力成本。
⑵传统冲压生产线自动化验证方法
生产线的自动化验证主要包括两个方面,分别为自动化设备的静态布置分析和自动化设备的动态干涉验证。
静态布置分析是指,在二维的平面布置规划中验证相应自动化设备布置后的空间位置关系,由于设备的二维布置图仅代表设备的投影属性,主要表现外部轮廓,不能体现出空间位置状态,所以传统的自动化验证方法对三维空间状态下自动化设备间的位置关系及干涉情况分析不全面,不能真实反映生产现场的布置情况。图2所示是传统冲压生产线的二维平面规划图。
动态干涉验证是指,设计人员针对相应自动化设备参数进行经验分析,比如传输距离、速度、频率等因素,最后将工位包含的设备信息综合集成分析,初步得出设备工作状态下相应环节的动态情况。此种分析方法对设计及规划人员的经验依赖性较强,分析结果个体差异性较大,而且分析时间较长,因为需要对设备先进行单独分析,再综合验证。
数字化冲压生产线规划及自动验证方法
针对传统冲压生产线规划及自动化验证的问题点及相应弊端,逐步尝试采用数字化规划的方法,将生产线规划和自动化验证整合成一个验证过程,针对前期的输入指令,规划和验证互为前提和结果,进行不断的循环验证和优化,最后得出最优的一种自动化生产线方式,其流程如图3所示。
为满足生产现场的工艺要求,获取更加贴近生产现场的规划生产线的方案,需要按以下思路进行工作:首先,需要建立生产线各组成部分的虚拟模型,并为所述虚拟模型中的各运动虚拟模型定义运动属性,同时保证虚拟运动模型、运动属性与实际冲压生产线生产设备结构及动作相对应;其次,将所有上述虚拟模型组合成虚拟生产线,通过各虚拟模型对应的运动添加相关动作时序,形成虚拟模型之间的联动,从而完成虚拟的产品生产。通过这些过程,即可在虚拟现实的环境中,准确地分析生产线规划状态及运动干涉情况模拟。具体操作步骤(图4)如下:
⑴获取生产线各组成部分的建模数据
其中,建模数据的获取通常在模拟工作之前进行,根据生产线产品、自动化设备和辅助工具的零件尺寸、零件的模型图和装配关系等因素,建立各模块的三维数据模型。部分特定产品的三维模型由企业或客户提供,生产线中相应的非标设备通常需要设计部门进行建模,其中包括生产线生产的产品、生产所需的设备和辅助工艺中的辅助工具,所有的与生产线有关的数据以catlog数据库形式存放,以方便后期调用。
⑵建立生产线各组成部分的虚拟模型
在获取生产线各组成部分的三维数据后,根据工位的环境特征(以冲压单工位为例包括机器人、端拾器及吸盘、冲压工件、模具和压力机的工作数据,同时包括工位间的过渡状态特征),完成机器人、压力机、工装夹具、传送机构和相邻单工位的环境数据的集成,该环境数据与冲压生产线现场生产场景高度相似,为参考生产线现场工艺特征的虚拟现实。

