CT6-11尾气低温加氢催化剂在二硫化碳厂硫回收装置的应用①
2014-09-11唐忠怀廖小东
唐忠怀 廖小东 康 莉 郑 斌
(1.中国石油西南油气田公司天然气研究院 2.中国石油西南油气田公司开发部)
二硫化碳是一种重要的溶剂,常用于生产四氯化碳(与氯气作用)和橡胶促进剂MD,在生产油脂、蜡、树脂、橡胶和硫磺等产品时,二硫化碳是理想的溶剂。其生产工艺中天然气硫磺法是目前使用的主要方法[1]。
加压非催化天然气法制造二硫化碳,是国家鼓励的工艺路线。传统的二硫化碳生产工艺大多采用的是木炭法。但木炭法能耗高、污染大,是国家限制淘汰的工艺。半焦-硫磺法目前也可盈利,但生产规模较小[2]。
据统计,目前国内生产二硫化碳的厂家大小有近几十家,生产能力100×104t左右(不完全统计)。其中最大的两个公司,即上海百金化工集团有限公司和辽宁瑞兴集团有限公司各拥有近40×104t左右的二硫化碳生产能力,约占全国生产能力的80%,两家均采用天然气法生产二硫化碳。其他企业规模较小,年产量不超过2×104~3×104t。
某厂二硫化碳生产中将产生高含H2S的酸气,该部分的H2S采用克劳斯法回收硫磺(流程见图1),其他二硫化碳也采用类似的工艺方法处理。随着国家对SO2排放标准的要求日趋严格,该二硫化碳企业的硫磺回收尾气采用低温加氢还原吸收工艺处理,灼烧后烟气中的SO2设计浓度满足GB 16297-1996《大气污染物综合排放标准》的要求(ρ(SO2)<960 mg/m3)。
CT6-8钛基硫磺回收催化剂与CT6-11硫磺回收尾气低温加氢催化剂是中国石油西南油气田公司天然气研究院(下称天研院)研制开发的,目前已经在多家炼油厂近20套硫磺回收低温工艺装置上得到成功应用,如独山子石化、兰州石化、金陵石化、长岭石化、宁夏石化、塔河石化、福建联合石化等多家炼油厂,排放烟气中SO2体积分数小于200×10-6,但之前从未在二硫化碳行业中应用,该厂为二硫化碳行业中第一家采用低温加氢硫磺回收工艺的厂家,也是天研院CT系列催化剂在这种工艺的首次应用[3-4]。
1 硫磺回收及尾气处理装置概况
该硫磺回收及尾气处理装置的酸气是二硫化碳与二甲基亚砜装置产生的,年产3×104t硫磺。二硫化碳车间年产3×104t二硫化碳。二甲基亚砜车间有两条生产线,年产2×104t。二硫化碳副产物部分(H2S体积分数为95%~97%)用于生产二甲基亚砜原料,剩余的H2S和二甲基亚砜合成反应产生的尾气返回酸气燃烧炉处理。
硫磺回收及尾气处理装置由酸气燃烧炉、两级克劳斯反应器、加氢、急冷、胺液吸收等系统组成(见图1)。一级反应器入口气加热方式采用热掺和,二级反应器入口气采用气/气换热器。该装置依靠酸气燃烧炉次当量燃烧提供主要氢源,加氢反应器入口采用在线加热炉加热和补加少量氢源。因此,在线炉设计规模较小,设计天然气流量为40 m3/h。空气压缩机为活塞式压缩机。

2 原料酸气概况
二硫化碳工艺装置产生的酸气由高浓度H2S、微量二硫化碳、微量甲烷组成。二甲基亚砜合成后的剩余尾气主要由H2S、甲硫醇、甲硫醚、少量甲醇和饱和水组成。与其他硫磺回收原料酸气比较,其组成较为复杂,该酸气中基本不含N2、CO2,而含甲硫醇、甲硫醚、二硫化碳及二甲基亚砜,这是其他常规硫磺回收酸气所没有的。其中,来自二硫化碳装置的酸气流量为1 700~3 700 m3/h,来自二甲基亚砜合成装置的酸气流量为600~1 350 kg/h,具体组分见表1。两种气体混合后再进入酸气燃烧炉燃烧。

表1 原料酸气组成
3 CT6-11及CT6-8催化剂性能及装填情况
3.1 CT6-11及CT6-8催化剂性能
CT6-11与CT6-8的性能见表2与表3,其中CT6-11由两种催化剂组成。CT6-11运转空速约为670 h-1,CT6-8运转空速约为700 h-1。

