刀具半径补偿功能指令在数控铣削加工过程中的应用
2014-10-09苗畅恩MIAOChangen
苗畅恩 MIAO Chang-en
(东芝大连有限公司,大连 116600)
(Toshiba Dalian Co.,Ltd.,Dalian 116600,China)
0 引言
使用数控铣床对工件轮廓进行加工时,以工件的轮廓尺寸为编程基准,实际运行时,刀具轨迹与工件轮廓有一个偏移量(刀具半径),使加工出来的工件轮廓尺寸或小或大,此时需使刀具沿工件轮廓的法向偏移一个刀具半径值大小,以保证工件轮廓尺寸的正确性,这就是所谓的刀具半径补偿指令。
刀具半径补偿功能指令通过G41、G42及G40来执行的,通过建立刀具半径补偿、执行刀具半径补偿及取消刀具补偿功能指令,以达到正确使用的目的。
当编程者使用立铣刀编制工件外轮廓的加工程序时,如不使用刀具半径补偿功能指令,首先要根据工件的外轮廓尺寸和刀具半径,计算刀具中心轨迹坐标值,以确定刀具的中心运动轨迹路线。
当立铣刀直径(磨损或换刀)变化时,编程者需要重新计算刀具中心运动轨迹,给计算及编程带来极大的不便。
工件的外轮廓的粗、精加工,轨迹形状是一样的,如果粗、精加工各根据刀具直径编制程序,坐标计算及编程工作量较大。
以上两种情况,采用刀具半径补偿功能指令,麻烦都解决了。其基本原理是根据工件轮廓尺寸进行编程,然后把刀具半径值置入到半径补偿寄存器里,大部分机床存储器的偏置号都是用D值来指令。此时,更换铣刀、刀具直径磨损或进行粗精时,我们只要更改D中的半径值,就可以控制工件轮廓的尺寸了,对程序基本不用作修改。
1 刀具半径补偿功能指令格式
1.1 格式
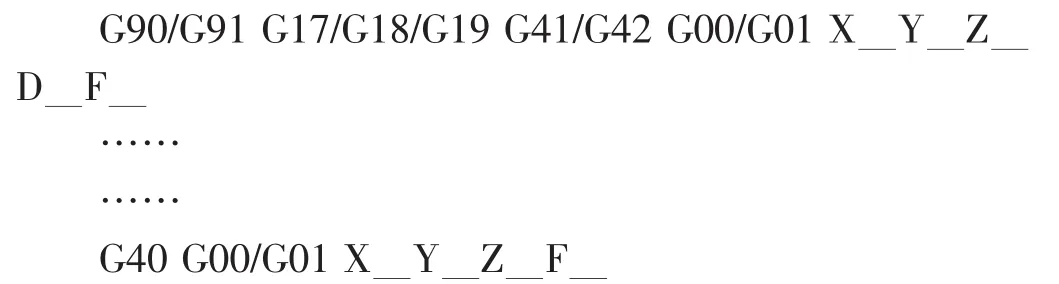
1.2 原理与功能 以工件轮廓尺寸(X、Y、Z)编程,在D字中存入刀具直径,刀具以左或右补偿方式,在偏置轮廓半径值的轨迹上进行工件加工。
1.3 说明 ①G17、G18、G19为平面选择指令,分别为XY、XZ、YZ 平面。应用 G41、G42 时应指定 G17、G18、G19平面,当该指令缺省时,系统默认G17指定平面;使用XZ、YZ平面时,必须使用G18、G19指定。
②G41、G42分别为建立左、右刀具半径补偿。G4l、G42、G40必须在G00或GO1模式下使用。有些系统也支持G02、G03模式,为防止差错,在建立、取消半径补偿时,不建议不使用圆弧插补指令G02、G03。
③G00、G01分别为快速移动、直线插补,配合G41、G42、G40指令使用。为保证工件质量及刀具安全,建议建立和取消刀具半径补偿时使用G0l指令;如使用G00指令,宜在Z向安全高度下,建立刀具半径补偿,再Z向下刀;取消刀具半径补偿时,先Z向抬刀,再取消刀具半径补偿。
④使用G41、G42加工工件时,应避免工件出现过切削现象。使用G41、G42和G40时,刀具必须在所补偿的平面内移动,移动距离应大于刀具半径补偿值。若被加工的半径小于刀具半径的内圆弧时,进行刀具半径补偿将会产生过切削;只有过渡圆角R大于或等于刀具半径r才能保证正常切削;若被铣削槽底宽度小于刀具直径,此时也将产生过切削。
⑤G90、G91分别为绝对、增量方式。X、Y、Z分别为目的点坐标字。
⑥D为刀具偏置号地址,存放刀具半径值;F为GO1时的进给指令字;G40为取消刀具半径补偿。
⑦刀具半径补偿平面的选择或切换必须在刀具半径补偿取消方式下进行。
2 刀具半径补偿功能指令的应用
2.1 刀具直径变化时,可修改刀具半径补偿字D中的值 在加工工件的过程中,时常发生刀具磨损、刃磨以及更换等现象,在刀具磨损、刃磨或更换时,通过修改D中的半径值可以避免重新修改程序,使工件轮廓尺寸达到要求。
①刀具磨损。加工工件的过程中,由于磨损,使得刀具的半径变小,进而导致加工出的工件尺寸存在超差,造成工件不合格。假设刀具的半径值为r,刀具磨损量半径值为△,对于外轮廓,D中值修改为r-△,而不必对程序进行更改,操作方便且可满足加工要求。②刀具刃磨。与刀具磨损道理是相同,刀具重新刃磨后导致半径变小,同样将原有D中的刀补值r更改为重磨后的实际刀具半径尺寸,对程序不必作任何的修改,进而在一定程度上满足加工的需要。③更换刀具。新的刀具被更换后,将新刀具的半径值作为刀补值对原有的刀补值进行代替。由此可见,由于刀具半径补偿值的变化与刀具的变化相适应,因此,在原有程序不改变的情况下,就可以满足加工的要求。
2.2 工件轮廓的粗精加工,可修改刀具半径补偿字D中的值 使刀具中心与工件轮廓偏置值不是—个刀具半径值,而是某—个给定值,此则D中的值是刀具名义半径。使用名义半径,进而在一定程度上处理工件轮廓的粗、精加工的问题。
例如:粗加工时,将刀具实际半径r加上精加工余量△,即r+△作为刀具半径补偿值输入到D中,进行粗加工;精加工时,在D中输入刀具实际半径值r即可。
对于工件的粗、精加工,通过改变刀具半径补偿字D中的值,即可用同—个程序来完成。
2.3 修改刀具半径补偿字D中的值,配合调用子程序使用
例如:
01234
……
D01 M98 P2345(调02345子程序进行粗加工,D01赋值 5)
……
D02 M98 P2345 (调02345子程序进行精加工,D02赋值4.9)
……
将刀具半径补偿与子程序结合应用,可简化编程。
总之,对刀具半径补偿功能指令进行正确的理解和应用,尤其正确理解D中的名义刀具半径,对工件轮廓的粗精加工、对刀具直径变化的适应、对配合调用子程序的使用等极为方便,且可保证工件的加工质量。当然,还需要编程者及机床操作者反复实践这些应用方法,才能做到得心应手。
[1]陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2007.
[2]华茂发.数控机床加工工艺[M].北京:机械工业出版社,2005.
[3]徐宏海,谢富春.数控铣床[M].北京:化学工业出版社,2003.
[4]周虹.数控编程与操作[M].西安:西安电子科技大学出版社,2007.