图2 传统二维平面规划图
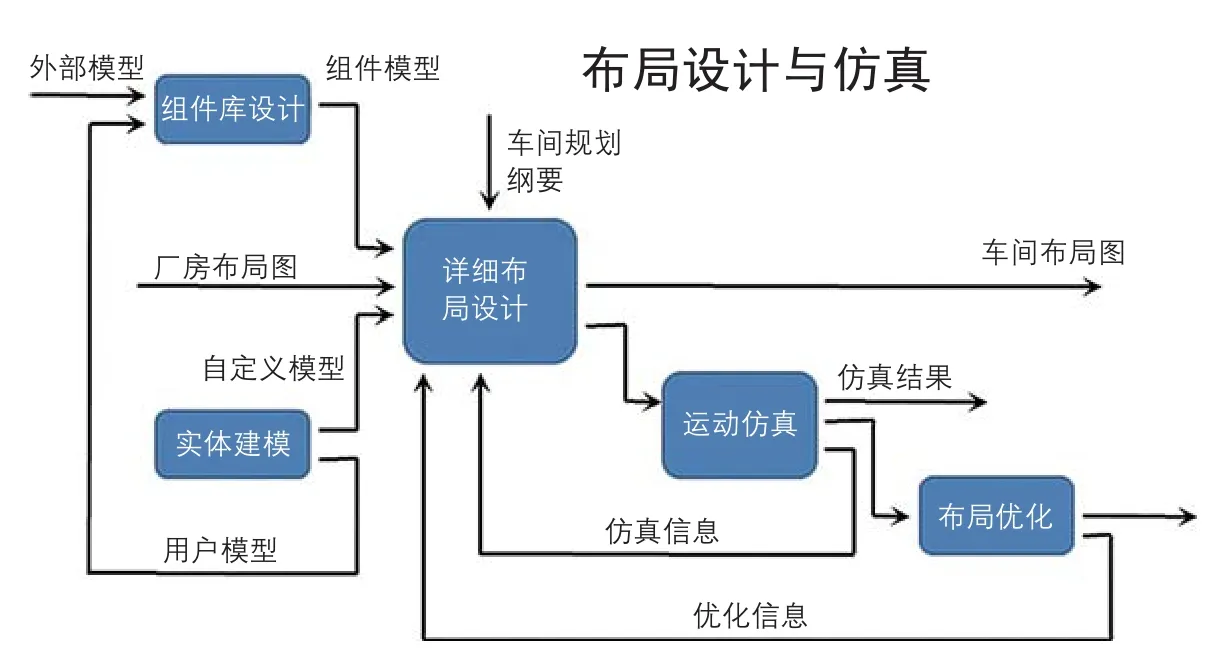
图3 数字化生产线规划及自动化验证方法

图4 数字化模拟流程
⑶为虚拟模型中的各运动虚拟模型定义运动属性
所谓运动属性即与生产线生产时发生运动的生产线组成部分的运动特征,具体是指运动机构发生运动的各项属性数据,例如运动的轨迹、频率、加速度等。以冲压生产线中压力机对应的运动虚拟模型为例,该运动虚拟模型的运动属性包括动作、种类、曲柄旋转角度、延迟时间和加速度等。单独设备个体的运动属性可以在建模过程中添加。相应的特征数据是在其他生产线现场生产时,结合工艺过程采集和计算产生的。
不难理解,各运动虚拟模型之间的运动属性不一定相同。例如,冲压生产线中机械手对应的运动虚拟模型的运动属性,除了包括前述压力机对应的运动虚拟模型的运动属性外,还包括机械手关节所处的位置、抓取部分和抓取件以及等待IO信号的种类和时间等。所以,该流程将根据各运动虚拟模型对应的生产线组成部分的类型,分别为各运动虚拟模型定义运动属性。
⑷将所有虚拟模型组合成虚拟生产线
将所有虚拟模型按照生产线生产现场的工艺布局进行场景布局得到虚拟生产线。首先,确定采用AutoCAD等软件设计的生产线生产现场的二维平面位置图,该二维平面位置图包括生产线各组成部分的位置;其次,将该二维平面位置图导入虚拟环境中,生成虚拟的包含生产线各组成部分的安装基点的三维空间;然后,将所有虚拟模型定位安装在对应的生产线各组成部分的安装基点。
值得说明的是,将所有虚拟模型组合成虚拟生产线的过程中,可对组合成的虚拟生产线进行初步的环境干涉验证。例如,完成冲压生产线的压力机、机械手、工作台和轨道等安装后,直观地判断机械手的手臂或支座是否与压力机立柱干涉、轨道是否与工作台轨道相适应等。通过初步的环境干涉验证,能够规划生产线生产现场的布局情况。
⑸通过虚拟生产线进行虚拟的产品生产
虚拟生产前,需为各运动虚拟模型设置时序,该时序建立在现场生产的工艺要求基础上。其中,以冲压生产线为例,包括:压力机与上、下序机械手间发生需配合运动所需的时间、等待点、速度、加速度,机械手或端拾器与模具间发生需配合运动所需的时序等,可以根据配合的结果,将整条生产线的压力机以及机械手的时序数据导入,进行整条冲压生产线路径的编辑,并进一步优化运动属性。
⑹运动虚拟模型进行虚拟的联动,完成生产模拟