表2 CT6-11性能指标

表3 CT6-8性能指标
3.2 催化剂装填
催化剂的装填情况见表4。
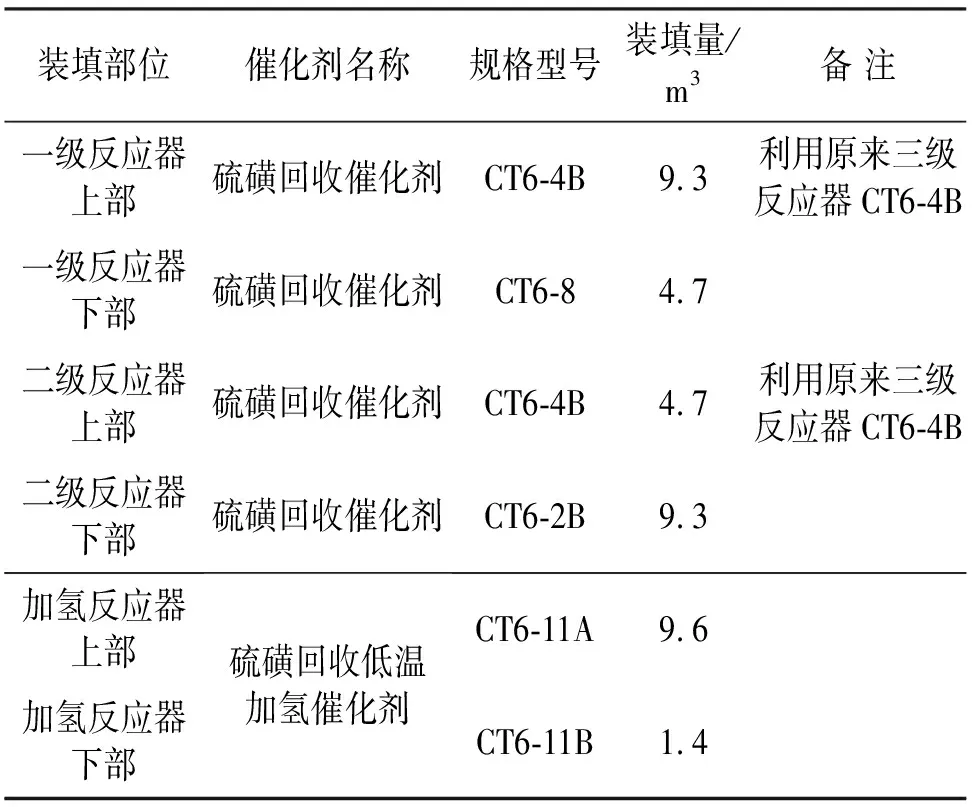
表4 催化剂装填情况
4 硫磺回收装置初期工艺控制参数及问题
4.1 硫磺回收装置工艺控制及分析数据
工厂开工后,装置负荷100%,硫磺回收部分较为正常。酸气燃烧炉温度较高,这可能与其酸气中H2S浓度较高有关,这也是二硫化碳硫磺回收的优势。二级反应器出口气中SO2较低的原因是人为控制配风,使H2S与SO2的比例维持在8∶1以上,以保证过程气中的氢气浓度。分析结果还表明,一级反应器入口COS为0.71%~0.84%,而加氢反应入口没有检测到COS,其水解率约100%,说明二硫化碳行业的硫磺回收过程气中有机硫浓度较高,钛基催化剂对于该部分有机硫能够彻底水解转化。具体数据见表5与表6。

表5 硫磺回收装置控制温度情况

表6 装置分析数据
对于硫磺回收加氢段,从表6可以看出,在燃烧炉出口气体中H2体积分数大部分在3%以上,而在一级反应器出口降低到1.4%~1.75%,H2消耗近50%,使加氢反应器入口H2浓度较低,最低为1.62%,低于加氢催化剂要求的2%~4%。急冷水pH值为5.2~5.8。
吸收塔出口H2S体积分数平均为128.16×10-6;灼烧尾气中SO2质量浓度为244.35 mg/m3;贫液中H2S+CO2的质量浓度为0.513 g/L;这些性能指标及其他指标满足设计要求。
4.2 出现的问题及分析
2013年6月30日,该装置加氢段急冷水中含有大量硫磺,堵塞急冷塔过滤器,需频繁进行过滤器清洗工作,同时未拦截到的细小硫磺粉堵塞急冷水板式换热器造成急冷水温度偏高;急冷水pH值由5.2~5.8降至4.6。此外,加氢反应器床层压差很高,压差30 kPa,导致系统压力高。
对于该厂情况的初步分析,原因是催化剂积炭造成催化活性下降,压差增加;同时催化剂初次硫化时,由于采用克劳斯尾气进行硫化,气体中的H2浓度偏低也会影响硫化的效果。因此,建议工厂对催化剂进行取样分析,然后将催化剂过筛,适量补充催化剂,重新硫化后再进行开工操作。采用N2吹扫降温,当床层温度降低到50 ℃时,将N2从加氢反应器底部反吹,安全取出样品。在表层催化剂发现大量炭黑。
参照企业标准Q/74034532-X·69-2013《石油石化用硫磺回收尾气低温加氢催化剂(CT6-11)》,对该加氢催化剂作了物化指标测试和活性评价,结果见表7。从表7可以看出,催化剂强度与比表面积较好。电镜的分析结果表明,虽然催化剂过了筛,但仍然有较多炭黑附着在催化剂表面,碳的质量分数为30%以上,催化活性虽然有所下降,但这可能与催化剂表面积炭有关系。
催化剂积炭与在线炉的空气和天然气的比例关系较大。为了防止在线炉产氢加热的过程中产炭,必须控制最小的空气系数值(使用空气量/完全燃烧所需空气量),以决定运行的最低空气量。国外工业设计中,通常设计下限值为0.75[5],即空气与天然气的比例在7.5时,运行中才能保证不产生炭黑。该厂在线炉操作中,空气与天然气的比例通常小于7.0,使析炭的概率增加。此外,该在线炉的空气采用活塞式压缩机提供,也可能带油,但炭的产量较小,影响程度不大。