一般来讲,虚拟的产品生产将通过虚拟生产任务实现。虚拟生产任务是由各运动虚拟模型的虚拟联动构成的,包括生产线现场生产的相应的工艺流程。例如,在冲压生产线中,设置的虚拟生产任务,可分为生产线首的板料拆垛及清洗涂油联动过程、生产线中的板料冲压联动过程以及线尾的人员操作装箱及叉车运输过程三个部分。前两个部分的任务主要用于验证:板料拆垛和生产线节拍的配合,冲压件成形过程中机械手抓取以及放置动作,以及在动作过程中压力机、机械手和模具三者间的干涉和节拍。而线尾部分的任务主要用于验证:人员操作装箱的姿态、力度、行走距离和时间,一箱工件从生产线尾到库房的周转时间。设置虚拟生产任务完成后,就可启动生产任务,进行虚拟的产品生产。
在整线生产模拟中还可以进行干涉碰撞的验证。例如,压力机与下序机械手间的运动干涉碰撞、上下序机械手间的运动干涉碰撞等。
⑺获取虚拟的生产结果(图5)
虚拟生产结果输出的信息较多,例如可以获取冲压生产线中压力机、机械手配合的节拍和冲次的参数;根据前述周转过程可以估算出线尾所需规划面积的大小,输出相关工位的工艺文件等。
这些信息可以为生产线规划过程提供一个很好的依据。例如,通过对虚拟的生产结果的分析,可以实现实际生产线的人员数量规划、场地周转面积规划和设备工作参数的初步确定等,所有的操作都以标准的输出信息输出,杜绝了个体差异,且大大的提高了工作效率和质量。
数字化分析过程
数字化分析过程如图6所示,具体包括如下步骤:
⑴绘制上游传输平台、抓取端拾器总成以及压力机工作环境的三维模型,并对端拾器、辅助工作台、机器人、压力机进行三维几何建模。
⑵在device building模块中对端拾器、辅助工作台、机器人、压力机的运动属性进行定义,并建立相应的约束机制。
⑶在MSD模块中根据现场实际情况对端拾器、辅助工作台、机器人、压力机进行设备布局。
⑷在device task definition模块中,以端拾器、辅助工作台、机器人、压力机的运动属性为基础,添加时序配合及任务定义。

图6 数字化分析过程
⑸在workcell sequence模块下,定义各任务之间的关系,将各任务组织起来完成工位的仿真动作,验证节拍、通过性、干涉碰撞情况以及设备可行性。
传统的规划及自动化验证手段仅依靠传统的工程环境,借助于图纸的布局,利用经验进行分析、比对,最终得出规划结果,其结果具有较多的不确定性和不准确性,而数字化规划方法依靠数字化软件及相应的功能模块,能高效率地得出贴近现场的工艺布局及仿真结果,极大程度地减少分析时间,提高虚拟环境仿真精确性。

图5 获取仿真结果
结束语
随着自动化程度的不断提高,传统的规划及仿真模式也亟待提高和改进,而如何通过以工艺为中心的技术来定义、监测和控制各类生产系统,将数字化的产品设计数据在虚拟现实环境中利用计算机仿真和优化来虚拟制造,将成为后期推进企业工艺创新和生产模式优化的关键因素。