表7 卸出催化剂的检测结果
5 重新硫化及开工结果
(1) 硫化。加氢催化剂可以采用硫磺尾气或酸性气进行硫化,在此过程中需要提供足够的H2浓度。根据该厂情况,利用硫磺尾气进行预硫化的,其H2体积分数低,约2%左右,而利用酸气+在线炉产氢+氮气可以保证H2体积分数为2%~4%,硫化效果更好。因此,建议厂家采用第二种方法进行硫化。
(2) 一级反应器温度、在线炉空气与天然气比例的控制。由于该厂一级反应器采用抗漏氧催化剂+钛基催化剂,抗漏氧催化剂存在氢消耗的问题。根据资料及实验,温度越高,H2消耗的转化率越高。将一级反应器出口温度降低到300 ℃左右,以减少H2的消耗。根据调查,其他大型天然气净化在线炉空气与天然气比例多数控制为7.5。因此, 建议该厂在线炉空气与天然气比例控制为7.5左右。
(3) 开工结果。在硫化完成后,装置通入硫磺回收尾气(不含二甲基亚砜的酸气)、装置急冷水pH值、床层压差等系统参数正常,厂家决定引入含二甲基亚砜的酸气,包括pH值在内的装置各项参数依然正常。
在2014年4月18日的控制参数中可以看出,酸气燃烧炉1 245 ℃,一级反应器入口223 ℃,一级反应器出口303 ℃,加氢完H2浓度在线显示为2.68%。加氢反应进口241 ℃,出口234 ℃。加氢段急冷水pH值为7~7.3左右,除有少量炭,基本无硫磺。从图4可以看出,二级反应器硫冷凝器到加氢后的换热器之间的压差为0.002 MPa,加氢催化床层压差还小于该数值,说明加氢催化剂床层压差也已正常。
此外,4月19日~5月16日急冷水pH值依然在7~7.3,未见有降低趋势,且排放烟气中SO2的体积分数为200×10-6~300×10-6。因此,可以确定目前装置已完全正常。一级反应器H2的转化率从原来的50%左右降低到10%,更好地保证了加氢催化剂的H2浓度。中控示意图见图2~图4。



6 结论及建议
(1) 中国石油西南油气田公司天然气研究院研制的CT系列的钛基与低温加氢催化剂组合首次在含有二甲基亚砜的二硫化碳行业得到成功应用,主要指标满足考核要求,可在此类装置继续进行推广。
(2) 目前,二硫化碳行业的低温硫磺回收尾气加氢工艺装置较少,该厂为国内同类装置的第一套,其H2主要依靠酸气燃烧炉次当量燃烧提供,在线燃烧炉中补充少量H2。因此,其在线燃烧炉设计规模略小。根据此次装置的调整及运转情况,在线燃烧炉规模偏小对装置操作不利,如该加氢反应器入口温度为240 ℃(这是低温加氢催化剂的正常温度范围)时,在线炉的天然气流量为50 m3/h,超出设计负荷40 m3/h近20%,同时,还在一定程度上增加了析炭的概率。因此,建议在以后建造同类装置时可适当考虑增加在线炉的设计规模。
(3) 对于二硫化碳行业的硫磺回收尾气加氢工艺装置,一级反应器最好采用氧化铝+钛基催化剂的组合,在保证有机硫水解的前提下,有利于减少H2的消耗,更好地保证加氢反应的进行;而如果已经在一级反应器采用抗漏氧催化剂,可将一级反应器出口温度降低到300 ℃左右,以减少H2的消耗。
参考文献
[1] 蔡彦贵. 二硫化碳生产工艺的选择[J]. 辽宁化工,1988(4):43-48.
[2] 韩建多,张雅娟, 韩珑. 天然气法二硫化碳工艺评述[J]. 无机盐工业,1998,30(4):21-23.
[3] 倪睿, 高云鹏,郭健,等.CT6-8钛基硫磺回收催化剂在硫磺回收装置上的应用[J]. 石油与天然气化工,2010,39(6):502-504.
[4] 田满宏, 党占元, 唐忠怀,等.CT6-11低温加氢催化剂在塔河硫磺回收装置的应用[J].石油与天然气化工,2013,42(2):123-126.
[5] 肖凤杳.SCOT尾气处理装置还原气发生炉设计[J]. 石油与天然气化工,1983,12(4):36-42.
